大口徑直管焊接自動(dòng)化設(shè)備研制
2019-05-09 08:01:26
船海工程 2019年2期
(上海外高橋造船有限公司,上海 200137)
隨著焊接自動(dòng)化水平的提高,先進(jìn)管系加工車間已有在焊接中采用自動(dòng)焊工藝,如采用軌道式焊接小車、焊接搖擺機(jī)和焊接機(jī)器人等。焊接機(jī)器人在國內(nèi)管子焊接的應(yīng)用并不多,且對原材料的質(zhì)量精度要求比較嚴(yán),后期維護(hù)中費(fèi)用較高,對與國產(chǎn)大部分管子、特別是大口徑有縫鋼管并不適用。
為此,考慮將托架與搖擺機(jī)進(jìn)行結(jié)合,降低施工難度,提高效率、提高焊接質(zhì)量。同時(shí),從數(shù)據(jù)源頭抓起,在圖紙分解階段,把圖紙細(xì)化成純直管、純彎管、鑲管等,為管系制作提供有力的數(shù)據(jù)支撐;采購搖擺機(jī)、滾輪架以及控制速度裝置等相關(guān)設(shè)備并利用船廠現(xiàn)有資源和技術(shù)對焊接工藝進(jìn)行改進(jìn)。針對焊接搖擺機(jī)的單獨(dú)使用已經(jīng)非常成熟,這次計(jì)劃建立一條以焊接搖擺機(jī)為主的能夠形成規(guī)模化規(guī)范化的焊接流水線,運(yùn)用搖擺機(jī)與焊接滾輪架的交錯(cuò)、創(chuàng)新組合,以達(dá)到管子兩側(cè)同時(shí)施焊,焊縫成型質(zhì)量良好的效果。
1 現(xiàn)場調(diào)研
1.1 焊接搖擺機(jī)
計(jì)劃采購國產(chǎn)的焊接搖擺機(jī)和滾輪架。國內(nèi)相關(guān)設(shè)備產(chǎn)品的技術(shù)已經(jīng)非常成熟,且相比之前國外進(jìn)口的焊接設(shè)備成本低很多,后期維護(hù)也方便。
1.2 焊接滾輪架
目前市面上管子法蘭焊接的自動(dòng)化設(shè)備越來越多,與焊接設(shè)備配套的管子滾動(dòng)裝置必不可少。有關(guān)管子滾動(dòng)裝置各種各樣,但歸并類型大致是滾輪架式和夾取卡盤式。
1)普通滾輪架。由2組或多組滾輪并聯(lián)起來以達(dá)到承載且滾動(dòng)管狀類物體動(dòng)作的目的,見圖1。

圖1 滾輪架
普通的焊接滾輪架使用時(shí),管子在滾動(dòng)時(shí)就會(huì)向軸側(cè)漸漸移出,或是當(dāng)管子稍有一點(diǎn)不圓,滾動(dòng)時(shí)也會(huì)往軸向一邊漸漸滾移出來,特別是應(yīng)用在大口徑管子時(shí),國產(chǎn)管子管徑406 mm以上的大多都為有縫鋼管,當(dāng)滾輪在接觸鋼管焊縫時(shí)就會(huì)出現(xiàn)跳振現(xiàn)象。因此在作為配套自動(dòng)化焊機(jī)精準(zhǔn)焊接工作時(shí),這類滾輪架不適宜使用。
2)卡盤式滾輪設(shè)備。是由一個(gè)圓盤上安裝3組或3組以上夾爪的卡盤,通過夾爪夾住管子一端滾動(dòng)的設(shè)備裝置,見圖2。
圖2 卡盤時(shí)滾輪
該類型夾爪卡盤有一個(gè)缺點(diǎn),其通過夾住管子法蘭一端帶動(dòng)整個(gè)管子滾動(dòng),但是只要法蘭與管子裝配稍有一絲垂直度的偏差,則管子的另一端將會(huì)呈喇叭形擺動(dòng),根本無法使用自動(dòng)化焊接設(shè)備焊接;而如果只在卡盤一端焊接時(shí),也只能焊接外圓焊縫,內(nèi)圈焊縫則被卡盤擋住無法焊接。
因此,當(dāng)用于配套自動(dòng)化焊機(jī)精準(zhǔn)焊接工作時(shí),這類卡盤裝置也不適合使用。
需要一種滾輪架,可以在解決裝配法蘭的直管子在應(yīng)用自動(dòng)化設(shè)備焊接時(shí),其滾動(dòng)狀態(tài)能夠保持穩(wěn)定、不偏移、不振動(dòng),同時(shí)能夠不受管子自身缺陷(不圓、饒度差)、裝配精度偏差等影響,使支撐管子的滾動(dòng)裝置能夠在焊接自動(dòng)化設(shè)備中達(dá)到最佳配合應(yīng)用狀態(tài)。
2 方案確定
2.1 初步方案
1)搖擺機(jī)。考慮到國內(nèi)的焊接搖擺機(jī)的技術(shù)[1]已經(jīng)日漸成熟,因此,采用國產(chǎn)化的焊接搖擺機(jī)和焊接滾輪架。
使用三角鐵制作焊接搖擺機(jī)和焊接滾輪架的軌道,合理制定幾組搖擺機(jī)和焊接滾輪架間距,便于后期管段在焊接時(shí)兩端可以同時(shí)焊接。
2)滾輪架。經(jīng)觀察,對滾輪架的一側(cè)滾輪做改進(jìn)設(shè)計(jì),將滾輪由圓柱形改為V形,在焊接管子時(shí)將管子一側(cè)法蘭卡在V形槽中(見圖3)。如此,管子轉(zhuǎn)動(dòng)不會(huì)產(chǎn)生滑移。
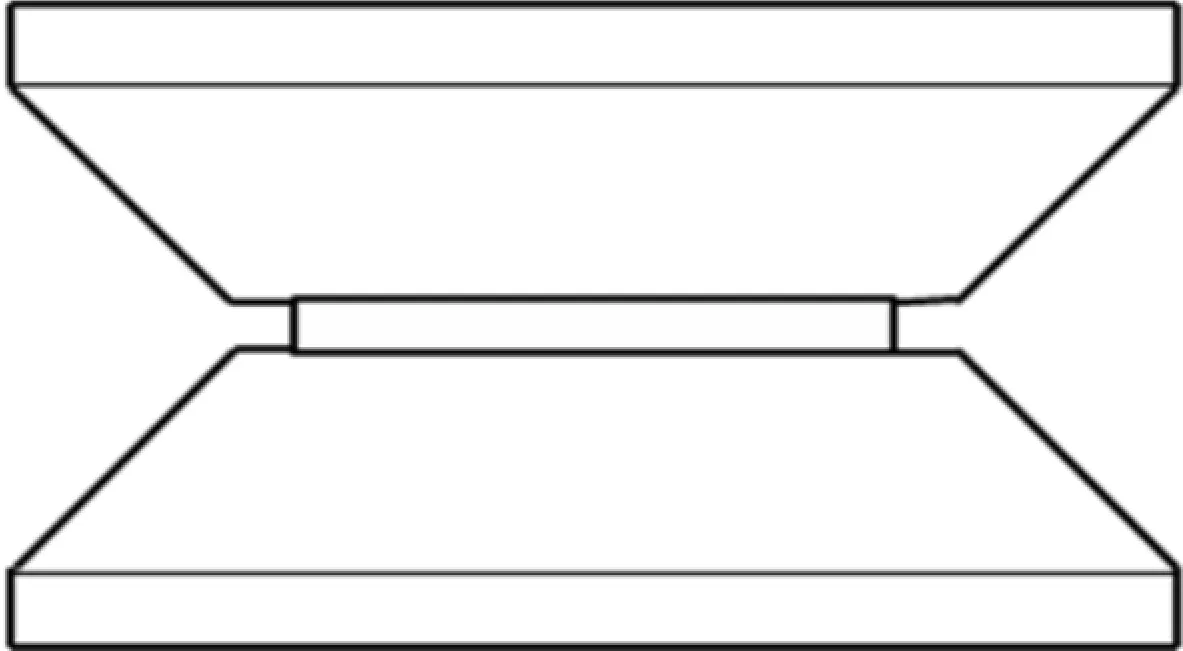
圖3 V形槽滾輪
2.2 關(guān)鍵技術(shù)及解決途徑
2.2.1 新型滾輪架
通過V形滾輪一定深度的V形結(jié)構(gòu)面,接觸法蘭立面,利用V形槽將法蘭控制在滾輪結(jié)構(gòu)內(nèi),并且不影響相互滾動(dòng)作用;V形槽的設(shè)計(jì)深度考慮到最大法蘭厚度范圍,因此適合各種規(guī)格法蘭使用。當(dāng)管子法蘭卡在由2個(gè)V形滾輪組成的滾輪架上時(shí),V形滾輪只接觸作用于法蘭側(cè)邊,運(yùn)轉(zhuǎn)時(shí)帶動(dòng)法蘭滾動(dòng),管子的整個(gè)滾動(dòng)運(yùn)轉(zhuǎn)過程將不受管子不圓、有縫、或管子與法蘭裝配的精度偏差所影響,且V形槽將法蘭卡在槽內(nèi),管子滾動(dòng)時(shí)不會(huì)延管子軸向移動(dòng)偏出,見圖4。
滾輪架A2個(gè)V形滾輪上分別安裝馬達(dá),可以根據(jù)工作需要調(diào)節(jié)滾輪轉(zhuǎn)速; 2個(gè)V形滾輪之間可調(diào)節(jié)距離(根據(jù)擺放物件的大小)。
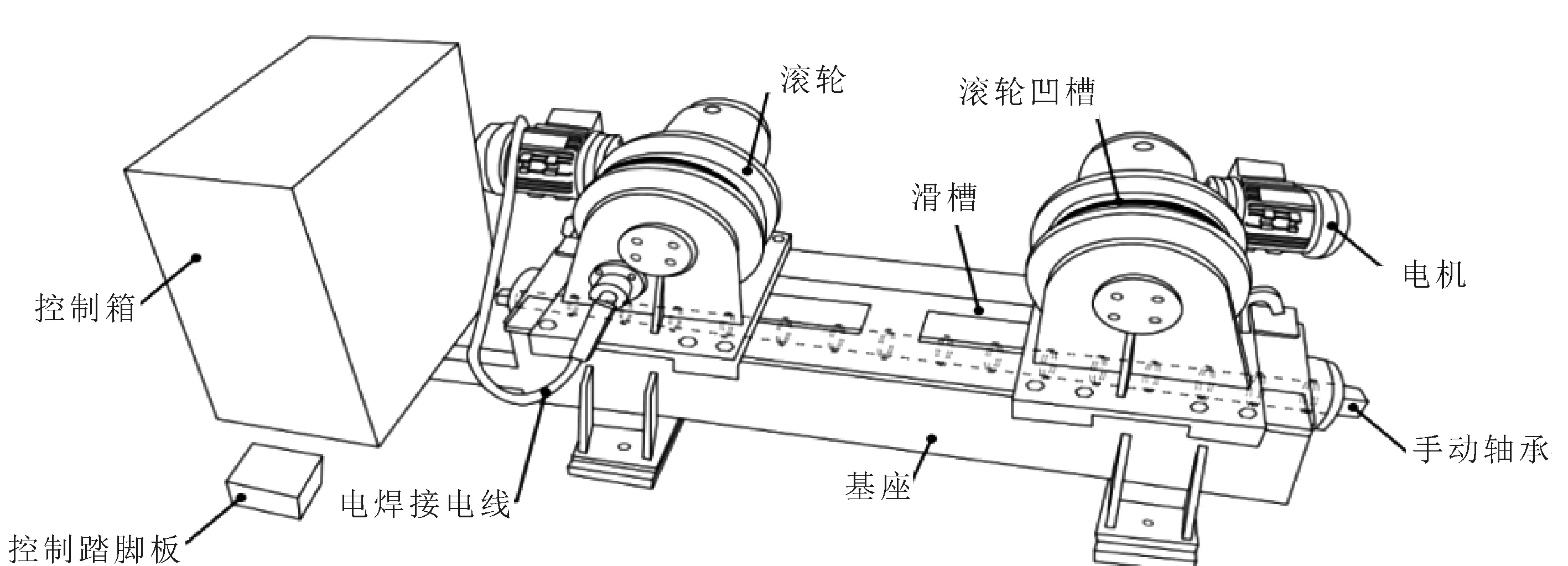
圖4 滾輪架
滾輪架B 2個(gè)圓柱形滾輪之間可根據(jù)擺放物件的大小調(diào)節(jié)距離。
滾輪架A和B之間可調(diào)節(jié)距離,見圖5。
2.2.2 焊接搖擺機(jī)調(diào)試
設(shè)計(jì)、制作直管焊接搖擺機(jī),保證焊絲在接口兩邊停留的時(shí)間相等,減少因受熱不均而造成應(yīng)力集中;對直管兩端的搖擺焊接機(jī)進(jìn)行現(xiàn)場焊接試驗(yàn)、調(diào)試、改進(jìn),最后定型,使搖擺機(jī)在搖擺過程中焊絲在接縫兩邊停留的時(shí)間相等,避免出現(xiàn)應(yīng)力集中。
使用焊接搖擺機(jī)時(shí),對于不同管徑、不同壁厚,所采用焊接電流、電壓以及焊接速度需要通過大量的實(shí)驗(yàn)找到依據(jù),保證焊接質(zhì)量。某管材規(guī)格為508×10,焊絲直徑1.2 mm,焊接電流采用190~200 A,電壓采用29~30 V,相關(guān)參數(shù)確定見表1。
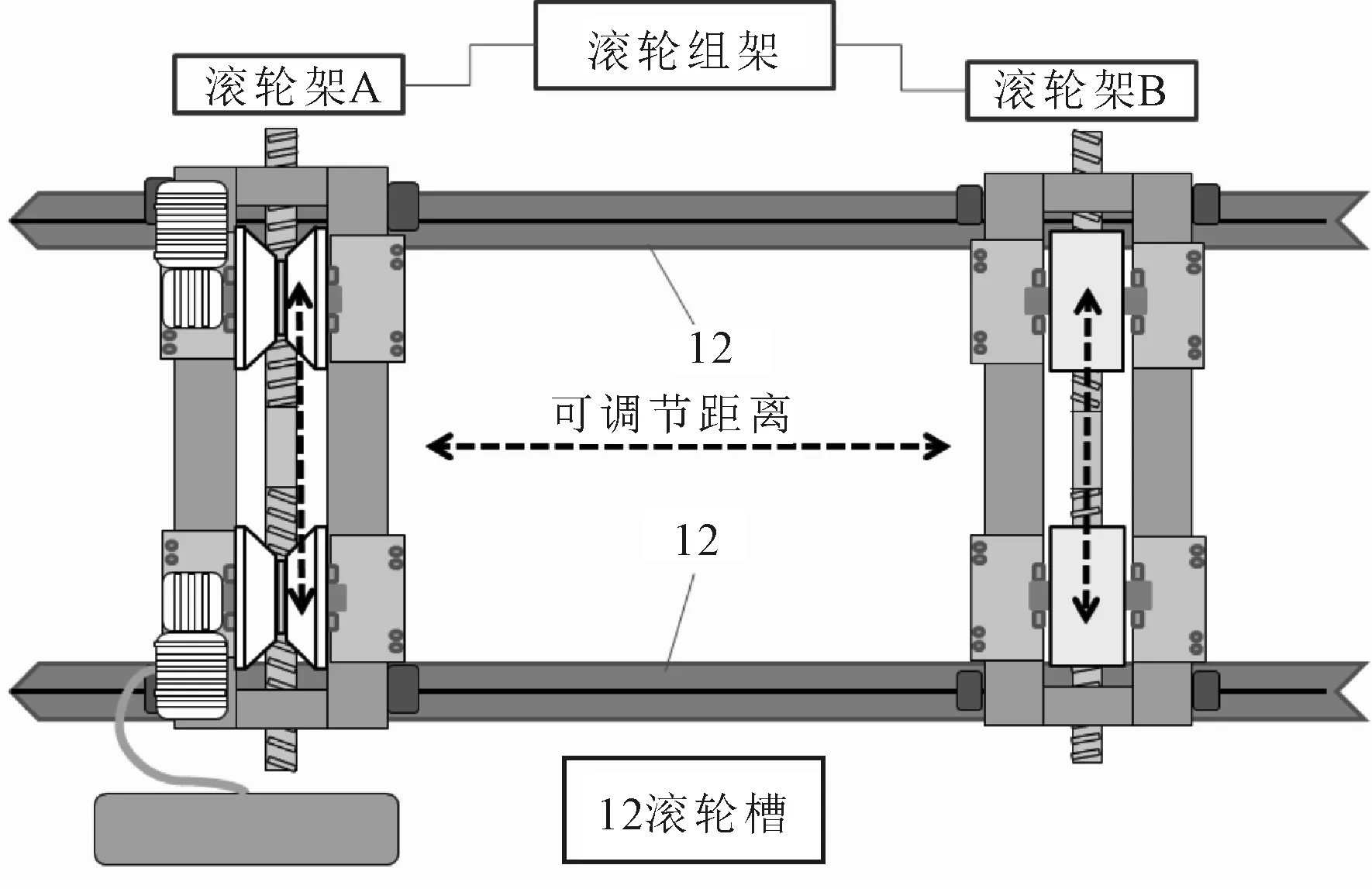
圖5 滾輪架俯視圖
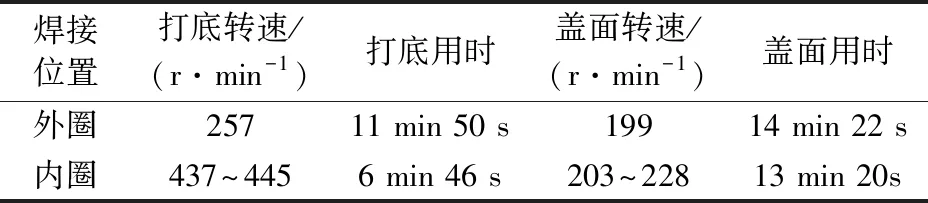
焊接位置打底轉(zhuǎn)速/(r·min-1)打底用時(shí)蓋面轉(zhuǎn)速/(r·min-1)蓋面用時(shí)外圈25711 min 50 s19914 min 22 s內(nèi)圈437~4456 min 46 s203~22813 min 20s
實(shí)驗(yàn)還測量了多種規(guī)格的管子,直管自動(dòng)化焊接受上道工序校管質(zhì)量以及精度的影響比較大,在焊接前,校管裝配的焊縫寬度需保證15~18 mm,如此才能保證焊接質(zhì)量以及焊接效率;同時(shí),焊接時(shí),需先進(jìn)行外圈焊接,之后再焊接內(nèi)圈焊接;內(nèi)焊的過程中,焊槍放置在7點(diǎn)位置反向逆時(shí)針打底焊接,打底時(shí),焊槍位置不宜過高。
3 產(chǎn)品及應(yīng)用
3.1 主要技術(shù)指標(biāo)及成果
大口徑直管焊接流水線是由焊接搖擺機(jī)、焊接滾輪架、及導(dǎo)軌架等組合而成,參照焊接機(jī)器人的加工原理,按照現(xiàn)場實(shí)際情況運(yùn)用焊接搖擺機(jī)進(jìn)行創(chuàng)新,經(jīng)過多次試驗(yàn),管子內(nèi)、外表焊縫成型質(zhì)量良好,焊接效率高。
經(jīng)過多次試驗(yàn),管子內(nèi)、外表焊縫成型質(zhì)量良好,焊接效率高;直管焊接效率提高60%以上;焊縫美觀,很少出現(xiàn)氣孔和應(yīng)力不均等現(xiàn)象。焊接后的成品見圖6。

圖6 完工后的成品
3.2 應(yīng)用
該產(chǎn)品可在直管焊接中普及應(yīng)用;由于薄板在焊接中極易焊穿等缺陷,可以利用搖擺機(jī)均勻快速搖擺,避免薄板焊穿。同時(shí),在焊接級別管對接的時(shí)候也能得到充分應(yīng)用,Ⅰ、Ⅱ級管的對接焊縫質(zhì)量的好壞是管系焊接的核心[2-3],是船舶或者其他鋼結(jié)構(gòu)的重要組成部分。在日常管系制作過程中,Ⅰ、Ⅱ級管的對接焊完工之后,要進(jìn)行拍片,做無損探傷,氣孔、咬邊、焊瘤、夾雜等焊接缺陷無所遁形,尤其是大口徑管的對接焊,人工問題尤為突出,是焊接過程中重要難題。
在搖擺機(jī)的研究過程中,發(fā)現(xiàn)通過進(jìn)行搖擺機(jī)調(diào)試,能夠進(jìn)行Ⅰ、Ⅱ級管對接,充分利用搖擺機(jī)及焊接變位器,焊接變位器設(shè)備范圍內(nèi),管徑508 mm以下的Ⅰ、Ⅱ級管對接焊均能在設(shè)備上,通過搖擺機(jī)進(jìn)行半自動(dòng)化焊接,保證Ⅰ、Ⅱ級管的對接焊縫質(zhì)量,減少返修。
經(jīng)過大量試驗(yàn),焊接數(shù)據(jù)見表2。試焊后所得焊縫成形美觀,焊后余高滿足要求,焊縫兩邊無氣孔、咬邊和未熔合等缺陷。焊后進(jìn)行X光探傷表明,焊縫內(nèi)部無任何焊接缺陷,探傷照片評定級別為1 級,合格率高達(dá)100%。
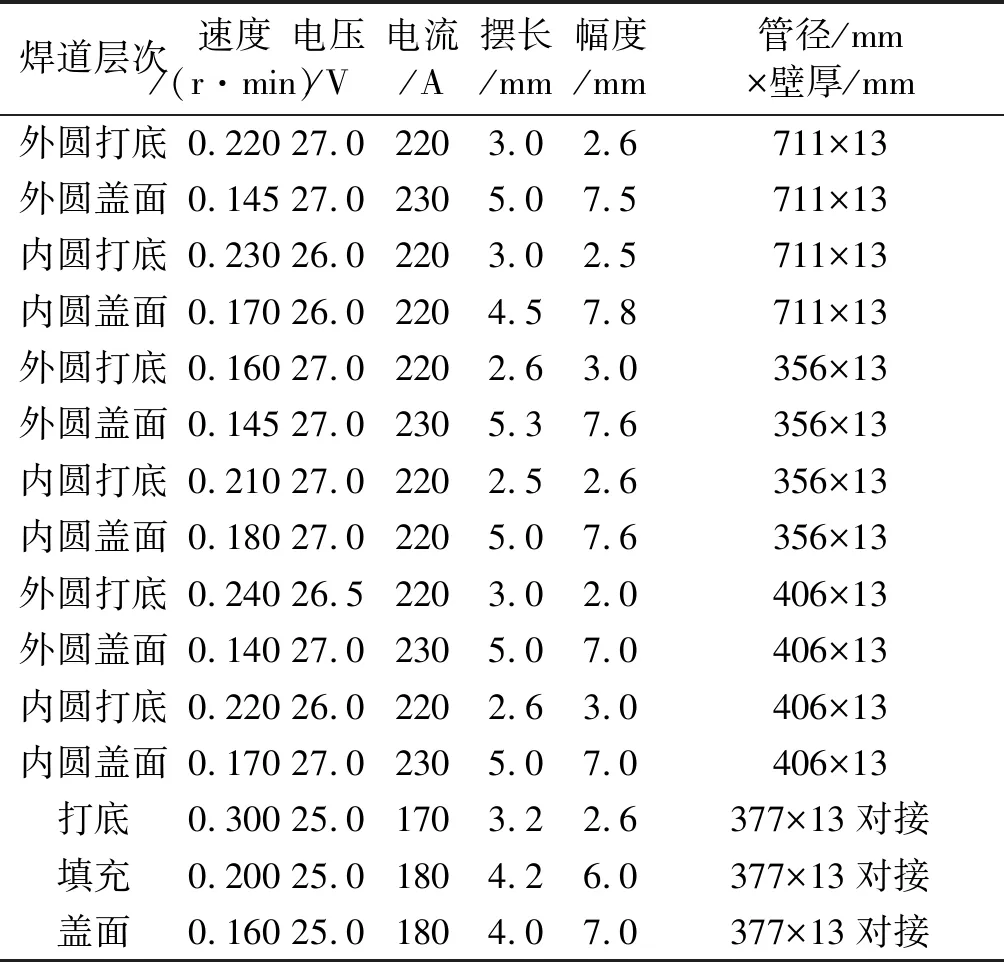
表2 焊接檢查表
4 結(jié)論
制作完成的V形滾輪架,在使用中完全可以達(dá)到配合自動(dòng)化焊接設(shè)備精準(zhǔn)焊接的目的,并且配以兩組同時(shí)使用,使自動(dòng)化焊接設(shè)備同時(shí)施焊管子兩端法蘭,成倍的提高了焊接效率,焊接質(zhì)量更是比人工手工焊接提高不少。
第一階段的大管直管流水線已投入使用,大口徑直管自動(dòng)化焊接率已經(jīng)提高了5.46%,1年可節(jié)約82.6萬元。后面將繼續(xù)推進(jìn)管子制作的焊接自動(dòng)化率,將大口徑管小組立和大口徑管Ⅰ、Ⅱ級管的對接焊應(yīng)用到實(shí)踐當(dāng)中,同時(shí)規(guī)劃不銹鋼管等有色金屬管的自動(dòng)化焊接和中口徑管的自動(dòng)化焊接。
后續(xù)的自動(dòng)化焊接,作業(yè)區(qū)也準(zhǔn)備好了計(jì)劃和方案,一方面,緊緊圍繞著不銹鋼、雙相不銹鋼、銅鎳合金管等有色金屬管子進(jìn)行自動(dòng)化焊接,通過現(xiàn)代化的設(shè)備,提高有色金屬管子制作質(zhì)量以及效率;另一方面,擴(kuò)大搖擺機(jī)的應(yīng)用,把大口徑直管焊接流水線應(yīng)用到中口徑上面,提高中口徑管子的焊接效率以及焊接質(zhì)量。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
