以PLC為基礎的新型機床控制系統設計與實現
2019-03-25 15:17:23祁偉
粘接 2019年7期
祁偉
摘要:隨著科技的發展,PLC技術被廣泛的應用到數控機床中控制系統中,PLC技術的應用不僅提高了數控機床的控制能力,還提高了數控機床的精密度。文章首先全面介紹了PLC自動控制系統,對以PLC技術為基礎的數控機床控制系統所存在的設計問題進行了深入的探討,為提高機床生產的穩定性和安全性提供借鑒和參考。
關鍵詞:PLC;新型機床;控制系統
中圖分類號:TQ016.5+4文獻標識碼:A 文章編號:1001-5922(2019)07-0184-03
傳統的數控機床的控制電路為繼電器邏輯電路RLC,隨著科技的不斷進步,其控制電路已經升級為可編程邏輯控制器PLC。PLC在對數控機床進行控制的過程中,不僅可以實現各個坐標軸的連續控制,還可以控制主軸的起停,液壓系統、報警系統等的控制。另外,PLC控制系統具有可靠性高,程序簡單,抗干擾能力強,性價比高的特點。
1 PLC概述
可編程邏輯控制器簡稱PLC,其實質是一種數字運算電子系統,該系統設計的服務環境為工業環境。其存儲器類型為可編程存儲器,主要用于邏輯運算、技術等特殊指令,應用數字式的輸入和輸出方式對機械的生產過程進行控制。可編程邏輯控制器屬于一種新型的工業控制器,其將自動控制技術和計算機技術有機的結合在一起。具有以下優勢:邏輯運算能力有所加強,數字處理功能有所減弱;抗干擾能力強,可以適應不良的工業環境;結構體積較小,安裝較為容易;操作起來更加方便,容易控制。
2 數控機床電氣控制系統的基本結構
2.1數控機床基礎結構
2.1.1機床主體
機床的主要任務就是零件加工,對各種原材料進行處理,加工成為預先設計的零件結構。
2.1.2電氣控制單元
機床的主要控制部分為電氣控制系統,電氣控制系統主要有三個部分構成:電源、運動控制器以及電機等,電源主要為整個機床提供電能,電源為機床供給電能的方式有兩種:一種是將固定電流轉換成一種可調節的電流,和控制器保持一定的通信聯系;另外一種不能對電流形式進行轉化,也不能和運動控制器保持相應的通信聯系。交流電是支撐數控機床電動機運轉的主要能量,而電機的作用就是將電流轉換為交流電。數控機床的指揮中心為電氣控制單元,電氣控制系統的主要組成部分為運動控制器,運動控制器的作用是實現對機床主體部分的邏輯控制,協調機床各項工作,保證運動控制器正常穩定的運行,繼而保證整個電氣控制系統可以正常穩定的運行。
2.1.3電氣控制系統的執行部分
該部分的功能是控制零件加工過程,應用電池閥控制原材料加工活動,比如,通過調整相應的參數變化刀具角度,有效提高零部件的生產效率。
2.1.4PLC
該部分是數據機床的核心控制部分,PLC的應用可以實現對相應程度的分析和應用,通過用戶輸入的信息控制運動控制器,然后實現對電機模塊的控制。傳感器會檢查數控機床在運動過程中的實際狀態以及各項參數,將所檢測到的參數上傳至PLC電氣控制系統,繼而實現對數控機床的控制。
2.2數控機床的特殊結構
數控機床在實際運行過程中,可能會出現相應的突發狀況,比如因為操作人員操作不當導致的生產問題等。為了避免這些問題,在設計數控機床系統的過程中應該設計相應的特殊結構。
2.2.1緊急按鈕
緊急按鈕的設置主要是為了可以保證技術人員可以對突發狀況進行應對,在正常情況下,緊急按鈕處于斷開狀態,如果出現緊急狀況,工作人員按下緊急按鈕,那么急停按鈕的接觸點就會斷開,緊急按鈕所控制的回路繼電器也會斷開,電源直接被缺點,保證了生產安全。按下緊急按鈕時,控制系統還會接收到相應的報警信號,然后系統就會發出指令,通知各個設備停止運行,這些停止運行的指令發出的同時,系統程序也會復位。
2.2.2超程限位
機床在正常運行狀態時,超程限位程序處于斷開狀態,如果按下超程限位開關時,那么開關位置的接觸點就會斷開,繼電器發生斷電,然后發出相應的報警信息。控制系統首先會處理報警信息,當合理處理故障后,警報就會解除。
3 基于PLC的數控機床電氣控制系統
3.1PLC技術在數控機床中的工序步驟
3.1.1輸入處理步驟環節
該環節的主要工作是收集信息,主要收集的信息是數控機床各類電力的所有實際工作參數,應用PLC技術開展該項工作的過程中,電力系統處于接通狀態,接通的電路會完成相應的輸入工作。
3.1.2PLC技術執行環節
僅憑系統程序是無法完成該階段工作任務的,在執行環節,系統首先會下達執行命令,PLC接收命令后,就會對相應的數據信息進行收集,根據各個指令完成相應的工作。該階段的操作一般需要不同的程序相互配合才能完成。
3.1.3輸出處理環節
在這個環節,PLC技術的電路處于輸出電路狀態,用戶可以根據實際工作確定一種特定的輸出模式,完成相應的操作指令后,鎖存器會將輸出結果存儲起來,然后通過轉存操作,實現外部負載的目的。
3.2PLC電氣控制系統組成
PLC電氣控制系統的主要組成部分有:工控機、傳感器、電源模塊、運動控制器等。先對其中兩種組成部分進行具體的介紹。
3.2.1電源模塊
電源模塊的作用就是轉換電流形式,通過變頻器將交流電轉換為直流電,再通過逆變器將直流電轉變為交流電,數控機床運運行通常應用到的是交流電。電源模塊又有兩種形式:可調電源模塊和不可調電源模塊。其中可調電源模塊可以根據系統的參數設置一個預定的轉化數值,可以和運動控制器相互連接建立通信關系。
3.2.2運動控制器
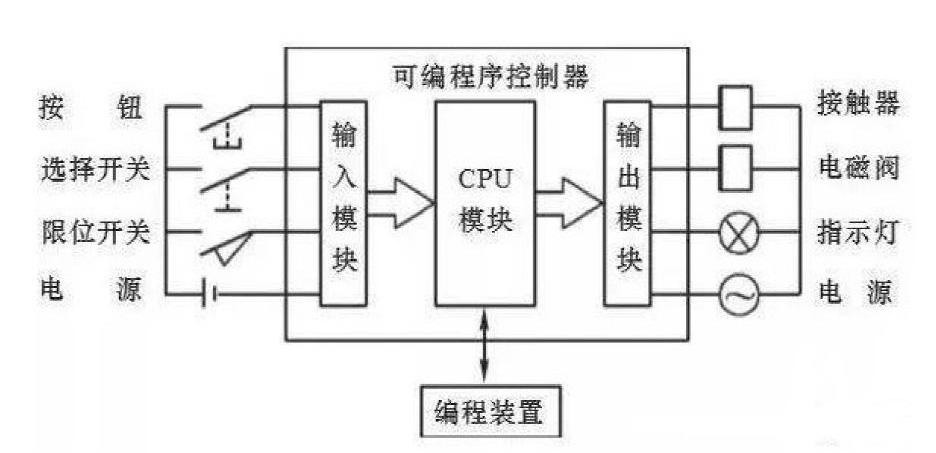
該部分是整個系統的核心部分,主要有三個功能:運動控制、工藝控制以及邏輯控制。整個電氣系統的工作效率都和運動控制器的速度和可靠性有著直接的關系,PLC控制系統如圖1所示。
3.3PLC技術在數控機床中的控制
數控機床中PLC技術實現控制功能的基礎就是程序指令,程序指令會將相應的信號和程序納入控制系統中,為了保證準確性,還需要對其進行一次更加全面深入的分析。PLC技術還可以實現對面板的高效控制,保證CNC的安全性:PLC技術可以對信號的傳輸進行有效的控制,為了避免信息傳輸中產生的錯誤,必須保證信號穩定有效。PLC技術還可應用于警報系統中,一旦發生操作異常情況,首先對PLC系統的反饋進行分許和診斷,然后完成相應的診斷和分析工作,及時作出預警提示。在數控機床中所應用到的PLC技術可以對系統完成升級和改進,在實際運行過程中實現高效轉換時數控機床現代化的發現,PLC技術的應用可以對系統結構進行優化,升級數控機床的控制性能。
3.4PLC數控機床電氣自動化控制
3.4.1自動換刀
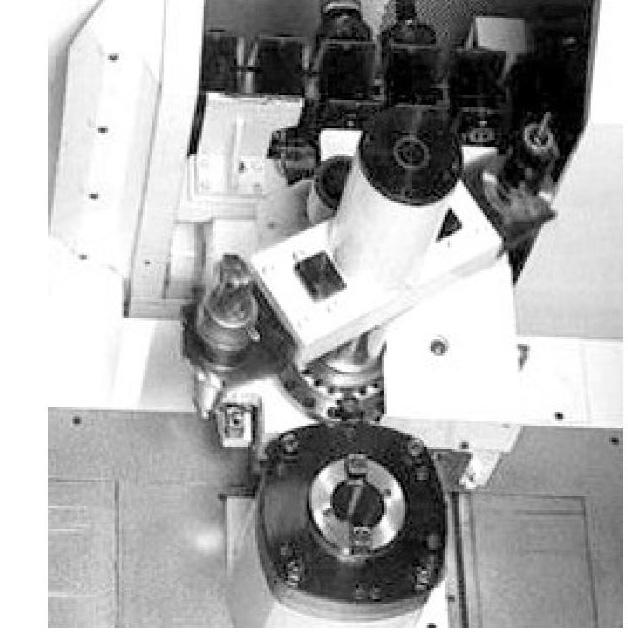
該功能是數控機床的主要功能,不僅可以完成機械自動換刀的操作過程,傳統的人工換刀一般會浪費較長的時間,而機械自動換刀可以節省大量的時間成本。另外,和傳統人工換刀相比,機械自動換刀具有兩個自由度,有效提高了數控機床的工作效率,控制電磁閥的開關可以完成刀具加筋和機械臂加筋的功能,繼而完成換刀的主要操作步驟。換刀的主要操作步驟有四個:機械手伸展、機械手松開,機械手收回、機械手夾緊,只要完成這四個操作步驟,那么換刀操作也就完成,如圖2所示。
3.4.2斷刀檢測
數控機床在運行過程中,十分容易出現一個問題就是斷刀故障,這個故障一旦發生,應該立即停止所有的機械工作,避免發生更為嚴重的安全問題。OC門的光線傳感器是斷刀檢測的核心,OC門的3根接人線和24V電源上直接相連,OC門信號線與24V電阻相互組合構成一個有效的電平輸出。為了降低傳感器發生磨損或者斷裂的概率,傳感器應該及時檢查刀具,并且將刀具的檢查結果傳送到電氣控制系統,電氣系統如果接收到刀具出現磨損的信號,那么控制中心就會發出暫停機床工作的指令,并且自動完成換刀,然后通知復位,繼續開展零件加工操作。
3.4.3深度檢測
機床在加工零部件的過程中,刀具的深度檢測是十分重要的工作,因為刀具深度直接決定了換刀時主軸夾緊的位置,只有保證刀具深度滿足相應的要求,才能保證所生產出來的零部件可以滿足相關標準。所以,檢查刀具的深度是十分有必要的,如果刀具深度檢測結果不合理,那么需要重新調整刀具的深度,保證該深度可以符合相應的標準要求。
4 結語
隨著社會的進步,科技信息的發展,PLC控制系統被廣泛的應用到各行各業的發展中去。PLC控制系統在數控機床中的應用,不僅有效提高了機床工作效率,同時還提高了機床加工的自動化。在機床未來的發展中,為了提高數控機場的控制能力,必須不斷完善和升級PLC電氣控制系統。
