航發(fā)渦輪葉片氣膜孔的磨削加工實(shí)驗(yàn)
2019-05-16 12:21:34李潛彤陳志同
宇航材料工藝 2019年2期
關(guān)鍵詞:工藝
李潛彤 陳志同 全 芳 馬 磊
(北京航空航天大學(xué)機(jī)械工程及自動(dòng)化學(xué)院,北京 100191)
文 摘 針對(duì)目前航空發(fā)動(dòng)機(jī)渦輪葉片氣膜孔加工精度低和重熔層難去除的問(wèn)題,提出了“電火花打孔、磨削擴(kuò)孔”的新型氣膜孔加工工藝,研制出小孔磨削專用微細(xì)CBN 砂輪并對(duì)電火花氣膜孔進(jìn)行了磨削工藝實(shí)驗(yàn)。實(shí)驗(yàn)結(jié)果表明:經(jīng)磨削加工后氣膜孔圓度降低50.9%,孔徑尺寸標(biāo)準(zhǔn)差降低90.7%,表面粗糙度降低65.9%,重熔層被全部去除,證明了航發(fā)渦輪葉片氣膜孔磨削加工的可行性。
0 引言
隨著航空發(fā)動(dòng)機(jī)推重比的不斷上升,燃燒室出口的溫度也隨之升高,渦輪前溫度達(dá)到1 300~1 500 K,為了適應(yīng)不斷提高的工作溫度,一方面需要不斷改善材料性能,另一方面則需要采用冷卻技術(shù)[1]。在航空發(fā)動(dòng)機(jī)的渦輪葉片、燃燒室、火焰筒等熱端部件加工冷卻氣膜孔是降低零件表面溫度的有效手段[2]。渦輪葉片材料難加工,氣膜孔孔徑尺寸小,且多分布于曲面區(qū)域,材料和結(jié)構(gòu)的變革對(duì)渦輪葉片等零件制孔技術(shù)提出無(wú)重熔層、無(wú)裂紋、無(wú)熱影響區(qū)的質(zhì)量要求[3-4]。
重熔層厚度影響金屬表層的均勻性,微裂紋等表面缺陷增加疲勞源產(chǎn)生的概率,加工精度影響氣膜孔的散熱效率,上述三項(xiàng)是衡量氣膜孔加工質(zhì)量的重要指標(biāo)[5]。目前航空發(fā)動(dòng)機(jī)氣膜孔的加工工藝主要有電液束打孔、激光打孔、電火花打孔以及上述方法的復(fù)合打孔方法[6],電液束打孔具有無(wú)重熔層、無(wú)微裂紋、無(wú)加工應(yīng)力等特點(diǎn),但其加工效率低,尺寸精度重復(fù)性差,距離實(shí)際工程化應(yīng)用還有一定距離[7]。傳統(tǒng)納秒激光打孔效率高,加工能力較強(qiáng),但其加工圓度差,精度低,氣膜孔表面粗糙度差,且會(huì)產(chǎn)生難以去除的重熔層[8]。電火花打孔效率較高,通過(guò)調(diào)整工藝參數(shù)可以獲得較小的重熔層厚度,但是電火花電極磨損較快,且加工精度不高[9]。國(guó)內(nèi)外學(xué)者對(duì)上述特種加工方式進(jìn)行了大量研究,Y.ZHANG 等通過(guò)正交實(shí)驗(yàn)獲得電液束加工氣膜孔的優(yōu)化參數(shù),并對(duì)比了電液束和電火花加工氣膜孔的表面質(zhì)量和重熔層厚度[10],J.W.LIANG 等研究了氣膜孔分布和激光打孔參數(shù)對(duì)DZ125 低周疲勞壽命的影響規(guī)律[11]。B.IZQUIERDO 等通過(guò)分析電火花加工過(guò)程中的熱源傳遞和材料去除建立了電火花工藝參數(shù)與重熔層厚度的預(yù)測(cè)模型并對(duì)預(yù)測(cè)模型進(jìn)行了檢驗(yàn)[12]。A.MUHAMMAD 等進(jìn)行了電火花加工HSLA 的正交試驗(yàn),確定了脈沖開啟時(shí)間和線速度是對(duì)重熔層影響較顯著的參數(shù)[13]。
本文針對(duì)氣膜孔加工精度低和重熔層難去除的問(wèn)題,在目前行業(yè)內(nèi)最廣泛采用的電火花打孔工藝基礎(chǔ)上,通過(guò)自主研制的微型電鍍CBN 砂輪對(duì)電火花加工的氣膜孔進(jìn)行磨削工藝試驗(yàn),并對(duì)電磨復(fù)合孔試樣和電火花孔試樣進(jìn)行了圓度、表面形貌、粗糙度、重熔層等方面的對(duì)比分析,驗(yàn)證了氣膜孔磨削加工的可行性,以期為后續(xù)航發(fā)真實(shí)葉片的氣膜孔磨削加工提供數(shù)據(jù)支持和理論基礎(chǔ)。
1 實(shí)驗(yàn)
1.1 氣膜孔磨削機(jī)理分析
在電火花加工過(guò)程中,極間介質(zhì)被擊穿后形成放電通道,形成的電場(chǎng)將使通道中的正負(fù)離子向正負(fù)極高速運(yùn)動(dòng)從而使電能轉(zhuǎn)換為動(dòng)能,正負(fù)離子高速撞擊到電極表面又使動(dòng)能轉(zhuǎn)換為熱能,從而使正負(fù)極達(dá)到高溫。高溫不僅使冷卻液汽化和分解,更可將金屬材料熔化甚至沸騰汽化,未被拋出的金屬冷卻凝固后附著在基體表面形成重熔層[14],如圖1所示。

圖1 重熔層Fig.1 Recast layer
為消除電火花打孔產(chǎn)生的重熔層,本文提出了“電火花打孔,磨削擴(kuò)孔”的新型氣膜孔加工工藝,該方法將氣膜孔加工分為兩步,如圖2所示,首先通過(guò)電火花加工出比最終尺寸小的中心孔,然后用微細(xì)CBN 砂輪進(jìn)行氣膜孔的精加工并得到最終尺寸。
磨削工藝去除量穩(wěn)定,在上一步工序重熔層厚度不大的前提下微細(xì)砂輪磨削可以實(shí)現(xiàn)重熔層的定量去除,并通過(guò)控制磨削參數(shù)和磨削層數(shù)來(lái)保證氣膜孔的尺寸精度合格,其作用機(jī)理如圖3所示。同時(shí)磨削過(guò)程磨削力小,在合理的磨削參數(shù)下不會(huì)產(chǎn)生表面缺陷,從而避免疲勞源在表面缺陷處產(chǎn)生,且電鍍CBN砂輪磨削會(huì)產(chǎn)生一定的表面殘余壓應(yīng)力,殘余壓應(yīng)力可以和葉片服役時(shí)所受的拉伸載荷相抵消從而降低表面所受載荷,使得高溫環(huán)境交變應(yīng)力下疲勞源產(chǎn)生的可能性降低,有利于零件疲勞壽命的提高。

圖2 氣膜孔電火花磨削打孔復(fù)合工藝Fig.2 Compound EDM-grinding process for film cooling hole

圖3 微細(xì)砂輪作用機(jī)理Fig.3 Mechanism of fine grinding wheel
1.2 實(shí)驗(yàn)設(shè)計(jì)
試驗(yàn)所用材料為航空發(fā)動(dòng)機(jī)所用的固溶強(qiáng)化型鎳基高溫合金GH3128,試件的尺寸為30 mm×30 mm×4 mm,預(yù)先在試件上通過(guò)電火花打出一定數(shù)量的微孔,電火花打孔工藝與某型號(hào)航空發(fā)動(dòng)機(jī)葉片氣膜孔加工工藝一致,之后選擇一部分孔進(jìn)行磨削加工。
由于氣膜孔的尺寸較小,普通砂輪無(wú)法滿足要求,本文設(shè)計(jì)并研制出氣膜孔磨削專用的微細(xì)CBN砂輪,砂輪基體采用直徑為0.2 mm 的硬質(zhì)合金刀桿,將被CBN 顆粒完全覆蓋的基體浸入含有沉積金屬的金屬鹽溶液電解槽中,通過(guò)電沉積的方式將金屬結(jié)合劑沉積在金屬基體上固定CBN 磨粒,從而在刀桿的頭部均勻鍍上一層CBN 砂粒,見圖4所示。
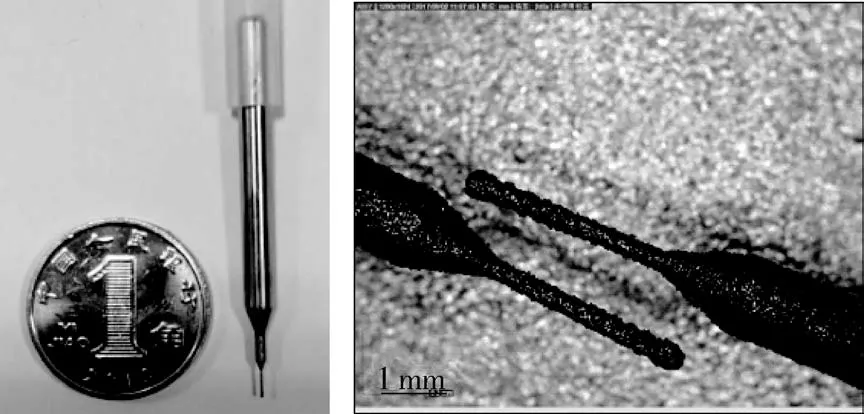
圖4 微細(xì)CBN 砂輪Fig.4 Fine CBN grinding wheel
磨削采用三軸立式磨床;磨削參數(shù)為主軸轉(zhuǎn)速n=60 000 r/min,進(jìn)給速度f(wàn)=40 mm/min,行寬Ap=0.2 mm,磨深A(yù)e=0.005 mm。
1.3 測(cè)試過(guò)程
對(duì)試件表面使用王水進(jìn)行腐蝕,腐蝕后在Zeiss Aviovert 200MAT 顯微鏡下觀察孔邊緣的金相組織和輪廓特征。
將試件沿孔深方向進(jìn)行線切割并采用日本電子株式會(huì)社JSM-6510 掃描電子顯微鏡獲取孔內(nèi)剖面表面形貌,采用Taylor Hobson 輪廓儀測(cè)試孔內(nèi)剖面粗糙度。
采用掃描電子顯微鏡配套的EDS 電子元素分析儀對(duì)磨削后的內(nèi)孔表面進(jìn)行元素譜分析。
2 結(jié)果與討論
2.1 圓度檢測(cè)
圖5為電磨復(fù)合孔和電火花孔在100 倍顯微鏡頭下的圖像,電火花孔邊緣凹凸不平,有附著或半剝離的材料,而電磨復(fù)合孔邊緣非常光滑,無(wú)附著無(wú)雜質(zhì)。

圖5 圖像對(duì)比Fig.5 Contrast of image
孔的輪廓可視為孔的表面邊緣和圖像陰影的邊界曲線,通過(guò)提取原始輪廓線并按照輪廓線計(jì)算各個(gè)孔的圓度,如圖6所示,圓度計(jì)算公式為:

式中,D 為孔輪廓的外接圓直徑,d 為孔輪廓的內(nèi)切圓直徑,r 為孔的圓度誤差值。
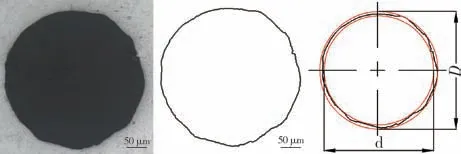
圖6 氣膜孔圓度計(jì)算Fig.6 Calculation of the roundness of hole
電火花孔和電磨復(fù)合孔的圓度檢測(cè)結(jié)果見表1。電火花孔和電磨復(fù)合孔的圓度平均值分別為16.93和8.31 μm,電磨復(fù)合孔的圓度相比于電火花孔降低50.9%,電火花孔和電磨復(fù)合孔的孔徑尺寸標(biāo)準(zhǔn)差分別為8.86 和0.82 μm,電磨復(fù)合孔的孔徑尺寸標(biāo)準(zhǔn)差相比于電火花孔降低90.7%。
由對(duì)比結(jié)果可知電磨復(fù)合工藝下的氣膜孔尺寸精度和圓度相比于電火花工藝都有較大的提升,通過(guò)控制磨削參數(shù)和磨削層數(shù)可以保證尺寸精度達(dá)到要求。

表1 電火花孔圓度檢測(cè)結(jié)果Tab.1 Test result of EDM hole roundness
2.2 表面形貌檢測(cè)
電火花孔和電磨復(fù)合孔的內(nèi)孔剖面SEM 圖如圖7所示。電火花孔剖面呈倒錐形,從入口處到出口處直徑均勻減小,孔內(nèi)壁粗糙且全部覆蓋有重熔層,并且可以觀測(cè)到圖8所示的微裂紋,微孔等表面缺陷。而經(jīng)過(guò)磨削加工后的孔身尺寸均勻,入口處尺寸稍大,有倒角特征,孔內(nèi)壁光滑,紋路均勻,紋理方向與磨削進(jìn)給方向相同,表面未發(fā)現(xiàn)有表面缺陷。
分別沿孔深方向?qū)﹄娀鸹缀碗娔?fù)合孔內(nèi)表面進(jìn)行粗糙度測(cè)試,粗糙度取樣長(zhǎng)度為0.08 mm,評(píng)定長(zhǎng)度為0.4 mm,粗糙度測(cè)試結(jié)果分別為0.85 和0.29 μm,電磨復(fù)合孔的表面粗糙度相比于電火花孔降低65.9%。輪廓結(jié)果如圖9所示,電磨復(fù)合孔相比于電火花孔表面波紋平滑。

圖7 內(nèi)孔剖面放大圖像Fig.7 Enlarged image of hole profile

圖8 電火花孔表面缺陷Fig.8 Defect of EDM drilling

圖9 表面輪廓對(duì)比Fig.9 Contrast of surface profile
2.3 重熔層檢測(cè)
電火花孔和電磨復(fù)合孔邊緣腐蝕后的圖像如圖10所示,可以看出電火花孔的孔邊緣經(jīng)腐蝕后出現(xiàn)貝殼狀的重熔層,可見厚度為20 μm,考慮到金相制樣中小孔邊緣凹陷效應(yīng),實(shí)際重熔層厚度會(huì)大于20 μm,而經(jīng)過(guò)磨削加工后已觀察不到孔邊緣重熔層的痕跡。
電火花加工過(guò)程中由于介質(zhì)水的分解會(huì)產(chǎn)生氧氣,熔化的材料與氧反應(yīng)從在基體表面生成氧化層,因此電火花加工形成的重熔層中可以檢測(cè)到一定的氧含量[15]。對(duì)磨削后的內(nèi)孔表面進(jìn)行EDS 分析結(jié)果見圖11,磨削表面的氧含量幾乎為0,說(shuō)明由電火花打孔產(chǎn)生的重熔層經(jīng)過(guò)磨削加工后已被全部去除。
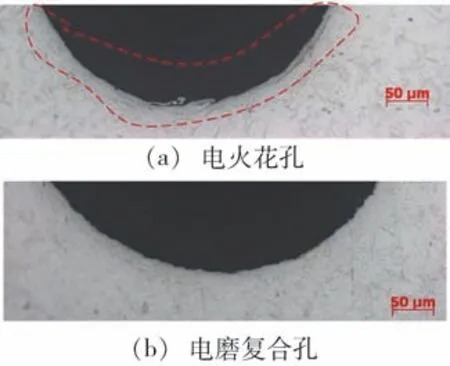
圖10 孔邊緣金相圖Fig.10 Metallographic picture of hole edge

圖11 電磨復(fù)合孔EDS 分析結(jié)果Fig.11 EDS analysis result of compound EDM-grinding hole
3 結(jié)論
通過(guò)電火花磨削復(fù)合工藝得到了高精度無(wú)重熔層的氣膜孔,驗(yàn)證了航發(fā)渦輪葉片氣膜孔磨削加工的可行性。
(1)電火花孔邊緣凹凸不平,經(jīng)磨削加工后孔邊緣光滑,圓度誤差降低50.9%,孔徑尺寸標(biāo)準(zhǔn)差降低90.7%。
(2)電火花孔內(nèi)壁粗糙,表面存在微裂紋、微孔洞等缺陷,經(jīng)磨削加工后孔身尺寸均勻,內(nèi)壁光滑,無(wú)表面缺陷,表面粗糙度降低65.9%。
(3)電火花孔的重熔層厚度大于20 μm,磨削去量穩(wěn)定可控,磨削加工可以將重熔層全部去除。
后續(xù)將通過(guò)優(yōu)化磨削參數(shù)和研制尺寸更小的CBN 磨具來(lái)提高磨削效率和孔徑可加工范圍。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
