20萬t/a乙烯裂解爐整體模塊化建造技術
2019-05-08 11:35:02王志成
石油化工設備技術 2019年3期
關鍵詞:施工
王志成
(惠生工程(中國)有限公司,上海 201210)
國內乙烯裂解爐通常采用現場預制成小模塊,用400~600 t履帶吊車安裝施工的工藝。一般流程是輻射室成片或成框,對流段模塊工廠化組模或現場組模,對流段模塊兩側結構成片,安裝爐管和急冷鍋爐,對流段上部結構預制成框安裝,安裝煙道、汽包、風機、煙筒及襯里等。傳統工藝預制場地需求面積大,使用大吊車多,工期至少需要9.5個月。國內某建造單位通過詳細統籌,打破傳統制造模式,采用整體模塊化建造的方式,僅用5個月就完成了首臺裂解爐的模塊化設計、建造和總裝,解決了項目現場無預制場地、工期短的難題,為企業如期投產贏得先機,獲得業主的高度認可。
1 工程特點
國內某石化企業(簡稱該企業)140萬t/a乙烯裝置共有9臺20萬t/a乙烯裂解爐,由Technip(原S&W)提供工藝包,國內某一大型設計院負責詳細設計。建造單位于2017年與該企業就乙烯裂解爐項目達成合作,9臺20萬t/a裂解爐整體模塊將在建造單位基地進行預制、組裝和交付。工程特點如下:
1) 項目工期緊,合同要求9.5個月9臺裂解爐全部交付。一期9臺裂解爐布置在長為150 m、寬為60 m的區域,現場作業條件受限。
2) 裂解爐模塊高度53 m,寬度(含建造和運輸桁架)約21 m,重達3689.6 t。其結構布局緊湊,安裝工程量大,建造工序多,鋼結構、設備、襯里、配管和電儀等平行交叉施工。
3) 裂解爐結構型鋼規格大,輻射爐膛制作靠一側焊接,焊接收縮及變形大,安裝精度要求高,需嚴格控制焊接變形。
4) 結構分片、分段組框,制作過程中多次翻身,自身縱向強度較低,吊裝過程中須采取控制結構吊裝變形措施。
5) 對流段模塊安裝采用螺栓連接,定位精度要求高,模塊制作及組裝均須嚴格控制精度。
6) 整臺裂解爐分片、分段預制后,在臨時基礎上完成總裝。建造基地臨海,大風天氣多,總裝期間需要做好防風措施。
7) 裂解爐模塊具有質量集中、重心高(標高25.8 m處)、穩性差的特點,運輸難度大。
2 模塊化設計
2.1 模塊化設計主要工作
根據裂解爐本體結構特點、爐體尺寸、基地及現場氣象、海況資料、所選運輸船型、運輸路線等確定模塊設計方案。采用StaadPro、Tekla、SP3D等設計軟件進行三維數字化建模分析,確認模塊化范圍,進行二次轉化設計,形成shop-drawing進行制作。
1) 臨時基礎設計須滿足建造時抗傾覆、抗滑移和整體穩定要求,主要部件包括基礎和基礎間加固桁架,結合現場土建基礎參數和SPMT掛車所能達到的升降范圍,確定結構布置方案。
2) 確定整體模塊的過渡柱腳,實現快速安裝和拆卸,便于工作面的展開,提高工作效率。
3) 單獨設計運輸輔助桁架,用于SPMT、海運運輸及建造過程中的支撐,具有分攤荷載、防止傾覆的作用,是實現大型整體模塊的建造和運輸的主要條件之一。
4) 整體加固。模塊在建造、運輸過程中,由于制作條件和受力狀況與正常使用工況不同,需采取相應的加固措施以保證穩定性。根據SPMT掛車性能制作運輸托盤和支架,該輔助支架全部采用高強螺栓連接,方便安裝、拆卸和重復利用,并能根據模塊需要任意組合。
5) 襯里和附件保護方案。對輻射段爐膛磚墻襯里、汽包、廢熱鍋爐、輻射爐管以及電儀設備等進行加固保護,加固鋼材、尼龍綁扎帶、木板和聚氨酯泡沫板等保護措施材料可以循環重復利用。
6) 船上固定方式。通過SPMT掛車將整體模塊裝船后,整體模塊就位于船上已有的工裝,柱腳采用止動壓板方式進行固定,運輸桁架外側四周用斜桿鉸接支撐;SPMT掛車開出工裝通道后,對四趟滑道基礎進行肘板焊接,海固(綁扎)完成。
2.2 裂解爐模塊
裂解爐模塊包括爐膛、輻射爐管、對流模塊及對流框架、筑爐襯里、急冷鍋爐、汽包、上升下降管、高溫跨線以及電儀設備及照明等。裂解爐模塊示意如圖1所示。

圖1 裂解爐模塊示意
3 模塊建造
3.1 模塊化建造分段
單臺爐子模塊以豎向分為輻射段(EL18.2 m以下)、對流段(EL18.2~EL38.4 m)、集煙罩(EL38.4~EL50.0 m,汽包頂EL53.0 m)3段進行制作、總裝,模塊間垂直方向及片體與片體間連接采用焊接結構,水平方向連接采用高強螺栓連接,將在地面上組裝的模塊以搭疊積木的方式進行總裝,制作要求符合SH/T 3511—2007【1】。
風機、煙囪及框架在現場整體就位后進行安裝。裂解爐模塊化建造分段示意如圖2所示。
3.2 輻射段模塊化建造
輻射段包括2個爐膛、橫跨段、輻射爐管。爐膛側墻、端墻、爐頂、爐底在地面分片整體制作。片體制作完成后,焊接襯里錨固件,片體臥式合攏組裝成箱體,整體吊裝到臨時基礎上。爐膛地面整體制作,橫跨段分片預制,待兩爐膛就位后安裝。
輻射爐管工廠制造、成組交付。爐膛就位后,吊裝輻射爐管,臨時固定在爐頂結構上,將急冷鍋爐就位后,再進行位置調整及組對焊接。
爐膛結構在地面平臺上預制,分片合攏、臥式組裝建造。在不影響爐膛組裝施工條件下,爐墻板襯里錨固件一般在爐膛組裝前平置狀態安裝焊接。
3.2.1 建造工藝流程
建造工藝流程示意見圖3。
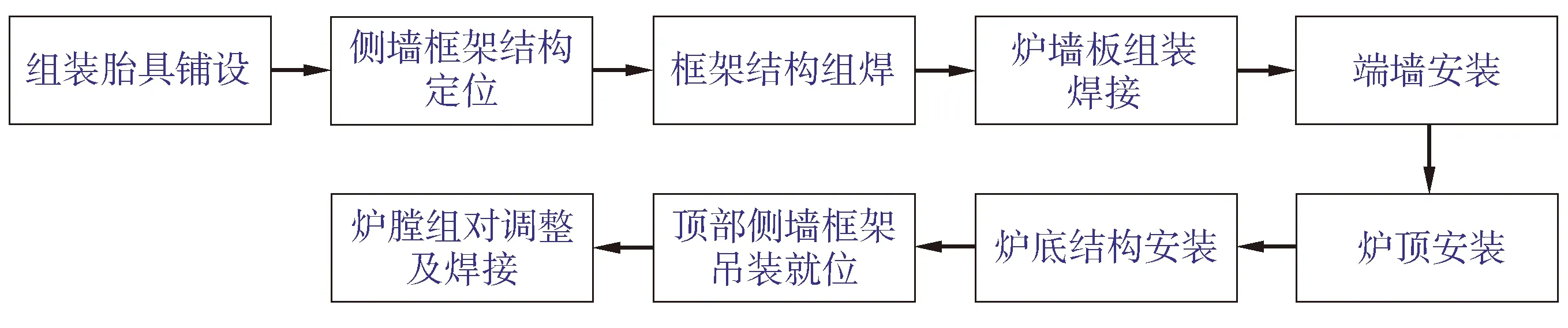
圖3 工藝流程示意
3.2.2 制作要求
1) 下料切割
板材下料由電腦套料后采用數控等離子切割機或火焰氣切割機切割,型材采用半自動與手工切割相結合方式下料。氣割前,應將切割區域表面的鐵銹、污物等清除干凈。氣割時,根據工藝要求預留安裝的焊接收縮余量及切割加工余量;氣割后,應清除熔渣和飛濺物,鋼材切割面應無裂紋、夾渣、分層等現象。
2) 結構焊接
焊前編制焊接工藝規程,并經評定合格;焊工應經考試合格,并取得相應的合格證。
定位焊縫的長度宜為30~50 mm, 間距宜為300~400 mm,高度為設計高度的1/2~2/3。
焊接采用手工電弧焊和二氧化碳氣體保護焊工藝方法。
焊接結束后,將焊道表面的藥皮、焊渣、飛濺清理干凈,進行100%外觀檢查,要求焊縫外觀成形良好,焊縫表面不得有裂紋、夾渣、氣孔、弧坑等缺陷。重要焊縫進行超聲波檢測。
3) 爐膛片體制作
片體制作在臨時型鋼胎具上進行,胎具整體平面度控制在±3 mm。最大片體側墻尺寸31 m(長)×18.2 m(寬),①軸~⑨軸共9根柱。柱梁規格大,其中邊柱為H700 mm×500 mm×80 mm×50 mm焊接H型鋼,焊接收縮及變形大,需采取反變形及加固措施,保證墻板的幾何尺寸與平整度。框架柱與柱間距以中間⑤軸為基準,兩側各4根柱依次放大5~10 mm以抵消焊接收縮量。框架焊接前,片體在中間柱處“起拱”,“起拱”值為經驗數值(約100~150 mm),以控制焊接變形。焊接采取對稱焊、分段焊等以減少焊接變形。片體制作后的變形矯正采用冷矯正和熱矯正方法。
4) 爐膛組裝
爐膛組裝后須檢查爐膛幾何尺寸(長度、寬度和對角線),并與土建基礎的地腳螺栓位置、尺寸復核;檢查合格后施焊,采取反變性措施以控制焊接變形。
5) 爐膛就位
把裂解爐爐膛模塊吊裝到臨時基礎上,要保證各立柱的中心與臨時基礎頂板中心線對齊,并用激光經緯儀檢查立柱的垂直度與標高;檢驗合格后,用卡板把立柱過渡底板與臨時基礎頂板之間進行固定。
3.3 對流段模塊化建造
對流段主要包括對流段模塊、對流段結構框架和急冷鍋爐。
5組對流段模塊外委進行工廠化制作、成組交付基地安裝。
8臺急冷鍋爐國內工廠化制造。
對流段框架建造可整體制作成一個側面①軸~⑨軸、端面A-B-C-D軸框架模塊,待框架就位安裝后開展急冷鍋爐安裝。前2臺重質裂解爐采取此建造工藝。
急冷鍋爐吊裝前,需考慮設備重心位置和吊點設置位置,保證設備受力均勻,吊裝平穩,并對支承結構安裝質量進行驗收。
對流段框架也可以拆分制作成端面A-B、C-D 2個框架,急冷鍋爐隨對流框架一起在地面臥式組裝,再在地面立起,組裝成1個長度方向9軸、寬度方向4軸的“回”形整體框架。此種制作方式有效降低了施工難度,節省了腳手架搭設量,避免了高空作業。
3.3.1 對流段框架
對流段框架待輻射段、爐管等安裝就位后進行安裝。整個建造工藝流程如圖4所示。

圖4 整個建造工藝流程
3.3.2 建造工藝要求
1) 根據場地布置圖,按照對流段框架軸線圖,在合攏區域劃地樣線;框架組對臨時基礎地樣線示意如圖5所示。

圖5 框架組對臨時基礎地樣線示意(偏差+1 mm)
2) 按照地樣線的位置放置臨時基礎,臨時基礎要設置調整底板與調整螺母,以保證安裝精度。
3) 對流段框架片體吊裝就位后,每根立柱兩側拉設不小于36 m的鋼質攬風繩,鋼絲繩安全載荷大于10 t,鋼絲繩中間用花籃螺絲進行連接和鎖緊。
4) 對流段框架片體就位后,用激光經緯儀檢測立柱的垂直度,并用攬風繩、臨時基礎進行水平度與垂直度的調整。
5) 2個片體就位當天應形成剛性空間,以免發生傾倒。
6) 對流段框架組裝完成后,利用800 t龍門吊吊裝到輻射段框架上。
3.4 集煙罩模塊化建造
集煙罩模塊包括2個集煙罩及鋼結構框架,采用臥式建造工藝,隨框架制作完成集煙罩襯里施工。
3.4.1 集煙罩模塊建造工藝流程
集煙罩模塊建造工藝流程如圖6所示,集煙罩模塊制作如圖7所示。
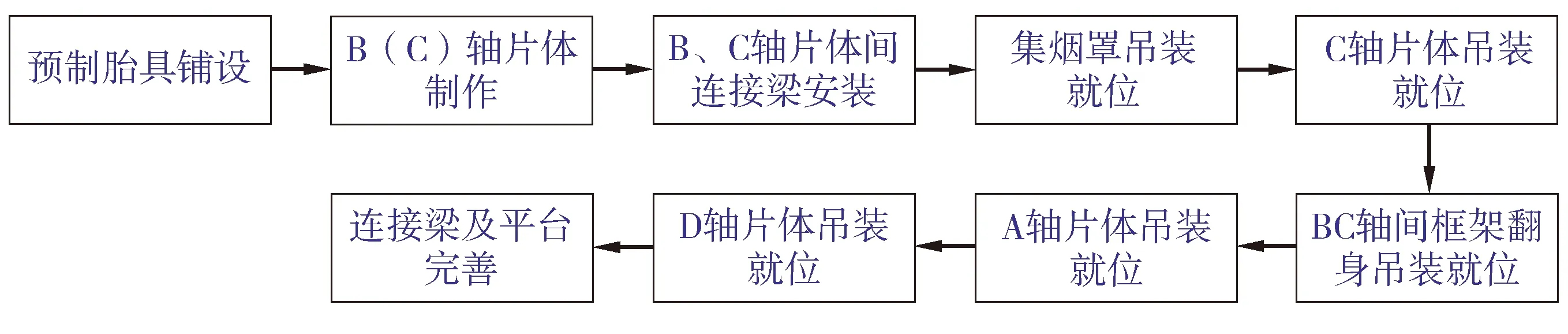
圖6 集煙罩模塊建造工藝流程
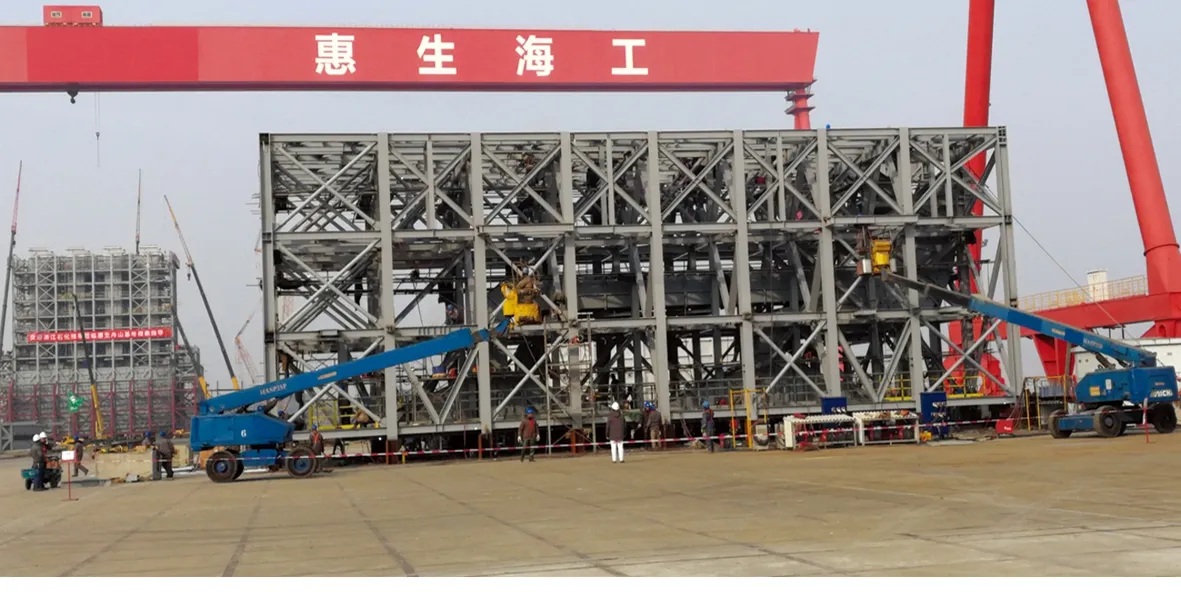
圖7 集煙罩模塊制作
3.4.2 建造工藝要求
1) 因集煙罩與對流段模塊采用螺栓連接,故首先要保證內框架里面的集煙罩的組對精度,建造方法為先內后外,優先保證內框架尺寸,再在內框架尺寸基礎上反找外框架尺寸。
2) 每個集煙罩內模塊均需要在H型鋼鋪設的鋼胎架上進行組裝,胎架整體平面度應該控制在±3 mm以內。
3) 集煙罩模塊總裝時要根據項目場地布置規劃,按照軸線平面布置圖,在合攏區域劃地樣線。
4) 按照地樣線的位置放置臨時基礎。臨時基礎要設置調整底板與調整螺母,以便保證安裝精度。
5) 集煙罩內模塊(B、C軸)整體翻身,吊裝到臨時基礎上,找正固定,然后再吊裝兩側外框架片體。
6) 吊裝A、D 2個軸線片體,在吊裝片體前,每根立柱2側掛兩根長度不小于18 m的鋼質攬風繩,安全載荷不得小于5 t。鋼絲繩中間用花籃螺絲進行連接和鎖緊。
7) 用激光經緯儀檢測立柱的垂直度,并用攬風繩、臨時基礎進行水平度與垂直度的調整。片體就位后,當天應形成剛性空間。
8) 安裝其他結構散裝件,完善平臺、梯子與欄桿。
9) 汽包吊裝就位,并完成粗找正。
3.5 裂解爐模塊化總裝
裂解爐采用從下至上積木式總裝方式,在臨時基礎上進行。
3.5.1 組裝工藝流程
組裝工藝流程如圖8所示。
3.5.2 組裝工藝要求
1) 嚴格控制臨時基礎的安裝精度,水平度控制在±1 mm,軸線間距±3 mm。

圖8 組裝工藝流程
2) 裂解爐總裝在臨時基礎上進行,從下至上安裝輻射段、運輸支架、下部對流段模塊、對流段框架、上部對流段模塊、集煙罩模塊。
3) 利用200 t龍門吊進行輻射爐膛模塊的就位;裂解爐模塊運輸托架,應在對流段模塊安裝前安裝,以增加穩定性。
4) 在安裝對流段模塊前應先復測桁架(橫跨段)頂部與對流段連接平面的標高、水平度和平面尺寸,符合設計要求時,方可進行吊裝。
5) 集煙罩模塊利用800 t龍門吊吊裝整體就位,集煙罩模塊與對流框架所有立柱的接口須對齊,保證立柱垂直度與標高。集煙罩模塊安裝應在對流段安裝完成并且共檢合格后進行。
6) 輻射爐管撓性大,吊裝時應使用抬尾吊車配合,防止爐管在吊裝過程中產生塑性變形。爐管吊裝及臨時固定應采取防滲碳措施,避免爐管直接和碳鋼接觸。
7) 對流段框架、集煙罩模塊安裝前,將上升管/下降管臨時固定在結構框架上,以減少高空穿管作業。正式安裝前,應先安裝其彈簧吊架,將彈簧吊架鎖死在冷態位置,從汽包和急冷鍋爐兩側開始向中間進行配管作業。
8) 相關電氣儀表施工。
3.6 襯里施工
裂解爐襯里包括輻射爐膛、對流段模塊、集煙罩及煙囪。
輻射爐膛襯里分爐底、爐墻、爐頂以及橫跨段底及墻。輻射爐膛爐底襯里設計為背襯+澆注料,總厚度為335 mm。施工方法為:安裝燃燒器—砌筑燒嘴磚—鋪纖維板安裝—澆筑料施工。爐墻襯里設計為耐火磚結構+陶瓷纖維模塊,下部耐火磚高度為3.06 m,總厚度為330 mm。爐頂襯里結構為陶瓷纖維模塊,結構同爐墻一致。橫跨段底襯里結構為背襯+澆注料,爐墻襯里結構為陶瓷纖維模塊。
輻射爐膛襯里在輻射爐管臨時就位、橫跨段完善后開展施工。
襯里施工前,爐頂及對流模塊安裝位置須采取防雨措施臨時封閉。為便于防雨,可就位1~2組對流模塊。
爐膛筑爐襯里施工直接制約裂解爐的發運,因此襯里施工圍繞輻射爐膛筑爐襯里工作開展。每臺裂解爐爐膛筑爐襯里時間約40 d。爐膛不同部位襯里施工可同時開展。
3.6.1 輻射爐膛襯里施工程序
輻射爐膛襯里施工程序如圖9所示。
3.6.2 對流段模塊、集煙罩、煙囪襯里施工程序
對流段模塊襯里結構為背襯+澆注料,外委制造廠施工。施工程序如圖10所示。
集煙罩及煙囪襯里結構為澆注料。集煙罩和煙道澆注料施工隨結構制作進度地面完成。
3.7 輻射爐管安裝
輻射爐管每臺爐16組。輻射爐管、急冷鍋爐就位后,現場完成輻射爐管和急冷鍋爐連接焊接,爐管焊接執行SH/T 3506—2007【2】。
3.7.1 輻射爐管和急冷鍋爐組對
輻射爐管和急冷鍋爐組對應保證輻射爐管的垂直度以及組對間隙。組對順序如下:
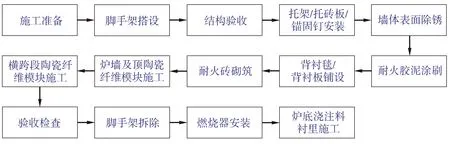
圖9 輻射爐膛襯里施工程序

圖10 施工程序
1) 檢查急冷鍋爐安裝尺寸偏差及垂直度;
2) 爐管集合管臨時固定并檢查管口標高和爐管間距;
3) 爐管和急冷鍋爐管口組對,焊口臨時過橋焊;
4) 輻射爐管上加固夾具拆除;
5) 調整集合管的中心標高、水平度,檢查爐管的垂直度、自由度;
6) 爐管與廢鍋焊口組對調整,保證爐管垂直度。
3.7.2 輻射爐管和急冷鍋爐焊接
輻射爐管及急冷鍋爐間焊口材質為HP LC,焊絲選用ERNiCrCoMo-1。焊接基本要求為:
1) 采用高頻起弧焊機全氬弧焊(GTAW)焊接;
2) 輻射段爐管焊接時,焊接電流不宜過大,線能量不得超過10 kJ/cm,填充焊時盡可能多層多道焊,焊接時不擺動,層間溫度控制在100 ℃以下,以免產生熱裂紋;焊接過程中每層焊道進行著色檢查,合格后方可進行后續焊接。
4 裂解爐模塊加固、模塊運輸及安裝
4.1 裂解爐模塊加固
詳見2.1節第4)~5)款。
4.2 裂解爐模塊運輸與安裝
裂解爐整體模塊具有質量集中、高度高、穩性差的特點,建造和運輸難度較大。運輸過程包括從建造基地滾裝上船—海運加固—沿海駁運—滾裝下船—廠區運輸—裝置區就位。
根據建造基地和現場的實際情況,確定了陸上采用自行裝卸式模塊運輸車、海上采用1萬8 000 t 級自航駁船、一船一件的運輸方案。運輸車配車方案為采用4縱列共136軸544只輪胎360°全回轉SPMT掛車裝載,依據設備左右對稱布置。
運輸道路承載能力應達到 12 t/m2以上,路面板結或硬化;道路橫坡應不大于 2%,縱坡應小于3%;道路寬度應不低于24 m。
裂解爐模塊利用SPMT運輸車頂升自行調節進行就位安裝。4縱列小車必須行動一致,頂升和下降時保證車板的水平度。
選取兩端至少3個基礎為基準,在裂解爐基礎柱底板上畫出裂解爐模塊立柱安裝位置框線。模塊就位重點考慮水平位置及標高控制,SPMT運輸車調節控制精度滿足5 mm內軸線偏差要求,實現了整體精準就位,提高了安裝質量。
以往傳統鋼柱柱腳布置螺栓數量過多,受螺栓數量影響,安裝后的立柱柱腳調平、校準難度較大且失于精準。利用SPMT掛車和過渡柱腳整體就位,可最大程度地消除安裝誤差和安全隱患,將施工安裝精度控制在允許偏差范圍內,符合設計要求,降低安裝成本。
5 工程模塊化交付模式優缺點分析
5.1 建造周期大幅縮短
與現場傳統施工模式比較,整體模塊化建造能夠展開多工序平行、流水作業,減少勞動力投入,人工施工成本可以節省約30%。以安裝工為例,9臺裂解爐建造傳統模式需500~700人、15~18個月,整體模塊化建造僅需350~450人、7~10個月。
5.2 建造成本降低
模塊化建造和就位減少了大型吊車的選用和使用周期,9臺裂解爐建造傳統模式一般需要使用1 250 t、1 000 t、650 t、450 t 等大型吊車,吊裝費用不少于1 200萬元;模塊化建造僅使用1臺800 t龍門吊和2臺200 t龍門吊6~8個月,場地設施采用固定資產折舊的方式攤銷降低成本,經濟效益突出。
5.3 裂解爐建造質量得以保證
模塊分段預制完成后再進行整體總裝,分段以最大程度在地面完成為原則,輻射段、對流段以及集煙罩模塊在地面分片組裝,同步安裝設備,3段分別整體吊裝就位,避免了施工交叉作業,降低了設備安裝難度。
與現場制作相比,工廠內制作作業條件優良,可進行機械化、車間流水作業。結構及管道預制采用機械加工,控制及矯正結構制作變形措施及手段多。
5.4 降低施工及安全管理難度
爐體正式附屬通道、梯子、欄桿等輔助鋼結構在地面隨著模塊組裝一起投用,結合實行工裝腳手架,避免了預制過程中大規模腳手架滿搭,不僅節省了腳手架搭設工作量,減少高空作業,還確保了作業人員有良好的作業環境。
裂解爐本體制作80%以上的高空作業改為地面實施,從而改變了作業環境條件,解決了現場作業條件受限問題,降低了施工難度,也減少了施工安全的管理難度。
5.5 裂解爐運輸難度大
裂解爐模塊具有重量集中、高度高、穩性差的特點,運輸難度大、運輸費用較高,需要經驗豐富的專業運輸公司方可完成,對現場路況、場地和頂升機構能力要求較高。本項目特別聘請了國際海事安全咨詢公司參與方案評審及過程監控,保證了運輸工作順利實施。
6 結語
整體模塊化建造交付不僅適用于工程項目所在地現場施工場地、環保、資源等條件受限、工期緊和項目外圍水陸與現場具備整體運輸條件的國內外大型乙烯裂解爐、其他工業爐模塊化建造與交付,也適用于工業裝置的模塊化建造與交付。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
