利用模型分解的曲面分層五軸擠出打印裝置及工藝
2019-04-04 07:14:18馮曉靜崔濱劉亞雄任輝李良剛劉永財(cái)王玲連芩賀健康李滌塵
西安交通大學(xué)學(xué)報 2019年4期
關(guān)鍵詞:工藝
馮曉靜,崔濱,劉亞雄,任輝,李良剛,劉永財(cái),王玲,連芩,賀健康,李滌塵
(西安交通大學(xué)機(jī)械制造系統(tǒng)工程國家重點(diǎn)實(shí)驗(yàn)室,710049,西安)
以熔融沉積成型(FDM)為代表的材料擠出成型工藝,在工程[1-4]、醫(yī)療[5-8]、電子[9]、化學(xué)[10]等領(lǐng)域有著廣泛的應(yīng)用,是增材制造最常用的打印技術(shù)之一。在工程應(yīng)用中,采用材料擠出成型打印的曲面薄壁零件,例如顱骨、渦輪葉片、飛機(jī)機(jī)翼等,對機(jī)械性能、表面粗糙度和材料消耗有著嚴(yán)格的要求。
傳統(tǒng)三軸打印曲面薄壁零件的主要方法是采用平面分層、z向疊加、懸空部分加支撐的打印工藝。由于三軸擠出工藝易加工、打印空間開放、無粉末污染、分層算法簡單等優(yōu)點(diǎn),已成為國內(nèi)外增材制造工藝的首選。但是,三軸擠出成型工藝也存在著無法克服的缺點(diǎn):絲材截?cái)鄬?dǎo)致臺階效應(yīng);單一的疊加方向?qū)е铝慵惺茌d荷能力單一;打印懸空部分必須加支撐導(dǎo)致材料浪費(fèi)等[11]。這些缺點(diǎn)限制了工業(yè)級三軸擠出成型工藝的發(fā)展。
針對三軸擠出成型的種種問題,研究者提出了一種新型的曲面分層五軸擠出打印工藝。五軸曲面分層材料擠出成型突破了平面疊加的填充方式,能夠?qū)崿F(xiàn)無支撐打印,節(jié)省打印時間和材料消耗,同時,絲材曲面分層和曲線路徑規(guī)劃可以對零件的力學(xué)性能進(jìn)行優(yōu)化設(shè)計(jì),在生物制造、航空航天等領(lǐng)域有巨大的應(yīng)用潛力。2008年,Chakraborty等首次提出了一種曲面分層熔融沉積成型(CLFDM)數(shù)學(xué)建模理論及曲面分層算法[12],該方法中切層平面內(nèi)的z坐標(biāo)值為動態(tài)變化的,切層方式為曲面切層方式和曲線填充方式,切層數(shù)據(jù)不僅有坐標(biāo)值,還包括打印角度。
目前,實(shí)現(xiàn)曲面分層材料擠出成型的工藝方法主要有兩種。一種是在三軸打印機(jī)上直接輸入曲線路徑規(guī)劃的打印文件,通過三軸平動實(shí)現(xiàn)曲線軌跡,方法簡單且成本低,是目前曲面分層材料擠出成型的主要實(shí)現(xiàn)方法。Singamneni等提出了曲面分層算法并對一拱形結(jié)構(gòu)進(jìn)行了工藝實(shí)驗(yàn)和力學(xué)測試,表明斷裂載荷提高了40.8%[13]。Allen等進(jìn)行的更加復(fù)雜的曲面分層打印中,打印零件的表面不存在臺階效應(yīng)[14]。但是,三軸曲面擠出工藝依然存在著無法實(shí)現(xiàn)無支撐打印[15]、鋪絲截面變形[16]等缺點(diǎn)。另一種方法是開發(fā)新型的多軸打印設(shè)備,在三軸擠出打印機(jī)的平移運(yùn)動中加入旋轉(zhuǎn)運(yùn)動,實(shí)現(xiàn)多方向三維打印,典型結(jié)構(gòu)為多軸機(jī)械臂[17-18]和模仿數(shù)控機(jī)床的五軸結(jié)構(gòu)[19-20]。
相比于三軸擠出打印,多軸擠出設(shè)備的旋轉(zhuǎn)運(yùn)動能夠動態(tài)調(diào)整打印頭與打印面的相對位置,有利于減少絲材變形,增強(qiáng)力學(xué)性能[11],并且擴(kuò)展懸空角度至90°,實(shí)現(xiàn)無支撐打印。由于起步時間較晚,目前對于新設(shè)備的研究開發(fā)還較少。
針對串聯(lián)機(jī)構(gòu)轉(zhuǎn)動慣量大、誤差傳遞導(dǎo)致末端執(zhí)行器精度低等缺點(diǎn),本文提出了一種以球面并聯(lián)機(jī)器人為雙軸轉(zhuǎn)動成型平臺,結(jié)合經(jīng)典并聯(lián)臂型三維打印機(jī),實(shí)現(xiàn)五軸曲面分層材料擠出成型的設(shè)備及工藝方法。
本文方法有3個特點(diǎn):①與串聯(lián)的轉(zhuǎn)動副相比,并聯(lián)旋轉(zhuǎn)機(jī)構(gòu)剛度大、準(zhǔn)確性和穩(wěn)定性好;②該工藝材料利用率高,采用旋轉(zhuǎn)平臺的打印方式,能夠極大地節(jié)省原材料和打印時間;③曲面分層打印的零件力學(xué)性能好,表面粗糙度低。
1 系統(tǒng)原理與平臺構(gòu)建
1.1 運(yùn)動機(jī)構(gòu)自由度分析
五軸三維打印系統(tǒng)主要由并聯(lián)臂型三維打印機(jī)與球面并聯(lián)AB型轉(zhuǎn)臺組成,其結(jié)構(gòu)原理和實(shí)體如圖1和圖2所示。
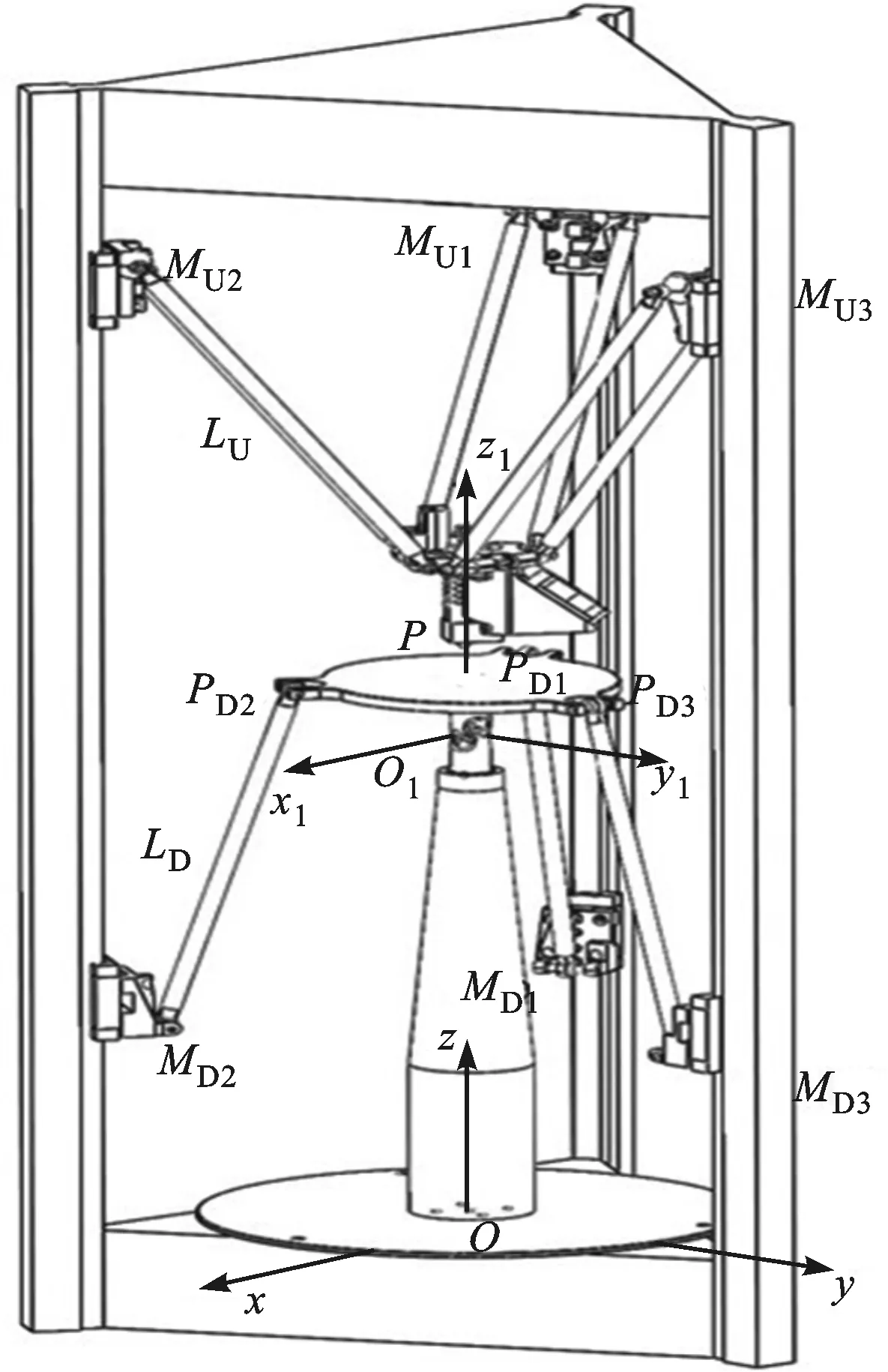
圖1 五軸三維打印系統(tǒng)結(jié)構(gòu)原理

圖2 五軸三維打印系統(tǒng)實(shí)體圖
分解機(jī)構(gòu)運(yùn)動鏈,建立運(yùn)動支鏈坐標(biāo)系,計(jì)算機(jī)構(gòu)的空間自由度。按照螺旋理論[21]
R=(S/τ)TE
(1)
Rx=0
(2)
運(yùn)動支鏈BiMDiPDi的終端約束螺旋相同,均為
(3)
萬向節(jié)O1的約束螺旋為
(4)
末端執(zhí)行器PD1PD2PD3的自由運(yùn)動空間的一組基為
(5)

同理,并聯(lián)臂型打印頭PU1PU2PU3的約束螺旋系為三力偶,約束了所有轉(zhuǎn)動,該機(jī)構(gòu)的自由運(yùn)動的一組基為
(6)

M0=M1+M2=5
(7)
1.2 運(yùn)動位姿反解分析
設(shè)某點(diǎn)P在世界坐標(biāo)系Oxyz的坐標(biāo)為(x,y,z),在固連于旋轉(zhuǎn)平臺的局部坐標(biāo)系O1x1y1z1中的位置向量為p′=(x′,y′,z′)。首先求解動平臺姿態(tài)角為(α,β)時各滑塊MDi的位置。
由閉環(huán)矢量
o1+ri+lDi+mDi=0
(8)
且推桿lDi長度已知,整理得
|lDi|2=|o1+ri+mDi|2
(9)

圖3 運(yùn)動機(jī)構(gòu)簡圖
從局部坐標(biāo)系到世界坐標(biāo)系的坐標(biāo)變換矩陣為
(10)
此時,并聯(lián)轉(zhuǎn)動平臺3個頂點(diǎn)PDi的位置為
三支推桿長度為LD,那么其一端球心滑塊MDi作直線運(yùn)動的高度zMDi可計(jì)算得
(11)
根據(jù)動平臺旋轉(zhuǎn)角度,計(jì)算打印頭的滑塊MUi的位置反解。零件的空間位置隨平臺旋轉(zhuǎn)發(fā)生變化,根據(jù)動平臺坐標(biāo)變換矩陣R01,計(jì)算點(diǎn)P在世界坐標(biāo)系中的空間位置(x,y,z)為
(12)
式中:e為坐標(biāo)系O1x1y1z1的原點(diǎn)到成型平臺表面的距離。
推桿LU一端球心MUi作直線運(yùn)動的高度zMUi的計(jì)算式為
(13)
至此,打印空間某點(diǎn)P時,所有5個滑塊的空間位置反解zMDi以及zMUi均求解完成。
位姿反解之后,對滑塊的位移進(jìn)行速度和加速度規(guī)劃。位移段內(nèi)采用LeibRamp算法,實(shí)時規(guī)劃梯形速度曲線的參數(shù);段與段之間采用前瞻控制算法,計(jì)算位移之間的連接速度。
2 基于模型分解的路徑規(guī)劃
2.1 模型分解
采用模型分解的方式進(jìn)行任意曲面薄壁零件的五軸擠出路徑規(guī)劃。對于厚度為T的零件模型,首先以底層曲面為基準(zhǔn),每層以層厚Δti向上向外偏置,如圖4所示,將體分解為數(shù)個曲面,按面自下而上的次序?yàn)榇蛴№樞蚓幪?,2,…,n。在每個面內(nèi),以絲寬Δli為間隔,采用等距偏置曲線的方法,將面分解為首尾相接的數(shù)條線,首層為達(dá)到無支撐打印懸空結(jié)構(gòu),采用切向打印模式生成線條上點(diǎn)的位姿數(shù)據(jù);為優(yōu)化高層力學(xué)性能,采用在已成型層上原位鋪絲成型的法向打印模式。各高層間的絲材走向成角度排列,可以利用絲材各項(xiàng)異性優(yōu)化應(yīng)力分布,改善零件受外力時應(yīng)力集中的情況。

圖4 模型分解生成曲面1,2,…,n
2.2 矢量生成方式
按照本文提出的模型分解方法以及路徑和矢量生成方式,得到N個點(diǎn)的(x,y,z,α,β,e)信息(坐標(biāo)x、y、z,旋轉(zhuǎn)角度α、β,絲材擠出量e)。該算法在Matlab軟件中實(shí)現(xiàn),行列數(shù)為N×6的矩陣,最終寫出到路徑規(guī)劃的G code文件。三軸打印懸空結(jié)構(gòu)無法成型的原因主要在于絲材沒有支撐,導(dǎo)致絲材間脫粘,如圖5a所示,三軸打印角度大的懸空結(jié)構(gòu)必須要加支撐。
因此,實(shí)現(xiàn)無支撐打印工藝的難點(diǎn)在于第1層結(jié)構(gòu)的打印。首先,采用切向打印模式打印第1層結(jié)構(gòu),作為無支撐打印的支撐結(jié)構(gòu),切向打印模式下已成型絲材為打印絲材提供支撐,矢量生成方式為材料疊加方向盡量與打印頭軸線重合。其次,在第1層已成型表面上原位鋪絲成型,即法向打印模式,矢量生成方式為打印點(diǎn)處曲面法線與打印頭軸線重合。不同打印模式下的矢量方向生成方式如圖5所示。

(a)三軸打印 (b)切向打印模式 (c)法向打印模式圖5 3種矢量打印模式示意圖
切向打印模式和法向打印模式下的旋轉(zhuǎn)角度計(jì)算方法相同,如圖6所示。以動平臺坐標(biāo)為參考坐標(biāo),根據(jù)坐標(biāo)點(diǎn)P(x,y,z)的相對刀具矢量n=(i,j,k),計(jì)算動平臺繞x、y軸旋轉(zhuǎn)的角度如下
α=arctan(j/k)
(14)
(15)

圖6 旋轉(zhuǎn)角度α、β的計(jì)算方法
2.3 路徑生成方式
五軸三維打印的零件G code文件不僅包括矢量的角度信息,還包括零件的打印路徑信息。零件的打印路徑根據(jù)零件的結(jié)構(gòu)、尺寸參數(shù)等信息生成。本文對一個曲面薄壁件進(jìn)行研究,薄壁球殼體模型高為10 mm,半徑R=70 mm,半徑參照人體平均顱骨曲率R=70 mm[22]。
曲面路徑生成方式為:首層切向打印模式下,層厚為0.4 mm;高層法向打印模式下,層厚為0.2 mm;各曲面高層之間為3種交替的正交切層路徑,層內(nèi)路徑為首尾相接的齒形打印路徑。路徑規(guī)劃目的是優(yōu)化曲面薄壁件的力學(xué)性能。首層及第2、3、4層的切層路徑如圖7所示,零件按照先打印首層、再循環(huán)打印第2、3、4層的次序依次疊加曲面。若打印4層曲面分層零件,則厚度為1 mm,零件疊加的切層路徑如圖8所示。本文的零件共有7層分層曲面,厚度為1.6 mm。

(a)第4層路徑

(b)第3層路徑

(c)第2層路徑

(d)首層路徑圖7 分層路徑規(guī)劃
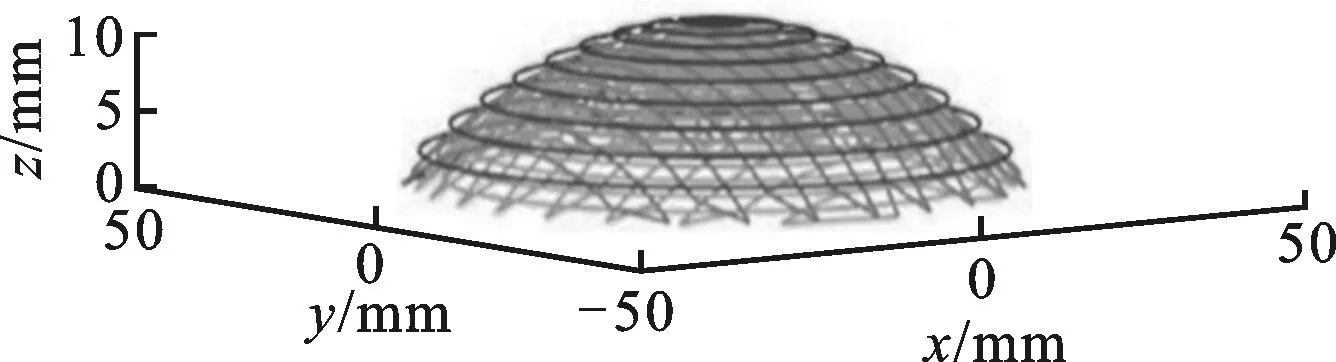
圖8 零件疊加的切層路徑規(guī)劃
3 試驗(yàn)結(jié)果
3.1 五軸打印試驗(yàn)
五軸打印材料為d=1.75 mm的PLA(聚乳酸),打印溫度為180~210 ℃,打印速度為60 mm/s,噴嘴直徑為0.4 mm,打印過程中噴嘴與旋轉(zhuǎn)平臺聯(lián)合運(yùn)動,如圖9所示。

圖9 五軸打印過程
零件打印結(jié)果如圖10所示。在零件表面,三軸打印的零件存在臺階,表面質(zhì)量不好;五軸打印的零件表面光滑,無臺階效應(yīng),層與層之間結(jié)合緊密。在零件的底面,三軸打印去除支撐之后,底面出現(xiàn)了絲材脫粘的現(xiàn)象,可以預(yù)見的是,第2層的絲材鋪放也會受此影響,導(dǎo)致部分絲材塌陷。
三軸打印使用材料15.15 g,去掉支撐剩余零件部分為11.02 g,而曲面分層五軸打印使用材料8.18 g,節(jié)省了打印材料6.97 g,節(jié)約材料46%。

(a)三軸打印 (b)五軸打印圖10 兩種方式打印零件的比較
3.2 力學(xué)性能測試
測試三軸打印和五軸打印零件的力學(xué)性能,各組樣件的直徑d、厚度T、高度h見表1。零件置于壓縮試驗(yàn)夾具的下底板,上平板向下移動,施加載荷于零件的頂端,見圖11,加載速度為2 mm/min,觀察零件的力-位移曲線和失效模式。力學(xué)性能測試使用多功能靜力學(xué)實(shí)驗(yàn)機(jī),在西安交通大學(xué)機(jī)械制造系統(tǒng)工程國家重點(diǎn)實(shí)驗(yàn)室完成。

圖11 樣件尺寸及施加的載荷
樣件的壓縮力-位移曲線如圖12所示,五軸打印樣件的力隨位移增加逐漸增大,在位移為3.33 mm處達(dá)到最大445.54 N。然后,樣件的頂部向球殼內(nèi)部屈曲,樣件被進(jìn)一步壓縮,力迅速變大,最終斷裂。三軸打印樣件在位移為1.97 mm處達(dá)到最大189.37 N,隨后力在最大值處浮動,表明失效模式為斷面逐漸脫層失效,零件被破壞為兩個部分。兩種零件的斷裂失效模式如圖13所示。

表1 樣件尺寸及失效點(diǎn)的位移與壓縮力

圖12 五軸和三軸打印樣件的壓縮力-位移曲線比較
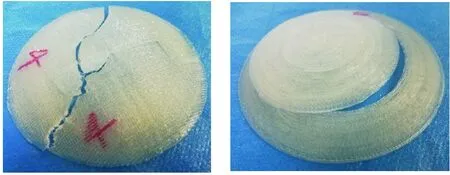
(a)樣件1(b)樣件2圖13 壓縮試驗(yàn)下樣件失效模式
4 討 論
4.1 打印結(jié)果分析
成型平臺的角度范圍為-30°~30°,打印頭與成型平臺不會干涉。事實(shí)上,由于在成型平臺角度為30°時,懸空結(jié)構(gòu)的絲材并不會脫粘;當(dāng)成型平臺旋轉(zhuǎn)角度大于60°時,才會與打印頭產(chǎn)生干涉。因此,成型平臺角度在-30°~30°一般能夠滿足五軸打印的要求。
圖10表明,五軸打印零件的表面粗糙度普遍比三軸打印零件的低。對于三軸打印零件,由于平面分層導(dǎo)致表面存在臺階狀的波紋,且波峰高度越大,表面粗糙度越高。五軸打印的旋轉(zhuǎn)自由度能夠通過法向打印模式實(shí)現(xiàn)原位曲線打印,打印路徑和角度貼合打印表面,表面更加光滑。
無支撐的五軸打印比三軸打印節(jié)省了46%的打印材料。三軸打印除了零件本身需要11.02 g材料,還需要支撐材料6.97 g,而曲線路徑規(guī)劃打印零件只需要材料8.18 g。這主要是由于在切向打印模式下,旋轉(zhuǎn)平臺能夠?qū)⒁殉尚偷慕Y(jié)構(gòu)旋轉(zhuǎn)為懸空結(jié)構(gòu)的打印提供支撐。
4.2 力學(xué)性能測試
對于三軸打印的樣件,因?yàn)檩d荷施加方向與材料疊加方向垂直,以及平面分層比曲面分層接觸面積小,所以頂部向球殼內(nèi)部滑移,在分層處出現(xiàn)了斷面。五軸打印樣件曲線路徑的絲材走向可以使內(nèi)部應(yīng)力沿曲面的切線方向分布,提高了樣件的強(qiáng)度和剛度。
5 結(jié) 論
(1)將球面并聯(lián)機(jī)器人和經(jīng)典的并聯(lián)臂型三維打印機(jī)組合,搭建曲面分層五軸擠出打印裝置。按照運(yùn)動學(xué)公式在下位機(jī)控制軟件中編寫軌跡規(guī)劃函數(shù),使裝置在數(shù)字控制下進(jìn)行曲面分層五軸三維打印。
(2)在Matlab軟件中生成零件的G-code曲線路徑規(guī)劃文件,通過宏觀分析和絲材排布結(jié)構(gòu)分析表明,五軸三維打印工藝打印減小了零件的表面粗糙度,能夠比有支撐平面分層打印減少材料消耗46%。
(3)對零件進(jìn)行力學(xué)試驗(yàn),相同零件的五軸擠出打印相比三軸擠出打印,最大破壞力由(189.37±8.7) N提高到了(445.54±52.57) N,材料消耗減少了46%。因此,本文的五軸三維打印設(shè)備能夠打印高強(qiáng)度、高剛度,無支撐、表面粗糙度低的零件。
(4)目前,任意形狀零件的模型分解算法部分還有待完成,只能進(jìn)行球殼形狀的打印。模型分解算法需要保證零件無支撐和結(jié)構(gòu)不干涉兩個要求。如果該算法完成,將可以個性化五軸打印顱骨植入物、渦輪葉片等復(fù)雜曲面零件。
因此,采用五軸材料擠出成型裝置和工藝,能夠?qū)崿F(xiàn)五軸曲面打印低表面粗糙度、高承重能力的絲材排布結(jié)構(gòu)的零件,適用于曲線路徑結(jié)構(gòu)打印[23]、無支撐結(jié)構(gòu)打印以及復(fù)合材料連續(xù)打印[24]等的應(yīng)用。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
