船舶壓載水處理系統UV反應器焊接變形控制
2019-05-08 03:16:58徐龍勇
中國科技縱橫 2019年6期

摘 要:UV反應器是船舶壓載水處理系統的核心部件;其內部的液體流場分布、紫外線光場分布以及紫外光強值的精確設置,是決定整個壓載水處理系統對船舶壓載水的微生物、細菌處理效果的技術核心所在。所以,UV反應器的焊后變形及尺寸精度情況是影響反應器內部流場分布、光場分布及紫外光強值精確測定的主要因素,因此焊后變形及尺寸精度控制是其制造的重點及難點。本文通過對UV反應器制造的材料因素、結構因素及制造因素進行分析;從零部件的預制切割到裝配、再到部件焊接逐序制定工藝管控措施。經驗證,UV反應器焊后變形及尺寸精度均達到設計要求,證明工藝措施可靠有效。
關鍵詞:壓載水;UV反應器;變形控制;尺寸精度
中圖分類號:U664.85 文獻標識碼:A 文章編號:1671-2064(2019)06-0062-02
0 前言
為防止船舶壓載水排放引起的外來物種入侵,病原體傳播導致的環境、人類健康、財產及資源方面損害,國際海事組織(IMO)通過了《2004年國際船舶壓載水與沉積物控制和管理公約》,2017年9月8日公約正式生效。船舶壓載水處理系統是履約的關鍵裝備。其中機械式過濾+紫外線滅活是壓載水處理中的主流、高效的處理方式,而UV反應器是整套處理系統的核心部件之一,其制造的精度直接影響壓載水對生物的處理效果。
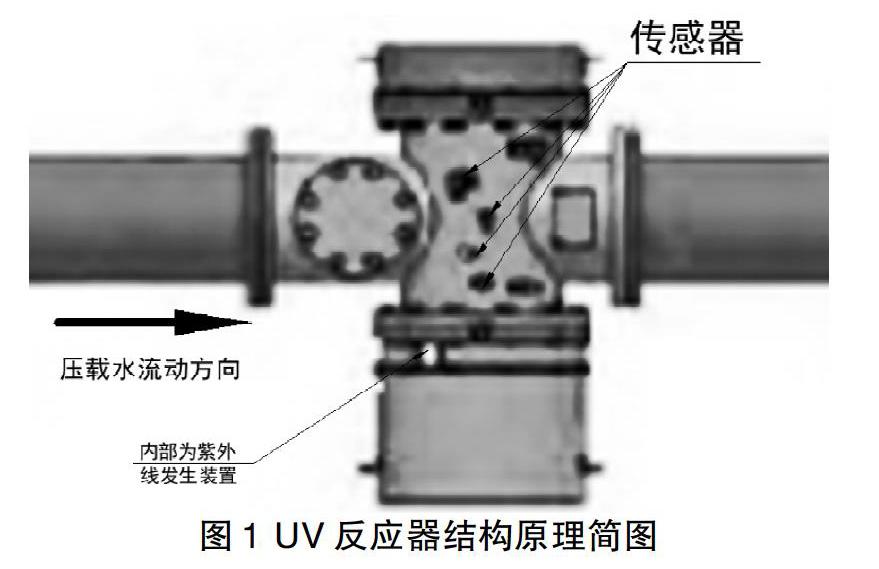
因其工作環境接觸包括海水、淡水、混合水等各種水域,遂整體采用316L不銹鋼全熔透焊接而成。如圖1:UV反應器結構原理簡圖。UV反應器核心技術就是科學設置通過UV反應器壓載水的流場分布和紫外光場分布,以及對不同壓載水流量的紫外線強度劑量的科學設置;要保證流場、光場以及紫外線強度都在理論設計范圍內,這就要求UV反應器的變形控制及尺寸精度在設計的公差范圍內。
1 制造焊接的重點及難點分析
1.1 材料因素
與普通碳鋼相比,奧氏體不銹鋼的電阻可達碳鋼的5倍,線膨脹系數比碳鋼約大50%,熱導率比碳鋼低,僅為其1/3[1]。在焊接局部加熱和冷卻的條件下,焊接接頭在冷卻過程中可形成較大的拉應力,導致焊縫及其周圍區域產生較大的焊接變形[2];由此可推算出,不銹鋼焊后受熱變形量與碳鋼相比呈倍數增加。由此,控制焊接變形是UV反應器焊接中的一個難點。
1.2 結構因素
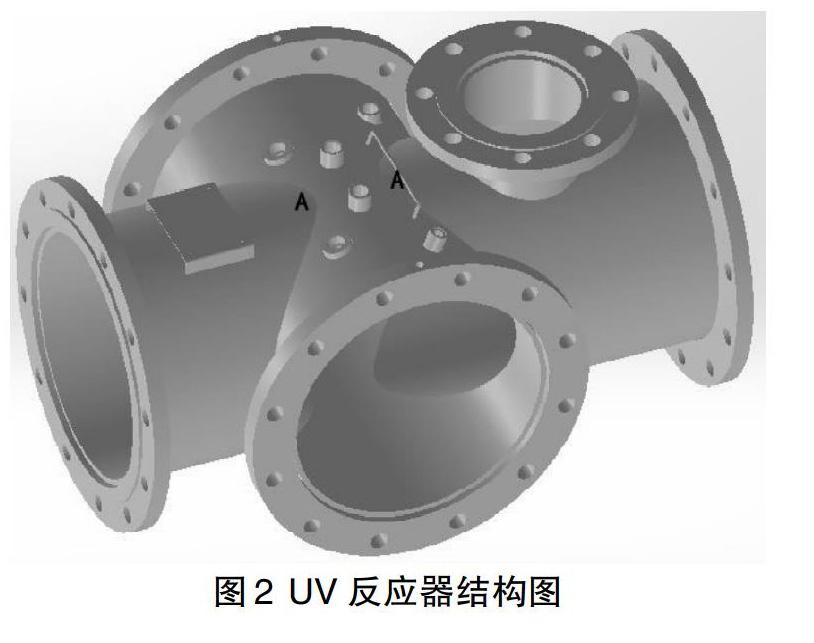
UV反應器結構如圖2,反應器主體為異徑四通結構,此四通結構為非標尺寸,定做成本較高,并且精度無法滿足設計要求,故采用管路焊接。各型號反應器的主管管徑為240mm≤D≤600mm,支管管徑為200mm≤D≤560mm,壁厚7mm≤δ≤10mm;主管與支管管徑相差10-50mm,主、支管管徑相接近,主管相貫處較狹窄,此處強度較弱。
另外,從圖2的結構圖中可看到,相貫的異徑四通一側集中多個角度不一、大小不同的小尺寸接管,同時還有一個觀察孔;此面形成多個應力集中點,結構完全不對稱。設計要求整體管路焊后橢圓度不超過±0.5%D(D為管路公稱外徑),幾個接管中的兩個為測量紫外線光強度的傳感器座,為確保所測量光強的精確性,從而指導設置正確的光強值,此傳感器座焊后尺寸精度須保證在零點幾毫米范圍內,焊接控制難度大。控制焊接座的焊后尺寸精度是一個難點。
1.3 制造因素
在焊前準備過程中,由于整體結構為管與管相貫,并且相貫的兩管直徑相接近;常規的相貫管切割難免造成相貫縫隙大小不一,導致焊縫各處拘束度不同;坡口角度不均勻,使整個焊縫各處的填充金屬量不均勻,從而加大焊縫內應力,引起焊縫變形增大。由圖2結構圖可知,主管切割面積較大,在采用熱切割時,會引起主管較大變形。因此,減小或消除焊前準備對焊接變形及精度的影響因素是一個重點。
2 工藝措施
焊接應力和變形是由多種因素交互作用而導致的結果。對于復雜焊接結構件焊接應力與變形控制要從多方面著手,在每道工序進行嚴格控制,減小熱輸入,并且減小焊接熱輸入的不均勻性,包括控制焊接電流的大小、同參數對稱焊接、保證坡口的均勻性等;采用合理的裝配、焊接順序,盡量減小裝配間隙[3]。
2.1 針對材料因素的工藝措施
我們采取熱量集中,線能量小的焊接方法,小焊接規范,快焊速,小層間溫度,盡量減小焊縫金屬填充量。
2.2 針對結構因素的工藝措施
盡量保證裝配的精度,減小或消除焊縫裝配間隙。由于鉻鎳奧氏體不銹鋼常溫時的力學性能優于碳鋼,低溫時又具有機械強度高、韌性好的優良特性,因此焊件焊后立即進行快速冷卻和矯正,均不引起焊縫的開裂[4]。所以,焊接時可使用機械方法進行固定,待焊縫完全冷卻后松開夾具。采用專門的焊接夾具,用機械方法施加拘束力,可使焊縫區域的焊接變形傾向減小,從而達到滿意的成形外觀[2]。焊接時分段對稱焊接,先焊接變形大的區域,讓焊接應力充分釋放,再焊接變形小的區域,有利于減小焊后的整體變形。
2.3 針對制造因素的工藝措施
優化切割方案,選用切割變形小的方式切割下料;通過預先矯形等方法減小焊縫的不均勻性;選擇合適的坡口形式,減少坡口的不均勻性及減少焊接填充量。
3 制造焊接工藝
3.1 切割方案
針對UV反應器各部件對精度要求,結合公司現有設備條件,下料切割備選方案有三種:數控等離子相貫線切割機切割、數控線切割機切割、機械加工。
(1)日常切割不銹鋼管路的最常規、最簡便的方法為等離子相貫線切割機切割。由圖2結構圖可知,主管切割面積較大,切割受熱后會引起主管的變形。經試驗,等離子相貫線切割機切割后橢圓度變形最大達6mm,最小處3mm,變形不均勻,矯正很困難。
(2)采用線切割機切割,切割后的筒體幾乎無變形,但切割后主管與支管相貫處不能完全吻合,需要采用手工修磨方式進行相貫面的修磨,并且坡口需要單獨加工。
(3)采用機加工,通過多軸聯動機床可精確加工出部件形狀及尺寸;變形可忽略不計。但由于管路壁厚較小,內部為空腔;在裝夾及加工時需要制作專用工裝卡具,否則加工困難,并且需要多軸聯動機床,條件限制較大,且成本較高。
綜合以上對比,決定選用線切割方式切割下料,然后采用手工修磨方式研配修磨,確保裝配接近0間隙;各焊接座開口處采用機械加工方式鉆孔,所鉆孔與焊接座接管尺寸預留0.1mm間隙。切割時,根據經驗留出長度的收縮余量。由于切割前管路結構對稱、變形均勻,矯形較容易;所以在管路切割前對管路預矯形處理,確保管路橢圓度平均控制在0.5mm范圍內。
3.2 裝配工藝
(1)裝配時,確保各部件裝配間隙接近0間隙。
(2)支管路各焊縫處選用單面45°雙V型坡口(相較單面V型坡口,焊縫金屬填充量減少一半);為保證全熔透,不留鈍邊,主管路不開坡口。
(3)先裝配主管與支管成異徑四通,并將組裝的四通的四個管路采用四個厚圓板固定,待相貫縫焊接冷卻后去除。異徑四通焊接完成后裝配并焊接四個法蘭,之后再裝配、焊接各傳感器焊接座。
(4)裝配、焊接光強計焊接座時,通過機加工制作專用定位工裝進行精準定位并對其固定,待焊接完全冷卻后松開定位工裝。
(5)焊接時先焊接相貫的尖角處,即圖2的A處,然后再焊接其它焊縫處,采用分段內外對稱焊接。
3.3 焊接工藝
采用線能量小、熱量集中,且成型較好的鎢極氬弧焊進行焊接。具體焊接參數見表1。
4 結果驗證
對主管外徑337mm,支管外徑325mm裝配、焊接成UV反應器殼體后,測量殼體各數據:UV反應器各分支管路橢圓度最大處1.2mm,1.2mm<0.5%×325mm=1.625mm;焊接座尺寸誤差為0.2mm,小于設計公差要求;角度誤差可忽略不計;變形量及尺寸精度控制都在設計要求范圍內,證明焊接工藝措施可靠有效。
5 結語
對于電阻大、線膨脹系數大、熱導率低的奧氏體不銹鋼異徑四通類精密構件,焊接變形及尺寸精度可通過以下幾個方面進行控制:
(1)嚴格控制零部件焊接前預制的變形情況,可通過非受熱切割加工來保證零件的切割精度,以及減小或避免切割下料產生的變形。根據零件的矯形難易程度,可在切割前或切割后對零件進行預先矯形,控制尺寸在較小的公差范圍內,為后續焊接留出足夠變形量。
(2)提高裝配精度;采用小的裝配間隙、均勻的雙面V型坡口,減少焊接填充量,來縮小焊接變形。注意裝配和焊接順序。如:尺寸精度要求高的焊接座類零件,其他焊縫對其影響較大時,可最后裝配、焊接,避免其他焊縫焊接變形對其尺寸精度產生影響。
(3)采用線能量小、熱量集中的焊接方法,小規范焊接參數,以及控制較低的層間溫度來減小焊接應力;采用先焊接變形大的焊縫,后焊接變形小的焊縫,并采取分段焊接來減小焊接變形。
(4)可制作專用的工裝卡具,對焊接構件進行機械固定,待焊縫焊接完成并完全冷卻后再松開夾具。在使用工裝夾具時應提前估算可能的變形方向及固定位置,否則可能取得相反的效果。
參考文獻
[1] 陳祝年.焊接工程師手冊(第2版)[M].北京:機械工業出版社,2009:1031.
[2] 魏傳根.奧氏體不銹鋼焊接變形控制初探[J].機械工人:熱加工,2000(6):23.
[3] 徐龍勇.大型復雜結構件的焊接應力與變形控制[J].焊接技術,2011,40(12):54-56.
[4] 王天藝.SUS304儲罐焊接施工中的變形控制[J].煉油與化工,2011(4):37-40.