含矩形缺陷結構纖維全纏繞氣瓶的爆破壓力預測
2019-05-16 12:21:16王子文趙建平
宇航材料工藝 2019年2期
王子文 趙建平 章 昕
(南京工業(yè)大學機械與動力工程學院,南京 211816)
文 摘 采用數值模擬與理論分析相結合的方式對含矩形缺陷纖維全纏繞氣瓶的力學行為進行分析。基于Hashin 準則進行損傷模式表征以及損傷起始判定,并使用參數退化的損傷演化法則,使用FORTRAN 語言編寫了適用于ABAQUS/Explicit 求解器的VUMAT 子程序。選擇纏繞順序為[90°2/18.9°2/90°2/28.9°2/90°2]纖維全纏繞氣瓶為研究對象,分析矩形缺陷深度對于纖維纏繞氣瓶應力水平影響。基于缺陷深度對筒體各層周向及軸向應力的影響,采用修正方法提出含缺陷纖維全纏繞氣瓶爆破壓力預測模型,模型預測結果與有限元模擬結果一致。對含不同缺陷深度的爆破壓力做出預測,分析結果表明,當缺陷深度大于1.26 mm 時,爆破壓力迅速下降,影響氣瓶正常使用。
0 引言
纖維全纏繞氣瓶因其安全、經濟和高效在能源儲運、航空航天、醫(yī)療領域發(fā)揮著重要作用。然而在服役期間,纏繞層的外表面容易因摩擦、碰撞等情況,產生凹坑、裂紋等缺陷。根據一份對某企業(yè)生產的車用氣瓶的查驗報告,不合格產品達總數的67%,其中外表面缺陷是導致氣瓶失效的主要原因之一[1]。
Y.XU[2]對纖維全纏繞氣瓶的常見損傷進行了分類,通過數值模擬給出了復雜損傷模式下的危險部位圖,研究了不同部位以及尺寸的缺陷對結構應力分布的影響。郭崇志等人[3]針對含缺陷氣瓶的有限元模型,得到含缺陷氣瓶在最大充裝壓力下真實的應力分布,并研究了不同缺陷深度對纖維纏繞氣瓶內襯層強度的影響。甘平燕[4]還研究了纏繞層中部出現(xiàn)不同長度和深度缺陷的CNG-2 氣瓶,得到受內壓載荷作用的缺陷氣瓶的相對真實的應力分布。
本文針對含缺陷纖維全纏繞氣瓶爆破壓力預測問題,根據經典網格理論并結合實際情況,建立氣瓶有限元模型,并基于Hashin 失效準則和參數退化方式編寫VUMAT 子程序。以數值模擬為基礎,提出理論計算公式,以期為含缺陷纖維全纏繞氣瓶爆破壓力預測提供一種準確、高效的預測方法。
1 復合材料漸進失效模型
1.1 復合材料失效起始準則
復合材料纖維及基體的損傷起始準則可由應力定義,也可由應變定義,C.H.HUANG 等[5]通過實驗證明,使用基于應變的失效準則預測纖維與基體損傷起始要優(yōu)于基于應力的失效準則,因為相對于應力而言,在材料失效過程中應變更為連續(xù)。因此采用基于應變的Hashin 失效準則[6-7]。
(1)纖維拉伸失效(ε11≥0)
(2)纖維壓縮失效(ε11<0)
(3)基體拉伸失效(ε22+ε33≥0)

(4)基體壓縮失效(ε22+ε33<0)

(5)分層失效(ε33>0)
式中,F(xiàn)T11(FC11),F(xiàn)T22(FC22)為纖維拉伸(壓縮),基體拉伸(壓縮)失效因子。E1、E2、E3為彈性模量,G12、G13、G23為剪切彈性模量。XT(XC)為纖維拉伸(壓縮)極限強度,YT(YC)為基體拉伸(壓縮)極限強度,ZT為拉伸分層極限強度,S12、 S13、 S23為面內剪切強度,εT0,1(εC0,1)為纖維拉伸(壓縮)失效起始時的應變,εT0,2(εC0,2)為基體拉伸(壓縮)失效起始時的應變,εT0,3為拉伸分層失效起始時的應變,ε0,12、ε0,13、ε0,23為基體剪切失效起始應變。
1.2 參數退化準則
對于復合材料結構,單層發(fā)生損傷時,結構依舊具有承載能力,可通過對彈性模量折減的方式實現(xiàn)材料性能的退化[8]。當子層內任意鋪層出現(xiàn)損傷時,依據表1提供參數進行退化。

表1 參數退化表Tab.1 Parameters degradation
2 含矩形缺陷纖維全纏繞氣瓶數值模擬
2.1 含缺陷氣瓶有限元模型
選用纏繞順序為[90°2/18.9°2/90°2/28.9°2/90°2]纖維全纏繞氣瓶為研究對象,內襯層尺寸如圖1所示。筒身段的纏繞方式為環(huán)向纏繞和螺旋纏繞的組合方式,纏繞厚度均為0.42 mm。內襯材料為鋁合金6061Al-T6,纏繞層為T700 型碳纖維增強材料,材料參數如表2、表3所示。
圖1 內襯結構示意圖Fig.1 Structure of the liner
根據GB24162—2009《汽車用壓縮天然氣金屬內膽纖維環(huán)纏繞氣瓶定期檢驗與評定》[9],復合材料層受到劃傷、磨損時,判定當缺陷深度t0≤0.25 mm 時為一級損傷,屬于合格產品;當缺陷深度0.25 mm、t0≤1.25 mm 時為二級損傷,屬于可修復的缺陷深度;當缺陷深度t0>1.25 mm 時,為不合格產品。因此本文重點研究不同缺陷深度對氣瓶承載能力的影響。氣瓶最大應力出現(xiàn)在筒體中部,因此將缺陷設置在中部的纏繞層表面,有限元模型如圖2所示。缺陷的軸向長度為11 mm,周向長度為16 mm,缺陷深度分別為0.42、0.84、1.26、1.68、2.1 mm。
圖2 缺陷氣瓶模型和局部放大圖Fig.2 Model of composite cylinder with defect and local amplification
表2 鋁合金6061Al-T6 力學性能[12]Tab.2 Mechanical properties of 6061Al-T6 aluminum alloy

表3 復合材料T-700/環(huán)氧樹脂力學性能[13]Tab.3 Mechanical properties of T700/epoxy composite
2.2 有限元結果分析
根據X.ZHANG 等人[10]給出的爆破壓力預測公式,得到爆破壓力為125.8 MPa,而有限元計算結果為135 MPa,兩者誤差為7.3%,在工程允許誤差范圍內,因此說明了該模型的正確性,可以用于進一步分析外表面含矩形缺陷氣瓶的承載能力的變化。
內壓在123~133 MPa 時,周向及軸向應力增長幅度相對較大。所以施加的內壓載荷自125 MPa 開始不斷增加,直至爆破失效,分析缺陷深度對氣瓶承載能力的影響。以外表面深度為2.1 mm 的矩形缺陷為例,與同等載荷條件的不含缺陷的氣瓶比較,圖3和圖4為兩種氣瓶的變形及應力分布。
由圖3可知,在125 MPa 內壓作用下,不含缺陷的纏繞層筒體中部的軸向應力最大,且由內側到外側應力逐漸增大。在125 MPa 內壓作用下,外表面含缺陷的纏繞層的軸向應力最大值明顯高于不含缺陷的纏繞層應力,且結構出現(xiàn)應力集中。此外,復合材料層內側的軸向應力分布也受到影響,缺陷對應部分的應力遠大于附近區(qū)域,且軸向應力沿四周均勻增大。由圖3(b)可知,沿缺陷周向方向的應力水平遠低于軸向方向。
由圖4可見,氣瓶內襯層和纏繞層在缺陷處均出現(xiàn)了不同程度的鼓包變形。缺陷處復合材料層應力由內側向外側逐漸增大,且環(huán)向層的軸向應力明顯高于螺旋層。在缺陷表面的復合材料層,雖然出現(xiàn)了結構的部分殘缺,但是依然具有承載能力。
不斷增加內壓直至缺陷氣瓶爆破失效,其軸向及周向應力的最大值隨內壓的變化見圖5。由圖中曲線斜率可知,缺陷氣瓶的軸向應力隨內壓變大而大幅增加。在130 MPa 時快速增大,而周向應力隨內壓的增加先變大后穩(wěn)定,最后在130 MPa 時快速增大,說明缺陷深度為2.1 mm 氣瓶的爆破壓力為130 MPa。為比較缺陷深度對氣瓶影響,選擇軸向和周向應力大幅增長,但5 個缺陷深度(0.42、0.84、1.26、1.68、2.1 mm)氣瓶均未爆破失效的工況,即125 MPa 的內壓載荷進行分析討論。為了直觀反映復合材料筒體上應力的變化,選擇筒體上應力最大的纏繞層表面展開路徑分析。
由圖6可知,氣瓶纏繞層的軸向應力隨著缺陷深度的增加近似于線性快速增長。經研究發(fā)現(xiàn),結構的周向應力最大值出現(xiàn)在氣瓶底部,因此按照路徑分析周向應力的最大值已不再合適,直接討論應力極大值隨缺陷深度的變化,如圖7所示。在一定范圍內缺陷深度的增加會導致最大周向應力的增加,但深度在較大范圍內時應力保持在較高水平,增加趨于平穩(wěn)。由此可知,缺陷深度對氣瓶軸向應力影響相較周向應力更為顯著。
圖3 復合材料層應力分布云圖Fig.3 Axial stress distribution of composite layers

圖4 缺陷部分的受力變形Fig.4 Deformation of the defect
圖5 缺陷深度為2.1 mm 的氣瓶應力隨內壓的變化Fig.5 Stress of the composite cylinder with defect’s depth of 2.1mm
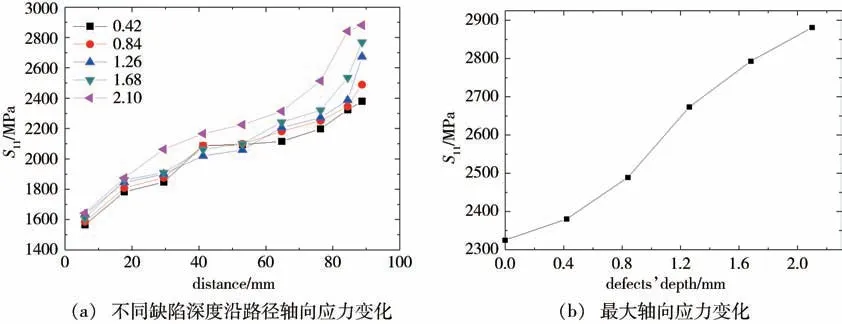
圖6 軸向應力隨缺陷深度的變化Fig.6 Changes of the axial stress with defect depeth
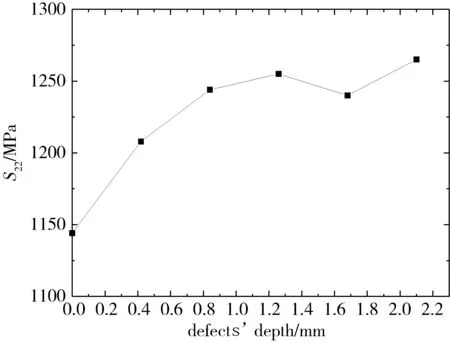
圖7 周向應力隨缺陷深度的變化Fig.7 Changes of the circumferential stress with defect depeth
3 含缺陷纖維全纏繞氣瓶理論失效預測模型
3.1 含缺陷筒體逐層應力分析
由X.ZHANG 等人[10]得到的纏繞層筒體處最大允許工作壓力的計算公式可知,單層復合材料層的承載能力很大程度影響著爆破壓力。以纏繞層外表面含深度為2.1 mm 缺陷為例。在125 MPa 內壓作用下,分別討論完整結構氣瓶和含缺陷結構氣瓶各層的最大軸向和周向應力變化。
由圖8(a)可見,含缺陷的環(huán)向層和螺旋層的軸向應力均明顯大于不含缺陷氣瓶,且同一缺陷氣瓶,缺陷交界處的含缺陷部分的軸向應力明顯降低,缺陷部分的環(huán)向層的軸向應力低于不含缺陷部分,部分軸向應力被分攤到不含缺陷部分的環(huán)向層。由圖8(b)可見,含缺陷纏繞層的環(huán)向和螺旋層的周向應力均低于不含缺陷的纏繞層,缺陷交界處的含缺陷部分的周向應力呈現(xiàn)明顯降低,缺陷部分的環(huán)向層的周向應力低于不含缺陷部分。
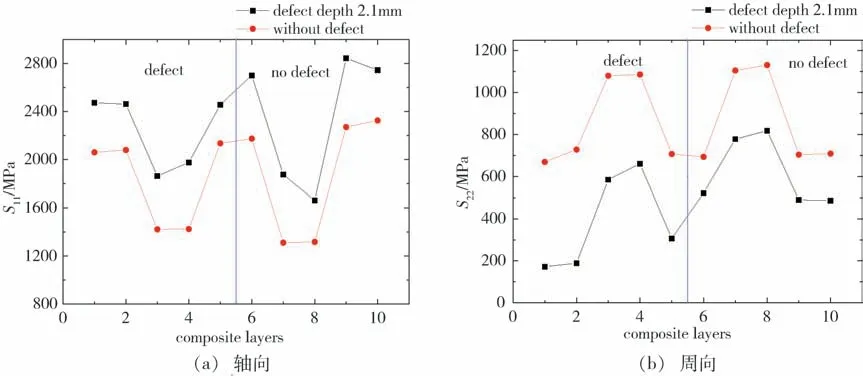
圖8 含缺陷結構復合材料層逐層的應力變化Fig.8 Stress of each layer of composite cylinder with defect
3.2 爆破壓力預測的修正方法
單層的纏繞層的最大允許工作壓力計算式如下:
式中,δ 為纏繞層厚度,Di為內徑,最大工作壓力很大程度取決于復合材料圓筒的最大應力σ?,且σ?與鋪層角度α 緊密相關,即方向角(θ = 90° - α)。一般認為以軸向應力S11為主導因素來判斷是否超過結構橫向拉伸強度XT,因此以缺陷對纏繞層的軸向應力的影響來修正第1、2、5、6、9、10 層的最大工作壓力計算式;以周向應力S22為主導因素來判斷是否超過結構縱向拉伸強度YT,因此以缺陷對纏繞層的周向應力的影響來修正第3、4、7、8 層的最大工作壓力計算式。
已知研究對象的纏繞層的單層厚度為0.42 mm,缺陷深度為2.1 mm。定義同一角度正反交替纏繞的相鄰兩層合并為一層進行分析,由外側向內側的編號為[1、2、3、4、5],因缺陷交界處出現(xiàn)在合并后的第3層,即原來的第5、6 層,應該分開考慮,因此缺陷氣瓶的纏繞層由外側向內側的編號修改為[1、2、3(前1/2)、3(后1/2)、4、5],其中1、3(前1/2)、3(后1/2)和5 為環(huán)向纏繞層,2 和4 為螺旋纏繞層。環(huán)向層的軸向應力S11和螺旋層的周向應力S22的具體數值以及承載能力的變化,如表4所示。
由數值模擬結果可知,纏繞層的應力是由內側向外側逐層增加的,為避免應力逐層增加對于出現(xiàn)缺陷后纏繞層的應力增加現(xiàn)象的干擾,另外考慮到最內側纏繞層一般不會出現(xiàn)局部減薄缺陷,選擇最內側的第5 層環(huán)向層和第4 層螺旋層作為參考,將外側纏繞層的應力與內側作為參考纏繞層的應力相除得到應力比γ,將不含缺陷氣瓶的應力比γ0減去含缺陷氣瓶對應層的應力比γ1,得到相同內壓下,含缺陷氣瓶纏繞層的各層承載能力下降系數φ,具體結果見表4。
缺陷的交界處位于第3 層,根據表4可得,不含缺陷的環(huán)向層軸向應力雖然逐層增加,但是幅度很小基本平均分布,而在含缺陷結構的環(huán)向層中,缺陷部分的軸向應力比γ1在同一水平,不含缺陷部分的環(huán)向層的軸向應力比γ0也在同一水平,但是γ1相較于γ0下降明顯,說明缺陷對環(huán)向層承載能力的削弱作用。含缺陷結構的螺旋層S22應力低于不含缺陷的纏繞層,其缺陷部分的螺旋層的周向應力的應力比γ 下降顯著,說明缺陷對螺旋層承載能力的削弱作用。
表4 纏繞層各層應力和承載能力Tab.4 Stress and bearing capacity of each layer of composite cylinder
纖維全纏繞氣瓶的最大允許工作壓力,可根據不同鋪層角度的單層纏繞層筒體聯(lián)合計算得到:

基于式(6),將各層下降的承載能力下降系數φ代入公式中,可以得到含缺陷結構的單層的復合材料圓筒的最大允許工作壓力:

基于式(7),含缺陷結構的多層纏繞的纖維全纏繞氣瓶的最大允許工作壓力,可根據不同鋪層角度的含缺陷結構的單層纏繞層筒體聯(lián)合計算得到:
表5 含缺陷結構的復合材料圓筒的最大壓力Tab.5 Maximum pressure of composite cylinder with defect
基于式(9)該缺陷氣瓶的各層纏繞層的最大工作壓力的計算結果如表5所示。含缺陷的纖維全纏繞氣瓶的爆破壓力的計算值為119.0 MPa,相比不含缺陷的纖維全纏繞氣瓶,爆破壓力下降5.3%。由模擬結果可知,該缺陷氣瓶的數值模擬得到的爆破壓力為130 MPa,爆破壓力下降3.7%,爆破壓力的降低程度的理論解與有限元解接近,說明含缺陷纖維全纏繞氣瓶最大工作壓力計算式的修正方法的正確性。
3.3 不同深度缺陷的氣瓶爆破壓力的預測
基于3.2 節(jié)對含深度為2.1 mm 缺陷的纖維全纏繞氣瓶爆破壓力的計算方法,對其余缺陷深度分別為0.42、0.84、1.26、1.68 mm 的氣瓶進行強度失效預測。在125 MPa 內壓作用下,對比完整結構的氣瓶和含不同缺陷深度的氣瓶的纏繞層,分別討論兩者的1 至10 層的最大軸向和周向應力變化。
由圖9可知,含缺陷的復合材料環(huán)向層和螺旋層的軸向應力均明顯大于不含缺陷的纏繞層,且隨缺陷深度增加,軸向應力水平也相應提高。同一缺陷氣瓶,缺陷交界處的含缺陷部分的軸向應力明顯降低,缺陷部分的環(huán)向層的軸向應力水平低于不含缺陷部分環(huán)向層的應力水平。由圖10可見,含缺陷結構氣瓶的環(huán)向層和螺旋層的周向應力均低于不含缺陷氣瓶,缺陷交界處的含缺陷部分的周向應力明顯降低,缺陷部分螺旋層的周向應力水平低于不含缺陷部分螺旋層的應力水平。
圖9 不同缺陷氣瓶逐層軸向應力的變化Fig.9 Axial stress of each layer of composite cylinders with different defects
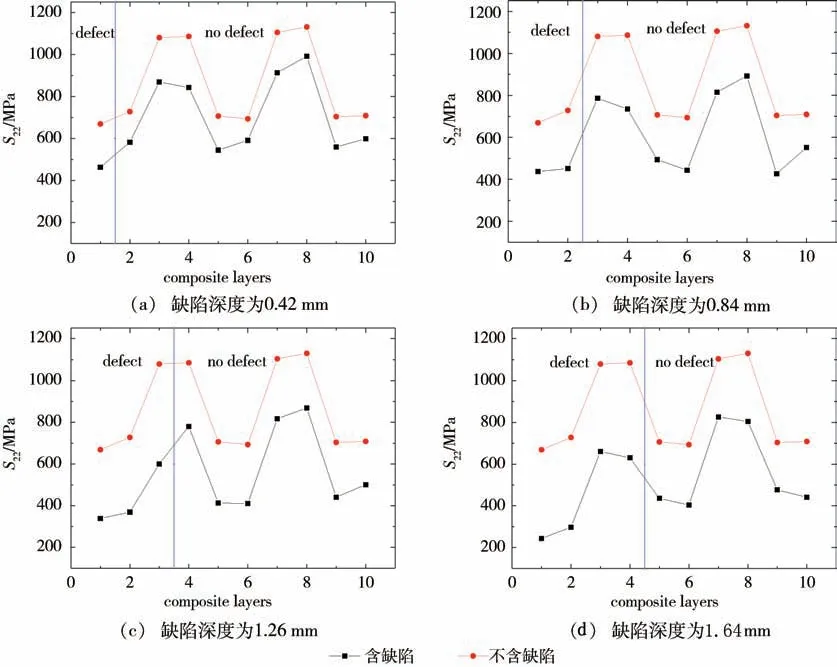
圖10 不同缺陷氣瓶逐層周向應力的變化Fig.10 Circumferential stress of each layer of composite cylinders with different defects
采用3.2 節(jié)相同方法得到下承載能力下降系數φ,將φ 代入式(8)和式(9)中,得到不同缺陷氣瓶的爆破壓力,見表6。
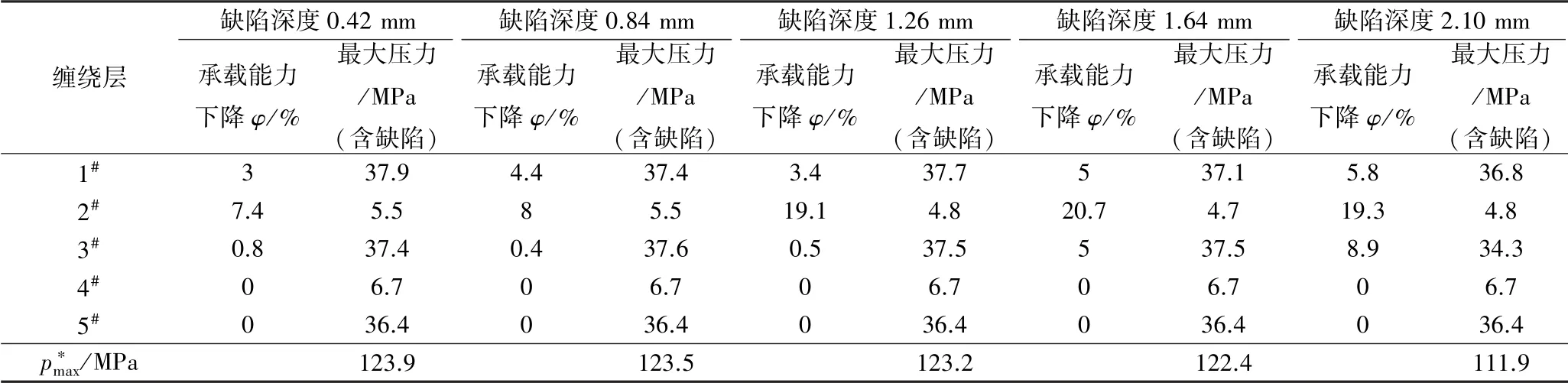
表6 含不同缺陷深度的復合材料圓筒的最大壓力Tab.6 Maximum pressure of composite cylinders with different defects
由表6可知,隨缺陷深度的增加,纏繞層的承載能力逐層下降,當缺陷深度為(0.42~0.84 mm)時,缺陷主要影響的是第1 層環(huán)向層的承載能力;當缺陷深度為(1.26~1.64 mm)時,缺陷主要影響的是第1 層環(huán)向層和第2 層螺旋層的承載能力;當缺陷深度為2.1 mm 時,第3 層環(huán)向層的承載能力開始受到影響,易發(fā)現(xiàn),環(huán)向層出現(xiàn)缺陷對于氣瓶承載能力的影響大于螺旋層出現(xiàn)缺陷對于氣瓶承載能力的影響。
由圖11可知,隨缺陷深度增加,纖維全纏繞氣瓶的爆破壓力不斷降低,當缺陷深度小于1.26 mm 時,爆破壓力下降的速度相對較小,趨勢較為平緩;當缺陷深度大于1.26 mm 時,爆破壓力下降的速度迅速增大,影響正常使用。以上結論符合GB24162—2009[9]的要求。
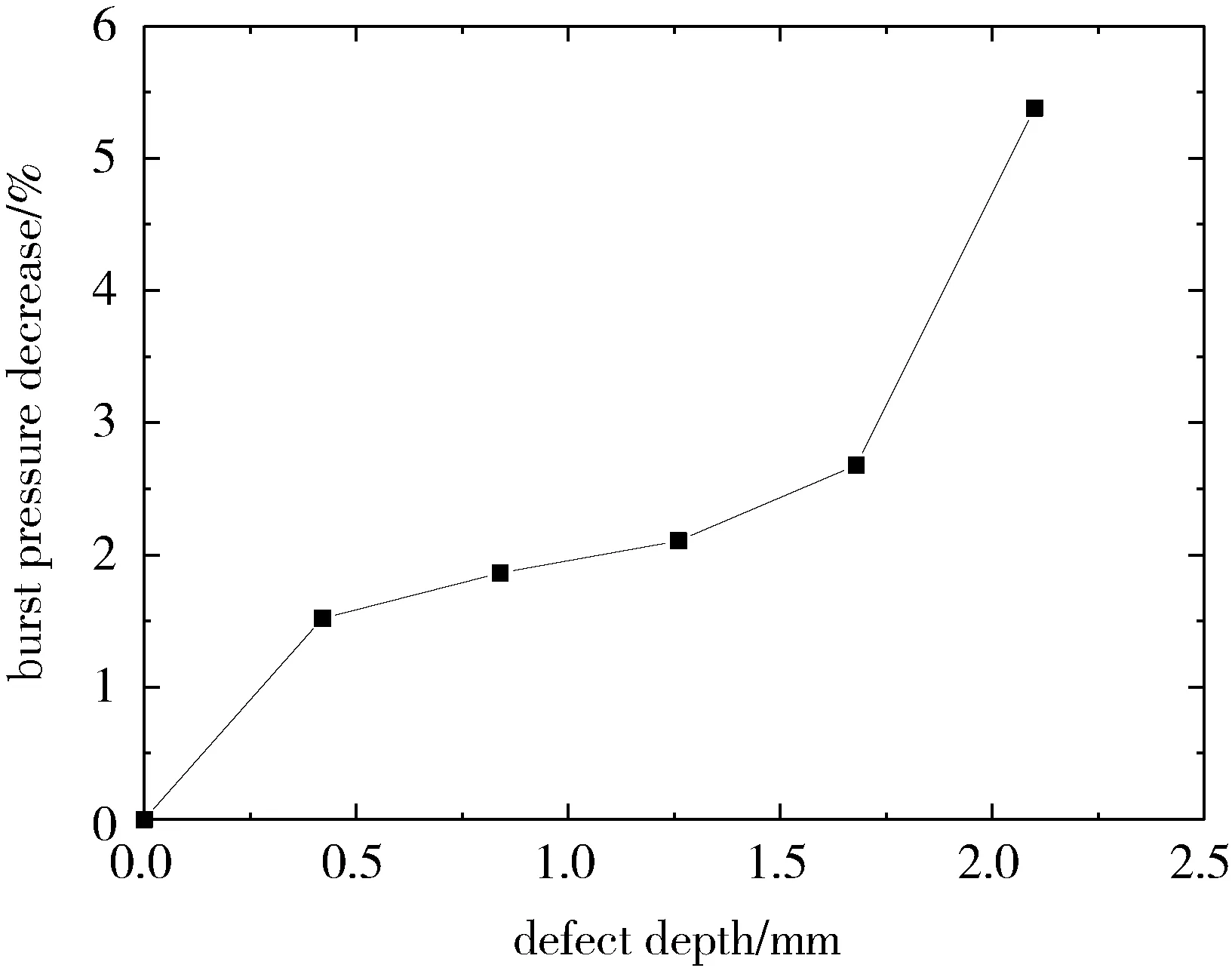
圖11 含不同缺陷深度的纖維全纏繞氣瓶的爆破壓力下降程度Fig.11 Burst pressure decrease of composite cylinders with different defects
4 結論
(1)在內壓作用下,外表面含缺陷的纏繞層應力明顯高于不含缺陷的纏繞層應力,缺陷處出現(xiàn)應力集中。內襯層和纏繞層在缺陷處均出現(xiàn)不同程度的鼓包變形。
(2)含深度為2.1 mm 的缺陷氣瓶,軸向應力隨內壓變大而大幅增加,而周向應力隨內壓增加先變大后穩(wěn)定,爆破壓力為130 MPa。
(3)以缺陷深度為2.1 mm 的氣瓶為例,基于缺陷對于各層纏繞層軸向及周向應力的影響,以下降系數Φ 表征缺陷對各層纏繞層承載能力的削弱作用,計算出該缺陷氣瓶的爆破壓力,并與有限元結果相互驗證,說明了含缺陷纖維全纏繞氣瓶爆破壓力計算公式修正方法的正確性。
(4)對含不同缺陷深度(0.42、0.84、1.26、1.64 mm)氣瓶的失效強度進行預測,研究發(fā)現(xiàn):隨著缺陷深度增加,纖維全纏繞氣瓶的爆破壓力不斷減小,當缺陷深度大于1.26 mm 時,爆破壓力下降的速度迅速增大。該結論符合GB24162—2009《汽車用壓縮天然氣金屬內膽纖維環(huán)纏繞氣瓶定期檢驗與評定》的要求。
猜你喜歡
建材發(fā)展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
新聞傳播(2015年10期)2015-07-18 11:05:40
