2219鋁合金攪拌摩擦焊結構ECA評定
2019-05-16 12:21:28曹學敏田志杰熊林玉張彥華
宇航材料工藝 2019年2期
曹學敏 田志杰 熊林玉 馬 核 張彥華
(1 北京航空航天大學機械工程及自動化學院,北京 100191)
(2 首都航天機械公司,北京 100076)
文 摘 基于含缺陷結構斷裂評定的COD 設計曲線與凈截面屈服失效判據,對2219 鋁合金攪拌摩擦焊結構進行了工程臨界評定(ECA)。分析了2219 鋁合金攪拌摩擦焊接頭焊核區、熱機影響區、熱影響區和母材區的臨界裂紋尺寸,確定了不同載荷水平下2219 鋁合金攪拌摩擦焊結構的表面缺陷容限,并對特定內壓下2219 鋁合金運載火箭貯箱筒段攪拌摩擦焊縱縫進行了ECA 評定,為2219 鋁合金攪拌摩擦焊結構的斷裂控制提供了參考。研究結果表明,縱向前進邊熱影響區為2219 鋁合金攪拌摩擦焊接頭斷裂控制的關鍵區域,特定內壓條件下給定的表面缺陷可以接受。
0 引言
2219 鋁合金是可熱處理強化的Al-Cu-Mn 系析出強化型合金,具有較高的室溫強度及良好的高溫和超低溫性能[1],是運載火箭貯箱的常用材料[2]。攪拌摩擦焊工藝與傳統熔焊方法相比,具有無煙塵、無氣孔、無飛濺、無需添加焊絲、焊接時不需使用保護氣體、焊后接頭焊縫晶粒細小、殘余應力小以及變形小等優點,廣泛用于鋁合金材料的焊接[3-4]。
2219 鋁合金攪拌摩擦焊接頭是貯箱結構的薄弱環節,接頭的斷裂直接導致貯箱結構的失效。為了保障貯箱結構完整性,對2219 鋁合金攪拌摩擦焊結構進行工程臨界評定(Engineering Critical Assessment,ECA)是斷裂控制的重要環節。
焊接結構ECA 評定是基于“合于使用”原則對缺陷容限進行分析,已建立的評定標準包括英國含缺陷結構完整性評定標準(R6)、歐洲工業結構完整性評定方法(SINTAP)、美國石油學會標準(API 579)、英國標準BSI PD6493 的修改版—BS 7910 金屬結構中缺陷驗收評定方法導則等[5-8]。BS 7910 借鑒了R6 和SINTAP 的研究成果,提供了包括COD(Crack Opening Displacement,裂紋張開位移)設計曲線法和失效評定圖等多種評定方法,COD 設計曲線法僅需要材料性能、尺寸等基礎的信息,評定過程簡單,在工程實際中應用范圍更廣。本文以BS 7910-2013 為參考,針對2219 鋁合金運載火箭貯箱筒段攪拌摩擦焊縱縫中可能存在的表面缺陷,綜合考慮彈塑性斷裂力學判據與凈截面屈服判據,根據運載火箭貯箱的實際工況條件,獲得了貯箱筒段縱焊縫在不同載荷水平下的臨界穿透裂紋容限,進一步將臨界穿透裂紋容限轉化為表面缺陷容限,并對特定內壓下的貯箱縱焊縫進行了ECA 評定,為2219 鋁合金攪拌摩擦焊結構斷裂控制提供了參考。
1 ECA 評定方法
工程臨界評定技術(ECA)是指應用斷裂力學的理論,分析計算結構裂紋臨界尺寸。含缺陷焊接結構的斷裂行為可采用彈塑性斷裂力學理論來分析,常用的方法是COD 設計曲線。COD 設計曲線是一種簡化的圖表方法,工程上可以直接采用圖表的方式對缺陷進行評定。隨著缺陷尺寸的改變,接頭的有效承載面也發生改變,接頭在發生斷裂前可能先因屈服而發生塑性破壞,因此需要綜合考慮彈塑性斷裂與凈截面屈服兩種失效判據。
1.1 COD 設計曲線
COD 設計曲線采用彈塑性斷裂準則作為失效判據:將裂紋張開位移作為斷裂韌性的參量,若缺陷處的裂紋張開位移δ 小于極限值δC(材料的裂紋擴展抗力,可通過標準試驗方法測定),即δ<δC,則缺陷對結構的影響較小,反之則比較危險[9]。
在COD 準則的基礎上,A.A.WELLS[10]率先創立了COD 設計曲線的理論。COD 設計曲線建立了含缺陷結構的無量綱裂紋張開位移φ=δ/2πεy與無量綱應變ε/εy之間的關系,圖1為Wells 給出的COD設計曲線,其關系式為:
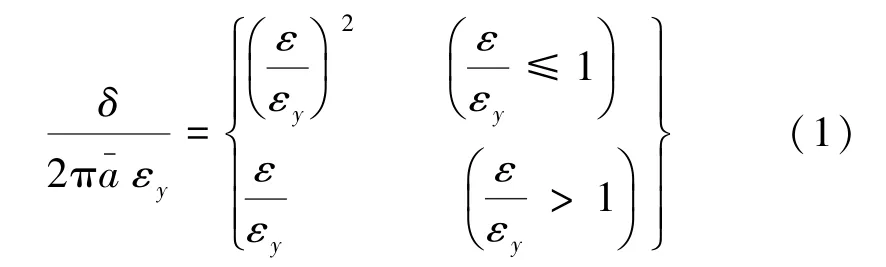
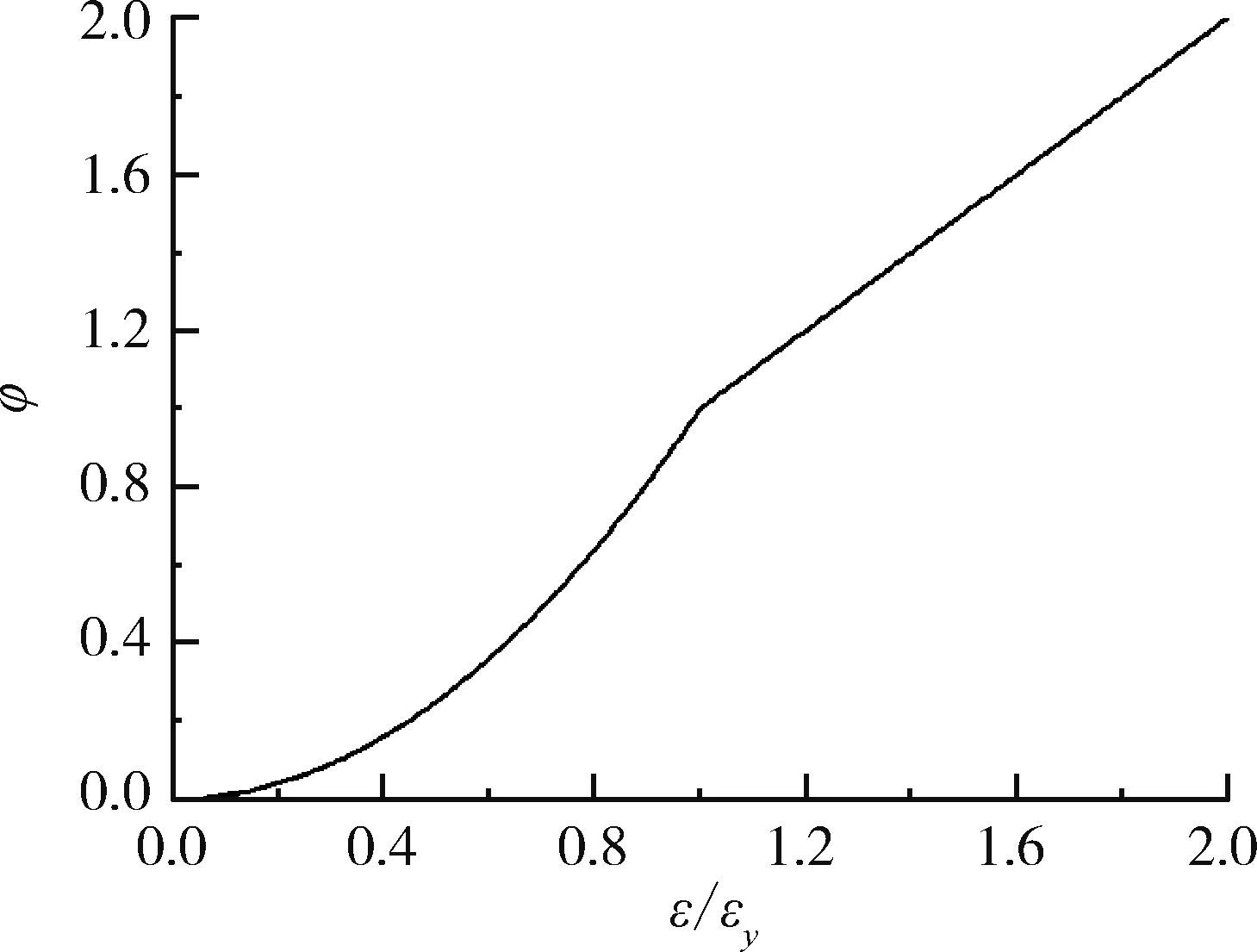
圖1 COD 設計曲線Fig.1 COD design curves
一般而言,焊接結構的設計應力R 不超過Rp0.2,即ε/εy<1 且ε=R/E,由式(1)可知,臨界裂紋尺寸的計算公式為:

1.2 凈截面屈服
對于含缺陷焊接結構,隨著缺陷尺寸的改變,接頭的有效承載面(凈截面)也發生改變,結構上的應力會高到使整個凈截面在斷裂前先發生屈服,最后導致結構破壞。對于這種凈截面屈服破壞,可以直接用截面上的凈應力與材料的屈服強度關系建立破壞判據[11]。將接頭簡化為寬為W 的平板,含有長度為2a的中心裂紋,如圖2所示。在遠場應力R 的作用下,接頭發生凈截面屈服破壞的臨界裂紋尺寸為:
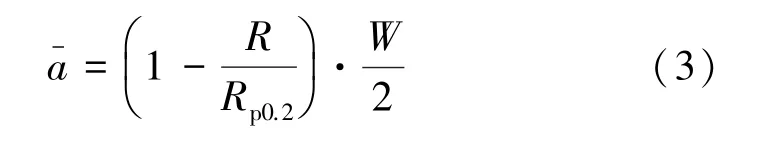
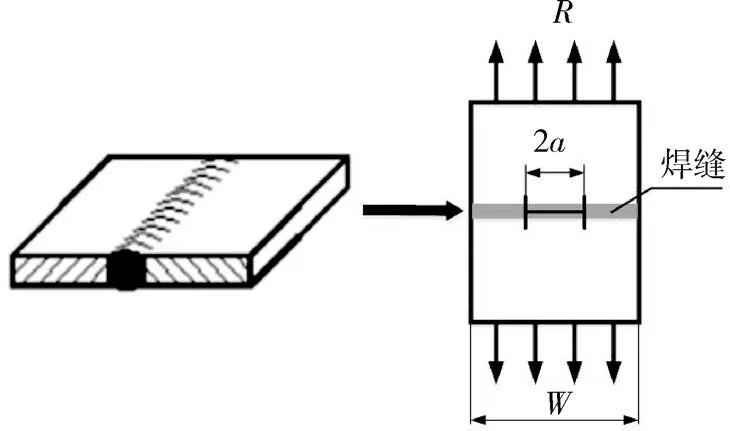
圖2 焊接接頭簡化Fig.2 Welded joint simplification
2219 鋁合金攪拌摩擦焊結構設計應力R 與臨界裂紋長度的關系如圖3所示,陰影區域為結構安全區,凈截面屈服塑性斷裂線[式(3)]與彈塑性斷裂線[式(2)]相交于A、B 兩點,R1、R2分別為A 點和B 點的應力。對于同種鋁合金攪拌摩擦焊結構,A、B 兩點的位置受板寬W 控制,A、B 兩點對應的R 值與W的關系見式(4),隨W 增大,R1減小,R2增大。當R<R1或R>R2時結構的失效受凈截面屈服判據控制,R1<R<R2時結構的失效受彈塑性斷裂判據控制,即以式(2)與式(3)得到的臨界裂紋尺寸的較小值作為整個結構的臨界裂紋尺寸。

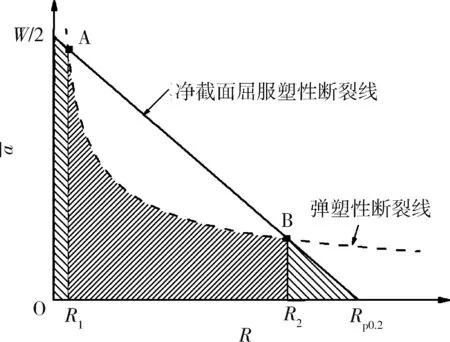
圖3 R 與 的關系Fig.3 Relationship between R and
1.3 臨界裂紋尺寸與表面缺陷尺寸轉化
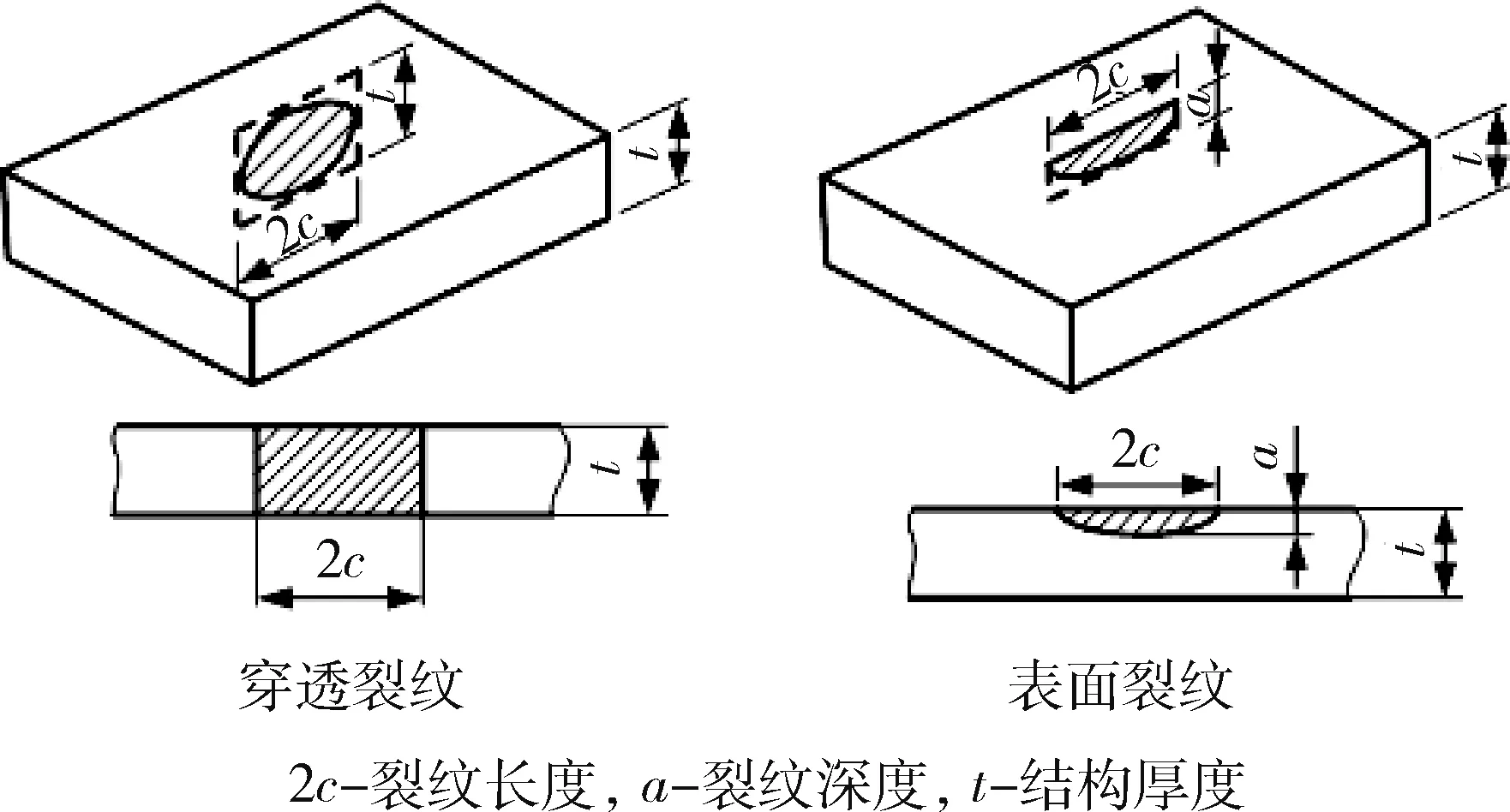
圖4 穿透裂紋與表面裂紋[11]Fig.4 Through crack and surface crack[11]
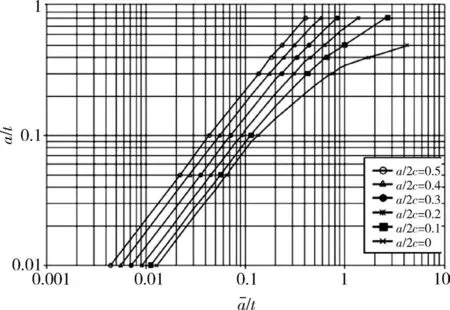
圖5 穿透裂紋尺寸與表面裂紋尺寸的關系Fig.5 Relationship between through crack size and surface crack size
可知,已知壁厚t 的情況下,通過在圖中不同深長比(a/2c)的曲線上找點可以將穿透裂紋長度轉換為不同深度a 和長度2c 的表面裂紋。
2 2219 鋁合金攪拌摩擦焊結構ECA 評定
2.1 評定參數的確定
在進行ECA 評定之前需要通過試驗的方法確定結構的性能參數,包括:非比例延伸強度Rp0.2、抗拉強度Rm以及裂紋尖端張開位移δ(Crack Tip Opening Displacement,CTOD)。
試驗所用材料為6 mm 厚的2219 鋁合金試板,攪拌摩擦焊[12]采用的攪拌頭軸肩直徑為24 mm,探針直徑為6 mm,長度5.8 mm,攪拌頭轉速為800 r/min,行進速度為220 mm/min,攪拌頭傾角為2°,焊后熱處理狀態為T6。
攪拌摩擦焊接頭分為5 個不同的微觀組織區域:焊核區(NZ)、熱機影響區(TMAZ)、熱影響區(HAZ)、軸肩影響區(SAZ)和母材區(BM),如圖6所示,這5 個區域的力學性能、組織形式各不相同,縱橫向性能指標也不一致。攪拌摩擦焊工藝還存在焊接方向與攪拌頭回轉方向匹配問題,每個接頭都有一個前進邊和一個回撤邊,焊縫兩側的力學性能也存在差異。
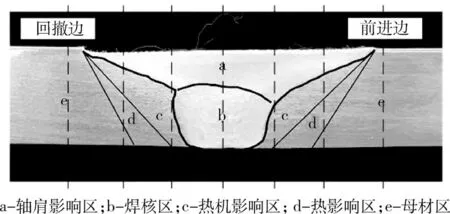
圖6 接頭各區域CTOD 試樣取樣位置Fig.6 Sampling location of CTOD samples in different welded joint zones
通過室溫拉伸試驗測試2219 鋁合金攪拌摩擦焊接頭焊核區、縱向接頭、橫向接頭及母材的屈服強度Rp0.2、抗拉強度Rm。通過CTOD 試驗計算2219 鋁合金攪拌摩擦焊接頭各區域臨界CTOD 值δC,由于SAZ覆蓋NZ、TMAZ、HAZ,試驗時取NZ、TMAZ、HAZ、BM四個區域進行CTOD 測試,其中TMAZ 與HAZ 在前進邊和回撤邊分別試驗,NZ、TMAZ 和HAZ 在縱、橫兩方向分別測試,縱向、橫向接頭示意見圖7。CTOD試樣取樣位置如圖6中虛線所示,試樣制備、試驗步驟參照文獻[13],CTOD 試驗原理見圖8。
2219 鋁合金攪拌摩擦焊接頭拉伸試驗結果見表1,臨界CTOD 平均值δC的計算結果見表2。
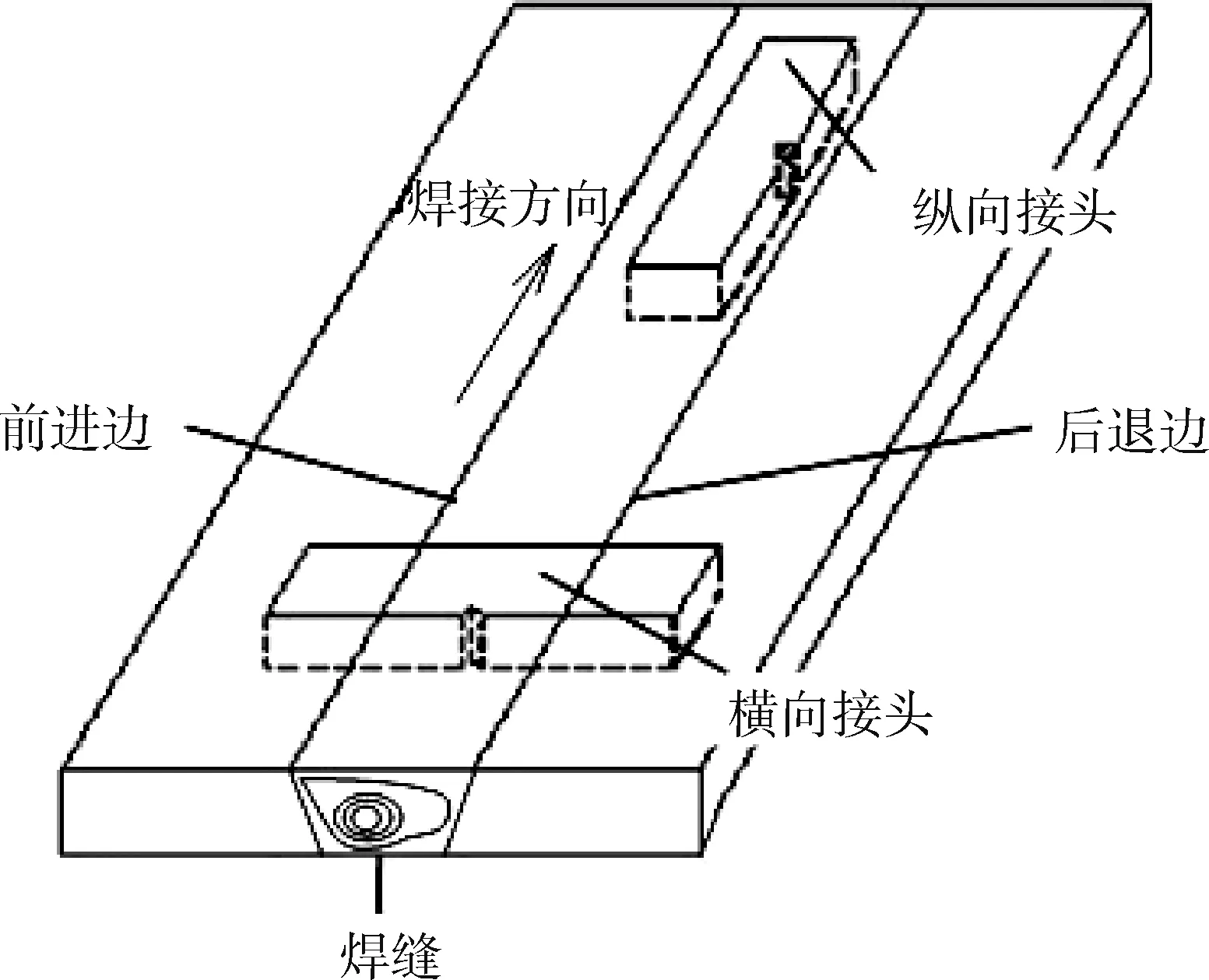
圖7 縱向、橫向接頭示意圖Fig.7 Longitudinal and transverse joint
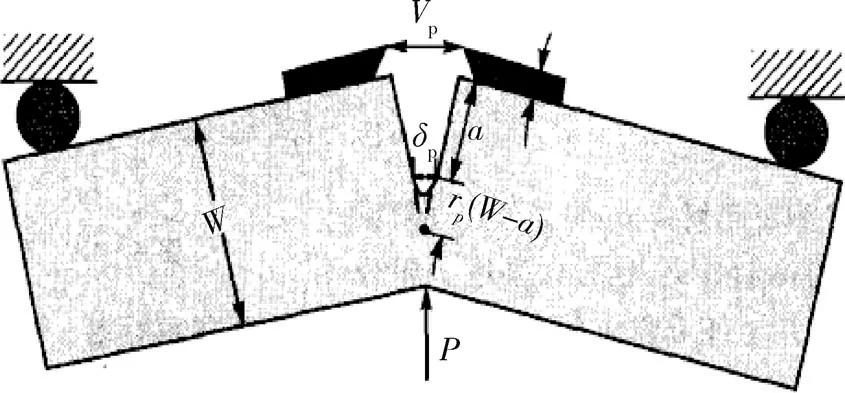
圖8 CTOD 試驗原理[11]Fig.8 CTOD test principle

表1 2219 鋁合金攪拌摩擦焊接頭拉伸性能參數Tab.1 Tensile property parameters of friction-stir-welded 2219 aluminum alloy
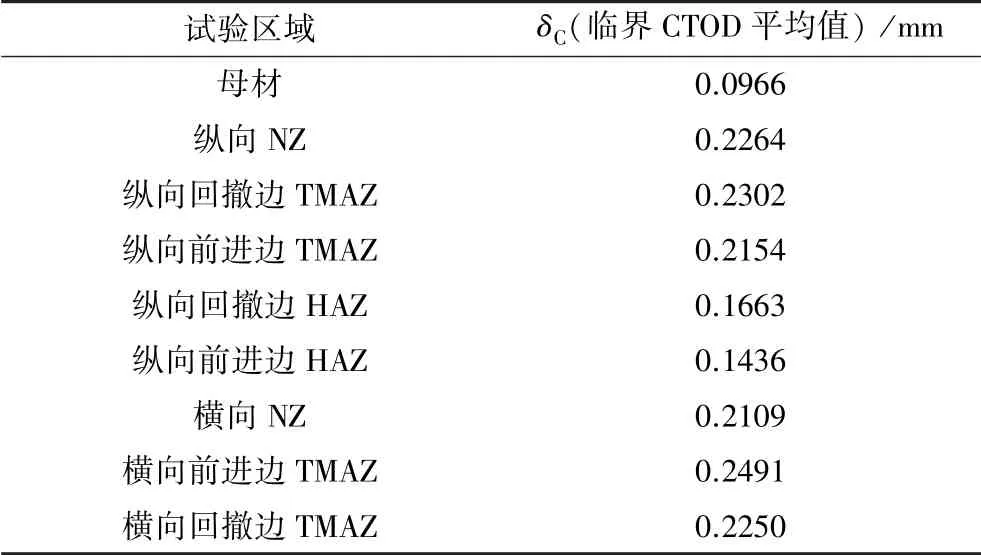
表2 2219 鋁合金攪拌摩擦焊接頭δC值Tab.2 The δCvalue of friction-stir-welded 2219 aluminum alloy
2.2 臨界裂紋尺寸
2.2.1 臨界裂紋尺寸計算方法
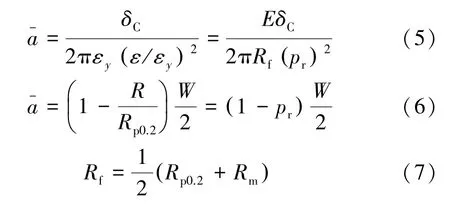
式(2)和式(3)中的載荷水平pr(R/Rp0.2)是以Rp0.2作為參考,API 1104[14]指出,對于承受一定塑性變形的結構,考慮應變強化現象,采用流變應力Rf作為載荷水平的參考,即pr為結構設計應力R 與流變應力Rf的比值(R/Rf),因此結構受彈塑性斷裂力學控制的臨界裂紋尺寸與受凈截面屈服控制的臨界裂紋尺寸分別由式(5)與式(6)計算:
對于貯箱等壓力容器,通常以結構承受的內壓p描述其實際工況,因此以結構承受的內壓表示載荷水平,即:

式中,pa,pf分別為與結構設計應力R 及結構流變應力Rf所對應的內壓力。
將貯箱筒段簡化為薄壁圓筒,根據材料力學的相關知識,承受內壓值為p 的貯箱筒段,其縱焊縫截面上的周向正應力最大,以周向正應力Rt作為貯箱筒段承受的設計應力,由式(9)計算:

式中,p 為貯箱筒段承受內壓;D 為貯箱筒段直徑;t為貯箱筒段壁厚。
2.2.2 臨界裂紋尺寸計算
2219 鋁合金的彈性模量E 為73 GPa[15],根據拉伸試驗得到的接頭各區域Rp0.2值及CTOD 試驗得到的各區域臨界CTOD 值δC,只考慮彈塑性斷裂力學,將接頭視為含有長度為2a 的中心裂紋的無限大平板,由式(2)確定各區域臨界裂紋尺寸與應力的關系如圖9所示。可以看出,應力一定時,縱向前進邊HAZ 的臨界裂紋尺寸最小,為最危險區域。這里主要分析縱向前進邊HAZ 的缺陷容限,作為2219 鋁合金攪拌摩擦焊接頭的缺陷容限。對于有限板寬的結構則需要考慮凈截面屈服的約束條件。
對于采用攪拌摩擦焊接工藝的貯箱筒段結構,設其直徑D 為3 350 mm,長度L 為1 000 mm,壁厚t 為8 mm,其流變應力為:

由式(9)可知,流變應力對應的內壓力pf為:

將貯箱筒段簡化為寬為1 000 mm 的平板,綜合考慮彈塑性斷裂判據和凈截面屈服判據,如圖10所示,陰影區域為貯箱筒段結構的安全區。載荷水平pr<0.12和pr>0.98 時結構的失效受凈截面屈服判據控制,載荷水平0.12<pr<0.98 時結構的失效受彈塑性斷裂判據控制。
圖9 各區域臨界裂紋尺寸與應力關系Fig.9 Relationship between critical crack size and stress in different zones
圖10 前進邊HAZ 臨界裂紋尺寸與載荷水平關系Fig.10 Relationship between critical crack size and stress level in advancing side HAZ
取載荷水平pr分別為0.2、0.4、0.6、0.8,則由圖10可知,結構的失效受彈塑性斷裂判據控制,與板寬無關,由式(5)計算貯箱筒段的臨界裂紋尺寸見表3。

表3 不同載荷水平下貯箱筒段的臨界裂紋尺寸Tab.3 Critical crack sizes of launch vehicle tank in different stress level
2.3 表面缺陷容限
根據圖5將臨界裂紋尺寸轉換為深長比(a/2c)分別為0.1、0.2、0.3、0.4、0.5 時的表面缺陷長度與深度。由于BS 7910 中規定表面缺陷深度不超過壁厚的80%,為提高評定的安全性,當a/t>0.8 時,均以0.8 作為相應的a/t 值;表面缺陷深度不得超過a/2c=0.5 時的缺陷深度值;表面缺陷長度不得超過a/2c=0.1 時的缺陷長度值。最終得到了如圖11中虛線所示的4 種載荷水平下的2219 鋁合金攪拌摩擦焊結構缺陷容限,隨著載荷水平的增大,表面缺陷深度臨界尺寸沒有明顯變化,表面缺陷長度臨界尺寸減小。參考美國石油協會標準API 1104,缺陷深度不超過結構壁厚的50%,缺陷長度不超過結構長度的12.5%,確定了圖11中的水平與豎直兩條截止線,若由圖(5)確定的表面缺陷容限位于截止線之外,則以截止線作為最終缺陷容限;否則以由圖(5)確定的表面缺陷容限作為結構的表面缺陷容限。
圖11 不同載荷水平下的貯箱筒段表面缺陷容限Fig.11 Surface defect tolerances of launch vehicle tank in different stress level
若實際結構的表面缺陷尺寸對應的評定點在評定曲線之下,則缺陷可以接受,反之則判定失效;若評定點落在評定曲線上,則此時對應的尺寸為可以允許的缺陷極限尺寸。
實際ECA 評定時,依據式(8)計算的載荷水平確定一條評定曲線。若載荷水平在圖中沒有標明,可以采用接近的評定曲線,或采用更高的載荷水平所對應的評定曲線。最后根據結構壁厚與長度可以將缺陷容限曲線確定。
設貯箱筒段的設計壓力pa為0.5 MPa,存在長度為30 mm,深度為2 mm 的表面缺陷,則評定曲線的載荷水平pr為:pr= pa/pf= 0.5/1.254 = 0.399。
依據前述2219 鋁合金攪拌摩擦焊結構ECA 評定方法,采用相近的較高載荷水平曲線,即載荷水平為0.4,得到圖12中初始評定線。由于焊接缺陷在檢測時存在誤差,參考API 1104 中對缺陷容限修正的方法,通常在缺陷容限的深度方向減少一定的尺寸,深度修正值為無損檢測時的最大誤差,視具體的無損檢測方法而定,若無具體要求,可采用0.25 mm 作為修正值,得到圖12中的修正評定線。同時考慮到API 1104 中規定的缺陷深度不超過結構壁厚的50%,缺陷長度不超過結構長度的12.5%,取較小值得到圖12中所示的最終評定線。從圖中可以看出,給定的缺陷尺寸對應的評定點M 位于曲線所圍成的區域內,因此該缺陷可以接受。
圖12 攪拌摩擦焊結構表面缺陷容限(pa=0.5 MPa)Fig.12 Surface defect tolerances of FSW structure (pa=0.5 MPa)
3 結論
(1)對2219 鋁合金攪拌摩擦焊接頭各區域的臨界裂紋尺寸進行分析,研究表明,相同應力水平下,縱向前進邊熱影響區的臨界裂紋尺寸最小,是2219 鋁合金攪拌摩擦焊接頭斷裂控制的關鍵區域。
(2)依據BS 7910 給出的臨界穿透裂紋尺寸與表面缺陷尺寸的關系曲線,以2219 鋁合金貯箱筒段攪拌摩擦焊縱縫為例,確定了不同載荷水平下的表面缺陷容限;給出了內壓為0.5 MPa 條件下貯箱筒段的表面缺陷容限,評定結果表明長度為30 mm,深度為2 mm 的表面缺陷可以接受。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
模具制造(2019年3期)2019-06-06 02:10:54
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
建筑材料學報(2014年3期)2014-03-11 17:08:02
