山區陡坡地段開挖及管線安裝技術實踐
2019-05-09 04:22:56袁素梅王瀏劉范興寬顧二化
水利水電工程設計 2019年3期
袁素梅 王瀏劉 范興寬 顧二化
大興水利樞紐一級泵站出水主管位于一級泵站主泵房和一級泵站出水池之間的山坡上,原地形坡度高達六十多度,超過挖掘機額定30°爬坡,鑒于坡度較陡,陡坡上無法修筑施工便道,開挖、吊裝設備無法自由上下移動。因此,必須根據山體特點及地形地貌,制定相適應的施工溝槽開挖、管道安裝方案。
根據現場開挖環境,通過與PMC項目管理部、設計進行技術論證,并通過監理審核,最終采用“溝槽+臺階法”施工技術進行溝槽開挖,管道軌道運輸安裝方法。
1 “溝槽+臺階法”溝槽開挖
施工中挖掘機在坡度開挖溝槽,形成簡易操作平臺,然后在平臺上將挖出來的土石倒向下一臺階修筑第2級平臺,挖機移至第2個平臺上,開挖前一平臺處的溝槽,如此循環直至溝槽開挖成型。
在坡頂根據設計斷面開挖溝槽,溝槽長度以滿足設備行走及停放為宜,修筑形成第1級操作平臺,將挖出的土石方向坡下順坡堆積、壓實形成第2級平臺,平臺長寬尺寸不小于6 m×10 m,上下2級平臺斜坡角度不大于15°,經過加固夯實保證設備安全穩定行走及操作,挖掘機移動至第2級平臺后,將第1級平臺范圍內的溝槽開挖成型,石方采用換用破碎錘破碎,破碎后的土石方換用挖斗開挖,挖出的土石方向后倒運修筑下一級平臺。挖掘機移動至下一級平臺,將前一級平臺范圍內的溝槽開挖成型,如此循環,逐級修筑操作平臺,開挖溝槽直至溝槽開挖成型。
修筑施工平臺、逐級開挖溝槽施工技術要點:
(1)開挖前,在坡腳處開挖臨時存料坑并在廠區距主副廠房約10 m處,開挖寬2 m,深2 m的防護溝,開挖料堆放于靠近廠房側,修筑防護堤,確保施工過程中一級泵站廠區安全。
(2)挖溝過程中,將溝邊兩側邊坡及坡頂虛土、孤石清除,保證溝槽邊坡及坡頂兩邊1 m范圍內無雜物,防止震動土石塊墜落砸傷下方施工人員或設備,并用人工配合挖掘機將溝內壁修筑光滑。無凸起,溝底修筑平整。
(3)施工過程中,必須確保邊坡的穩定。
(4)根據不同的地質邊界條件及工況,計算堆積料及山坡的臨界坡度,每天對堆積土坡度進行測量,在達到臨界坡度前及時對堆積土進行清理。確保堆積土坡及山坡的穩定。
(5)在平臺上逐級開挖溝槽時,修筑的下級平臺比上級平臺橫向延伸不超過1.5 m,虛土上設備最多占用1/3車長(寬),保證設備不滑車;相鄰兩臺階之間縱向高差應小于2 m,保證設備移動到下一臺階的行走安全,避免發生機械翻倒事故的發生。
(6)挖掘機在作業間隔期間或每天下班前,必須停靠在安全位置,確保機械安全。
2 管道軌道運輸及安裝
出水系統1#支墩以上主管陡坡段,用8 t平板運輸汽車進行管道道路運輸,陡坡段采用軌道運輸,從下向上逐節安裝。
2.1 施工方法
陡坡段1#支墩以上主管段的鋼管安裝,安裝布置如圖1所示。該安裝段從1#支墩下游處開始,依次進行2#、3#…7#支墩段鋼管安裝。
安裝方法:
(1)交通道路運輸,通過一級泵站鋼管堆放場通往一級出水池的汽車運輸道路,用8 t平板運輸汽車進行管道道路運輸至高程591 m吊裝場地。
(2)在高程591 m吊裝場地處布置5 t卷揚機1臺,用于陡坡段鋼管自坡頂向下方運輸的牽引設備。
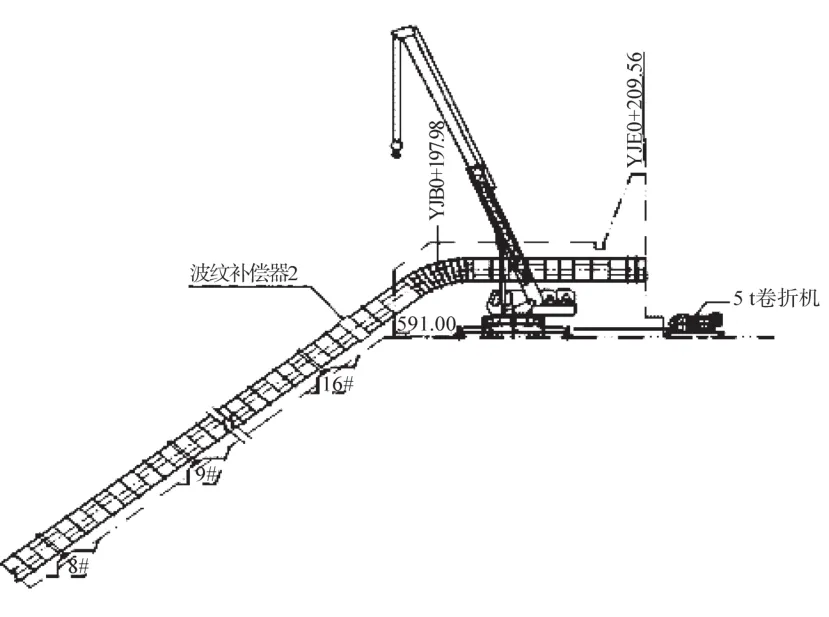
圖1 陡坡段主管安裝布置示意圖
(3)斜坡段的鋼管運輸通道,采用[10槽鋼進行鋪設,間隔1 m設置寬50 cm的現澆混凝土基礎并預埋直徑16 mm的插筋,軌道和軌道基礎插筋進行焊接固定,軌道及接頭間連接采用焊接形式,跨各個支墩時可與支墩上的臨時插筋進行固定連接。
(4)軌道上設置運輸臺車,用于斜段各鋼管管節的向下運輸,臺車承載鋼管狀態如圖2所示。
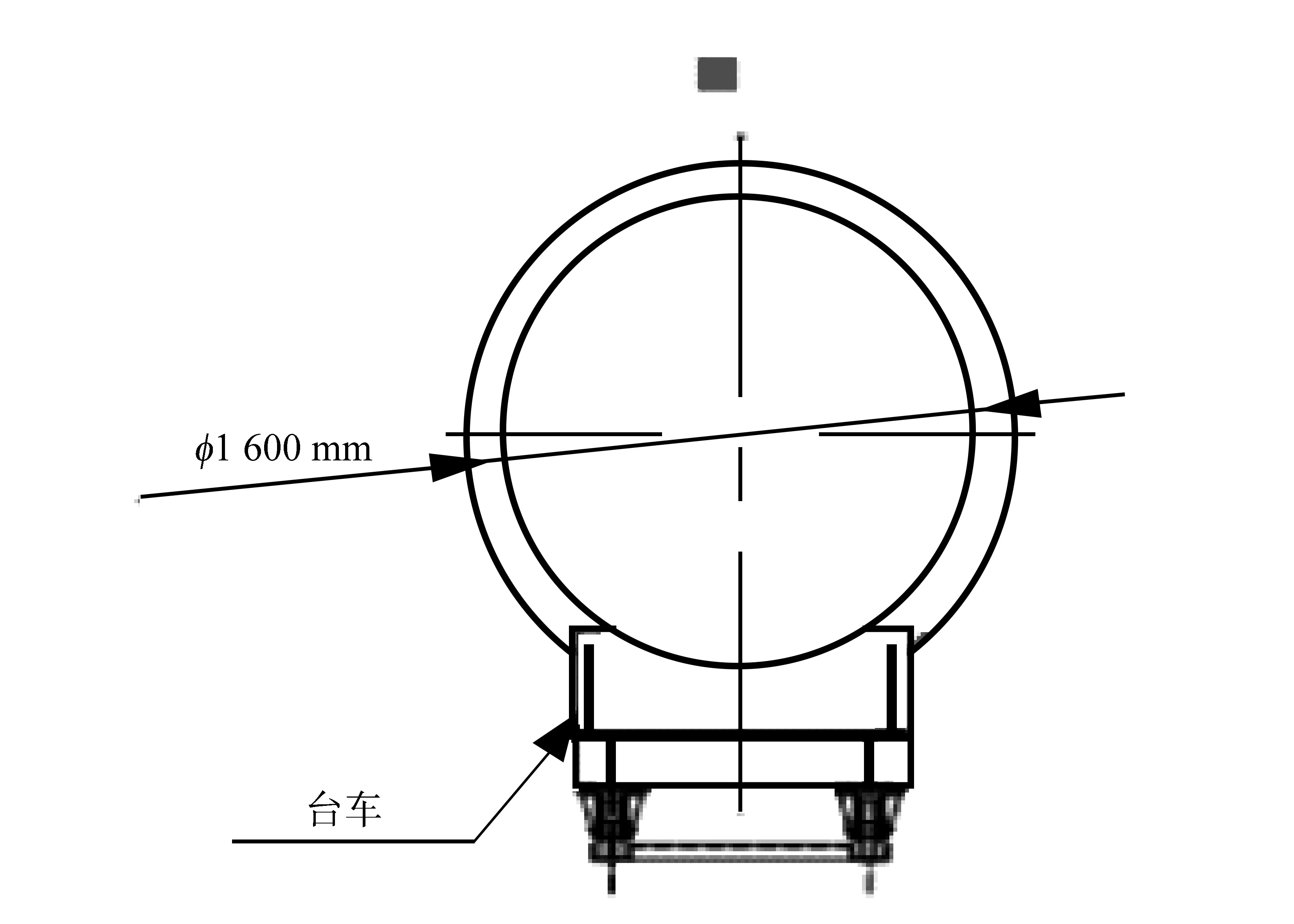
圖2 臺車承載鋼管狀態示意圖
(5)安裝順序。自與1#鎮墩處鋼管連接開始,依次安裝到6#支墩;各管節分別在各對應支墩的一期混凝土面上樹立型鋼支撐,以保持鋼管穩定和防止已裝管線的徑向變形,然后再安裝支腿滑塊及埋件。
(6)1#~6#支墩上的滑塊及其埋件安裝完成后,立即澆筑支墩上的二期混凝土,待二期混凝土凝固7 d后再進行波紋補償器1的安裝。
(7)波紋補償器1和鎮墩至7#支墩間的鋼管安裝作為一個安裝段。波紋補償器1安裝時采用汽車吊直接吊裝,安裝前按照軸向補償量的設計值46 mm事先進行壓縮,以滿足管線通水后軸向收縮的補償要求,或者按廠家要求進行預調整。
(8)補償器安裝完成后,進行鎮墩及7#支墩間鋼管安裝。具體方法是在吊裝完成后,進行鋼支撐加固及管節間焊縫焊接,檢驗合格后澆筑鎮墩混凝土。
(9)待鎮墩混凝土強度滿足施工要求后,進行7#~16#支墩的鋼管安裝,鋼管支撐加固、滑塊及埋件安裝方法與1#~6#段鋼管管節的安裝方法相同;待16#支墩處管節安裝、焊接、加固、驗收及各支墩上部的二期混凝土澆筑完成約1周后,再開始進行波紋補償器2以及剩余主管的鋼管安裝。
(10)波紋補償器2的安裝與波紋補償器1的方法大致相同,軸向壓縮尺寸108 mm,后者大于前者。
(11)鋼管全部安裝完成后,進行管外部清理、補漆和設備、材料等的拆除。
2.2 壓力鋼管運輸與吊裝
擬采用8 t平板運輸汽車進行管道道路運輸,運輸過程中管口與車身平行,運至安裝部位后采用25 t汽車吊或塔吊卸車。
出水系統岔管及岔管至支墩1段主管用汽車吊和平板汽車進行場內轉運至安裝部位,直接用25 t汽車吊吊裝。
出水系統1#~16#支墩間管節先用汽車吊和平板汽車進行場內轉運至高程591 m平臺起吊場地,使用軌道運輸臺車進行管道安裝范圍內的向下運輸,利用臨時安裝的門架,用手拉葫蘆進行吊裝。
運輸、吊裝應注意的事項:
(1) 根據鋼管不同位置的運輸、吊裝條件及鋼管重量、尺寸等實際情況制定詳細的運輸、吊裝方案。
(2) 鋼管運輸、吊裝前,作好技術交底,使每個施工人員都心中有數。
(3) 設備運輸前,根據鋼管的最大質量、外形尺寸,對所通過的道路事先考察,對不適應的道路作好臨時維護、加固處理。
(4) 鋼管裝卸車時,用枕木或木板墊平、墊牢。同時,鋼管的重心裝在運輸平板車的中心,并捆綁牢固,在鋼管的最大尺寸處加警示標志。
(5)運輸平板車限速行駛,有引路車開道,遇到轉彎處時減速繞大彎行駛。
(6)吊裝的所有工器具、設備都有足夠的安全系數,施工時起重工具要隨時檢查,發現不安全因素應及時處理。
(7)鋼管吊裝時,必須系好晃繩,以防四處碰壁。
(8)所有參加起吊、運輸的工作人員,應嚴守操作規程,指揮信號要明確。
2.3 壓力鋼管安裝工藝
鋼管和相關的部件安裝及交接驗收根據合同文件中有關規定、設計圖紙和要求、相關規范等執行。
2.3.1 支腿滑塊安裝
滑塊布置在混凝土支墩上,首先利用一期預埋螺栓將滑塊和滑塊墊板安裝調整合格。把滑塊鋪設到墊板上并電焊與墊板連接牢固,檢查合格后回填二期混凝土。滑塊布置參如圖3所示。
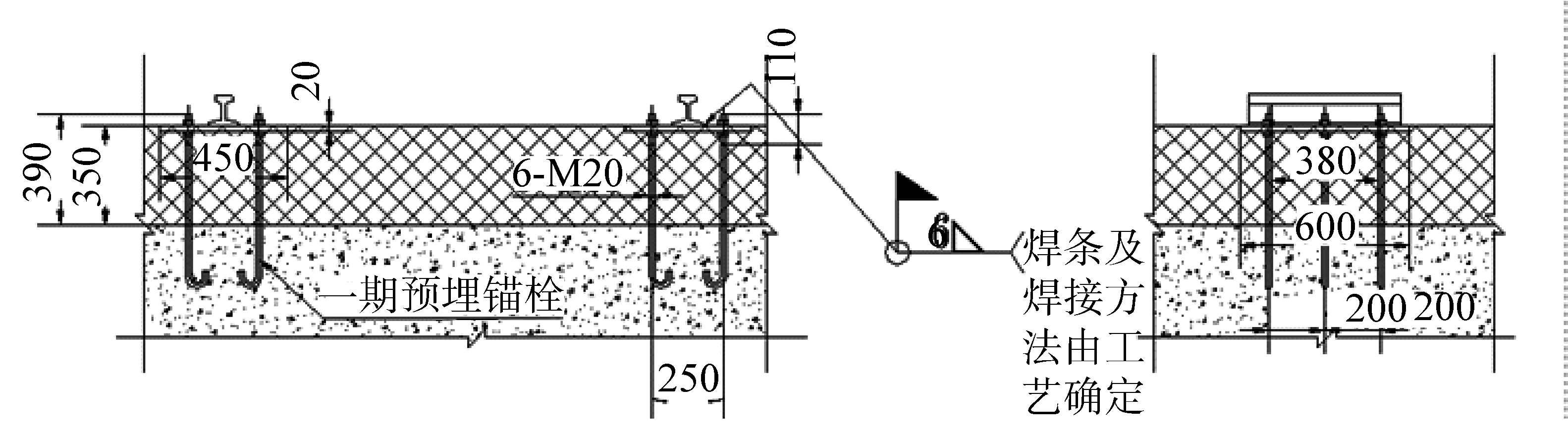
圖3 壓力鋼管滑塊布置和加固示意圖(單位:mm)
2.3.2 樣點放置
首先根據基準網點,放設鋼管控制網點。根據設計圖紙計算每節鋼管位置坐標,然后將每節鋼管的兩腰點和頂(底)點作為控制點放設,控制點采用測量用的水泥鋼釘標記。并在合適的位置放設高程控制點。
2.3.3 支架的調整安裝
利用10#工字鋼、63角鋼搭設龍門架,龍門架的上表面高程應比安裝到位高程低30 mm左右。鋼管調整到位后利用63角鋼進行局部加固,保證管節的穩定性。上一個管節安裝到位后在管口焊接3塊托板,下一節吊裝時直接將鋼管的一段放置在托板上。
2.3.4 定位節的安裝
鋼管定位節的安裝質量的控制好壞,直接影響到其余管節安裝的質量。鋼管安裝的要點是控制中心、高程和環縫間隙。安裝時,先進行中心的調整,用千斤頂調整鋼管,使鋼管口的下中心對準控制樣點,然后采用4個千斤頂,均衡地將鋼管調整到要求的高程。合格后用榔頭在鋼管與支墩間隙之間打入鍥型鐵,撤出千斤頂,重新檢測和調整中心、高程、里程,這樣反復數次,直到滿足安裝設計要求后進行加固。加固完后再次進行中心、高程、里程的復測,并作好記錄。
2.3.5 其余管節、湊合節及伸縮節安裝
定位節安裝加固合格后,進行第2管節的安裝,采用千斤頂調整管節,使管節的上、下游管口中心、里程、高程符合安裝設計要求,彎管段還應檢查彎度。所有檢查項目符合要求后,進行壓縫。壓縫采用壓碼等簡易工裝進行。壓縫時注意鋼板錯牙和環縫間隙。壓縫完成后,進行各項指標的檢測,合格后進行加固、環縫焊接。
最后進行湊合節安裝,湊合節以瓦片形式進行現場切割和焊接。首先將瓦片吊裝進入現場,利用臨時壓碼將瓦片固定,然后以安裝好的鋼管為基準進行劃線,將瓦片按照劃線,采用切割機進行切割。然后進行壓縫和焊接。
溫度補償型伸縮節的安裝,溫度補償型伸縮節,主要是用于吸收因熱脹冷縮振動或其它外力作用引起管道和設備的小量位移,安裝時,彈簧調節器的鎖緊螺母要在鎖緊狀態,等到伸縮節處于正常工作狀態,應松開彈簧調節器鎖緊螺母。為方便日后的檢修,伸縮節的伸縮量應當為額定伸縮量的一半。
伸縮節安裝完畢后應在初始位置做好標記,觀察之后幾天伸縮節伸縮變化范圍是否在設計范圍之內,如發現異常需及時與設計溝通增設伸縮節。
2.3.6 壓力鋼管焊接
2.3.6.1 焊接材料
環縫焊接采用手工電弧焊,焊條使用J507R焊條焊接。施焊前,按說明書要求進行烘焙,烘焙溫度為350℃,烘焙1 h,當溫度降至150℃時再轉入100~120℃保溫箱內保存。焊工每次攜帶的焊條為50~80根,并存放于供電的保溫筒內,隨用隨取。使用后剩余的焊條應存入干燥箱內再次烘焙后才準使用,重復烘焙次數不宜超過兩次。
2.3.6.2 焊接方法
環縫焊接時應搭設腳手架和焊接平臺,采用分段、多層多道焊,每層焊縫焊接前必須將上一層的焊渣、藥皮等徹底清除干凈,多層焊的焊接接頭應錯開。焊接時按2個焊接工位同時進行對稱焊接,按多層多道、分段對稱的原則進行焊接。
焊接完畢,清除環縫兩邊的飛濺、焊瘤。過流表面的焊縫要求打磨干凈。
嚴禁在焊接區域外引弧,引弧點和收弧點均應熔化在焊縫內,不應有未填滿的弧坑。焊縫(包括定位焊)焊接時,要在坡口內引弧、熄弧、嚴禁在母材上引弧,熄弧時要將弧坑填滿。
環縫的焊接按安裝順序逐條進行焊接,不得強行對口,不得跳越焊接,不得強行組裝。不得在混凝土澆筑后再焊接環縫。
焊接完畢,焊工必須進行自檢并作好記錄。
2.3.6.3 焊縫檢驗
(1)無損檢測:無損檢測人員必須持有有效的資格證書,評定焊縫質量應由Ⅱ級或Ⅱ級以上的持證檢測人員擔任。按招標文件要求,安裝環縫超聲波探傷比例為100%,對超聲波探傷有疑問的焊縫采用射線復查。
(2)外觀檢查:所有焊縫均進行100%的外觀檢查,并應符合規范要求。
(3)焊縫缺陷處理:探傷過程中發現缺陷時,應詳細記錄缺陷的大小、位置,并判斷缺陷的性質。缺陷返修時,應將缺陷謹慎地刨出。嚴禁將缺陷一下全部刨掉,必要時可采用UT等輔助手段來進行。缺陷刨出后,記錄下缺陷的性質、大小及位置。其后將缺陷全部刨除。按焊縫焊接時所用的焊條及工藝方法進行焊縫的返修。
焊縫內部缺陷應用碳弧氣刨或砂輪將缺陷清除并用磨光機修磨成便于焊接的凹槽,焊補前要認真檢查,由有經驗的焊工進行焊縫的缺陷處理。
焊縫內部或表面發現有裂紋時,應進行分析,找出原因,制訂措施后,方可焊補。需焊補的焊縫,采用和主焊縫相同的焊接工藝和預熱溫度。
焊縫缺陷返修后按原探傷條件進行復探,復探時應向返修兩端各延長至少50 mm作擴大探傷。同一部位焊縫缺陷的返修次數不應超過2次,超過2次后,應制訂可靠的技術措施,并經監理和施工技術負責人批準,方可焊補,并作出記錄。
管壁表面凹坑深度大于板厚10%或超過2 mm時,焊補前應用碳弧氣刨或砂輪將凹坑刨成和修磨成便于焊接的凹槽,再行焊補。焊補后,用磨光機將焊補處磨平,并認真檢查,有無裂紋,必要時用UT探傷檢查。
2.4 防腐涂裝
防腐處理施工設備、檢測儀器,施工前須對各種機械設備以及檢測儀器進行調試,以保證施工的有序進行。所使用的檢測儀器須在計量器具周檢有效期內。
質檢人員持有水利部頒發的《防腐蝕質檢員證書》。進行手工除銹、涂料涂裝等工序的操作人員均應取得水利部頒發的《防腐蝕操作工合格證書》。
現場安裝焊縫兩側150 mm范圍內未涂裝的鋼材表面,待現場安裝并完成焊縫焊接后進行二次手工除銹,經檢驗合格后方能進行防腐涂層施工。
鋼管安裝過程中表面涂裝損壞的部位均需進行二次涂裝。
進行鋼管涂裝前,應對鋼管表面進行預處理(在預處理前鋼管表面的焊渣、毛刺、油脂等污物應清除干凈)。表面預處理質量應符合施工圖紙的規定。當鋼板表面溫度低于露點以上3℃或高于60℃、環境溫度低于10℃、相對濕度高于85%時,不得進行表面預處理和油漆涂裝。
安裝環縫焊接完成24 h后,進行焊縫的無損檢測,合格后對安裝環縫及兩側進行二次除銹,再用人工涂刷的方法防腐補漆。
3 結語
“溝槽+臺階法”溝槽開挖施工技術方法和陡坡段軌道管道運輸施工技術方法的在大興水利樞紐一級泵站出水主管安裝施工中成功應用,保證了大興水利樞紐一級泵站出水主管壓力鋼管施工的順利完工,可為今后同類山區管道施工提供借鑒。
猜你喜歡
輪胎工業(2021年10期)2021-12-24 17:23:35
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
輪胎工業(2020年9期)2020-03-01 18:58:44
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03