涂裝機器人仿形規劃與車身外觀工藝調試
2019-03-22 09:27:32李欣鄔波易煒
汽車實用技術 2019年5期
關鍵詞:調試
李欣,鄔波,易煒
?
涂裝機器人仿形規劃與車身外觀工藝調試
李欣,鄔波,易煒
(浙江吉智新能源汽車科技有限公司,浙江 杭州 311228)
噴涂機器人已經在汽車工業中得到廣泛應用,而噴涂軌跡是保證噴涂質量的重要因素。文章對機器人噴涂軌跡做詳細闡述,并對該軌跡的編制流程進行全面分析,對每個環節進行重點論述,并結合整車外觀調試工藝流程,對影響外觀質量的因素加以說明。
涂裝;仿形;軌跡;機器人;外觀
引言
隨著汽車工業的不斷發展,工業機器人代替傳統的人工操作已經得到廣泛應用,尤其在涂裝噴涂方面優勢極為明顯。傳統的人工噴涂完全依靠操作人員的技術、經驗及責任心來保障噴涂效果,過程難以控制,噴涂質量穩定性差,而采用機器人噴涂,不僅可以降低人工成本,更能有效的對噴涂參數加以管控,且漆面裝飾性好,外觀質量穩定,油漆利用率高。目前,機器人噴涂已經成為汽車涂裝的關鍵技術,盡管前期投入相對較大,但從長遠效益來看,經濟效益非常可觀[1]。
噴涂機器人就是通過編程利用計算機輔助路徑規劃來進行復雜噴涂作業。采用機器人噴涂,可以對噴涂軌跡和過程進行數字化描述,做到精確控制,有利于控制噴涂質量,控制噴涂穩定性。
1 仿形

圖1 某車形仿形軌跡圖
仿形即機器人運動軌跡,全部軌跡路線近似于車型外輪廓的放大曲線如圖1所示,該曲線與車身輪廓的法向距離即為噴杯到車身的噴涂距離。機器人將涂料噴涂到車身表面,烘干后的諸如膜厚、色差、橘皮、光澤等漆膜參數在穩定的公差范圍內,且沒有明顯的表面缺陷,如流掛、少漆、色差、條紋等[2]。
因此我們會針對不同的車型設置不同的噴涂參數以及特定的噴涂軌跡,其中噴涂參數如吐漆量、旋杯轉數、成形空氣、電壓可以隨著天氣因素靈活調整,但是噴涂軌跡的調整只能在停線時進行優化,且需要實車噴涂驗證,因此噴涂軌跡是獲得良好噴涂質量的關鍵因素,也是需要首先固化的一項參數。
2 仿形前期規劃
2.1 確定漆霧重疊率
漆霧重疊率即為機器人在工件表面由上至下往返噴涂時,相鄰兩槍噴涂重疊比率。
其中,重疊率=(噴幅-往返間距)/噴幅;噴幅由機器人旋杯型號來確定。機器人運行軌跡的間距設置涉及到很多因素,設備因素如鏈速,槍速,噴槍的噴幅等,涂料因素如粘度,上漆率,固體份等[3]。
例如,當產能一定的前提下,鏈速保持不變,在導入新車型時,主要關注車身是否超寬超大,是否需要提高槍速來滿足正常噴涂,當槍速提高,勢必降低單次噴涂膜厚,為了保持膜厚一定,首先可以通過縮小間距增加重疊率來保證總膜厚,但是重疊率增加又會增加凈噴涂時間從而影響效率,最終影響鏈速及總產能。其次也可以提高涂料固體份、增加粘度來保障上漆率,這樣會增加涂料成本,滿足當下調試車型的同時,無形中增加了其他在產車型的油漆成本。
綜上諸多因素息息相關,建線之初為面漆線產能預留足夠的提升空間。在調試新車型仿形軌跡時,經驗判斷,涂料成膜一般為噴涂2~3遍,軌跡重疊率一般在50%~70%之間,可滿足工藝需求。
2.2 計算噴涂時間
確定機器人噴涂時間能否滿足生產節拍,噴涂時間計算公式如下:
機器人噴涂時間=清洗時間+換色時間+跟蹤傳送等待時間+走空槍時間+實際噴涂時間[4]。
我們要根據機器人的排布,合理分配機器人的噴涂工作量,使得每個機器人的噴涂工作既要有特殊性,又要有均衡性,使得每個機器人的工作時間相當。
2.3 區域劃分
車身輪廓凹凸不平,且存在銳邊棱線等特征部位,在相同噴涂參數下,噴槍掃過的各個部位,存在膜厚不均,外觀質量千差萬別,若針對質量差的部位進行修改參數,勢必會影響噴涂質量好的區域,因此獨立修改,各個擊破的方式會起到很好的效果。
我們習慣將車身表面程度近似的部位歸納為一個分區,例如翼子板,前門板,后門板,側圍,大頂,門框,裙邊單獨劃分區域,不同分區維持不同的設備參數,各分區相互獨立相互配合,使整車膜厚均勻一致[5]。
注意事項,雖然建立分區會使車身各個部位相對獨立,分區并不是越多越好,像地球一樣,大陸板塊搭接處為地震高發區,同理分區搭接處的外觀問題很難處理,經常出現斑馬條紋,發花,流掛等缺陷。我們規劃分區要堅持一個原則,平滑面與曲率大的特征線、轉角不要劃分同一分區,分區搭界盡量劃在車身分縫線處。
3 示教
3.1 現場示教
仿形軌跡的設定可以通過在線示教完成,也稱現場描點,旨在車身外表面用不同顏色的膠帶手工規劃機器人噴涂軌跡,如圖2所示,然后通過控制操作盤讓機器人沿著預先畫好的軌跡運動,利用設備的記憶功能,完成每個機器人的軌跡動作,最后將所有動作儲存為一個獨立文件,便形成一套完整的仿形程序。
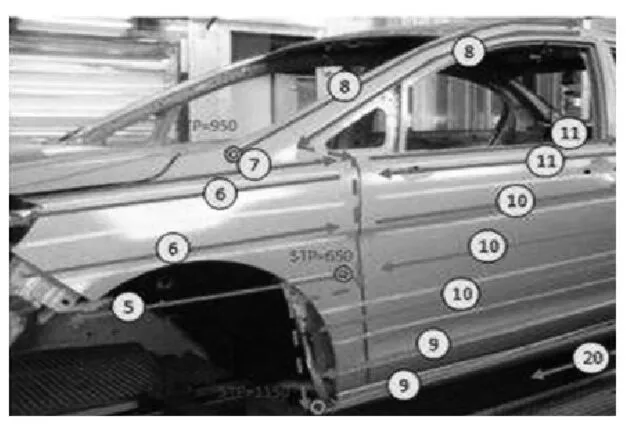
圖2 某車型仿形軌跡現場示教圖
首先在進行現場描點前,需要在噴槍口捆綁標尺,以便保持噴槍與車身之間的槍距固定。其次在完成每一個分區軌跡后,要進行空機運轉,驗證每一組動作平滑順暢且無機械報警[6]。
3.2 離線編程
在數字化高度發達的今天,計算機仿真模擬無處不在,在編制仿形軌跡工作中同樣可以用到。目前行業上有多款編程軟件可實現離線編程。

圖3 某車型仿形仿真模擬
離線編程即為使用編程軟件對現場進行模擬,實現生產線數字化管理及驗證。首先需要模擬生產線建立模型,然后將車身數模(包括開閉件的開啟角度)、滑橇及相對位置關系導入編程軟件,通過軟件來對車身進行軌跡模擬,如圖3所示。
采用離線首先驗證機器人的噴涂是否滿足生產節拍,機器人之間是否出現干涉碰撞風險,機器人動作是否出現異形動作;其次驗證各機器人的噴涂面積是否相當,避免出現過飽和、過閑置情況發生。利用軟件操作可以有效的提高工作效率,可以隨時隨地完成,不用耽誤生產,不用停線,也不用等節假日或者停線休息的有限空閑時間[7]。
有了理論的基礎,現場驗證相對容易,將程序導入現場機器人即可進行模擬。工作簡單,時間靈活。有了完美的仿形軌跡,給接下來的工藝調試奠定了堅實的基礎。
4 現場調試
4.1 設置噴涂參數
前期的所有準備工作都是為了后面的噴涂調試做準備,我們需要給機器人輸入不同的噴涂參數,經過反復的驗證,最終獲得完美的外觀。
噴涂參數的設置對膜厚起關鍵作用,常規的噴涂參數如下:槍速,槍距,旋杯轉速,空氣壓力,吐出量,靜電電壓。
如果是新車型導入,相關參數可以參照現有車型進行設置。噴涂同一類油漆,噴涂不同部位,旋杯轉速、電壓基本一致,槍距在編制仿形程序的時候已經確定,需要調整的為吐漆量與成形空氣。如果是新工廠初建,可以根據設備型號、涂料情況來設定一個經驗值,對于像翼子板尖角、門邊等特殊位置容易產生漆膜堆積現象,易出現肥邊、流掛等漆膜缺陷,應設置較小的吐出量,常規的參數值設置如表1表2。
表1 機器人噴涂參數
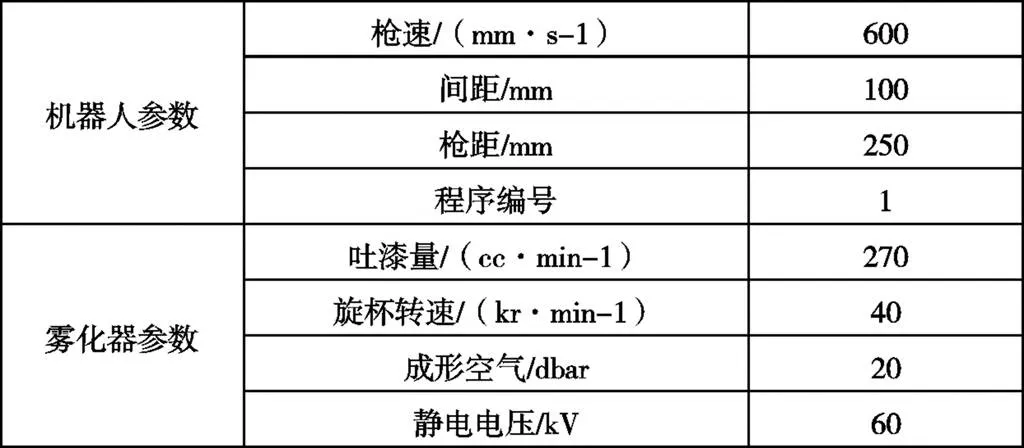
表2 車身不同部位吐漆量設置 ml·min-1
注:此表為經驗值,實際操作可依據現場調整
4.2 掛板試噴
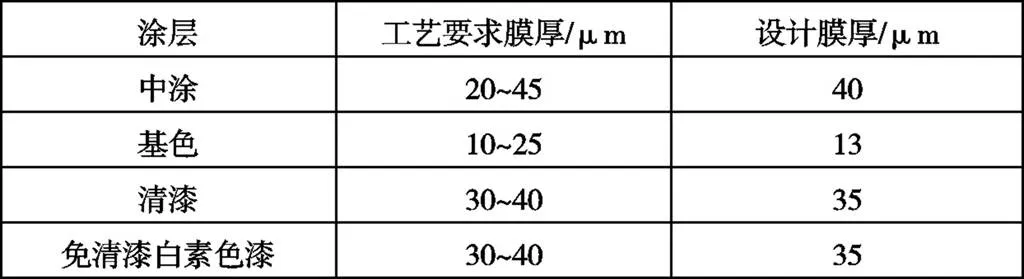
在未經過帶漆噴涂調試前,以初步設定的噴涂參數及仿形軌跡噴出的車身,外觀是存在嚴重偏差的,我們需要在噴涂后,采集中涂、基色、罩光的分層膜厚,通過調整吐漆量,使整車膜厚固定在統一的范圍內,并且要求在特征部位不存在流掛、返青、發花、橘皮大等嚴重缺陷,同時車身外觀參數滿足企業標準。表3顯示的是某公司3C2B噴涂工藝的相關膜厚標準:
表3 3C2B噴涂工藝膜厚標準
此部分工作是漆膜現場調試工作的重要內容,工作量相對較大,為了確保分層膜厚采集的準確性,要求每次噴涂必須在電泳車身上完成,這樣下來一個車型一個顏色的調試會耗費5~7臺的白車身,這樣的車身外觀質量差,只能用于碰撞、臺架等基礎實驗,不可用于展銷、廣宣。
為了節約成本,減少白車身的使用,可以采用車身包裹鋁箔,并在鋁箔表面粘貼電泳板,我們通過采集電泳板的數據來代替車身數據。這樣每次僅需要更換電泳板,保留唯一的電泳車身。電泳板的成本相比電泳車身廉價很多。
車身粘貼電泳板,需要根據前期的分區方式,對每個分區進行粘貼,電泳板數量根據分區面積,合理排布,僅覆蓋代表性部位即可,無需整車全覆蓋。
在當前的仿形程序及參數下進行帶漆噴涂,首先要確保全程無高電壓報警[8]。
4.3 整車驗證
掛板噴涂為車身調試工作的前期工作,當各個分區的電泳板膜厚相對穩定后,需要噴涂整車加以驗證。驗證一:整車膜厚均勻性,膜厚數據大量采集;驗證二:尖角、銳邊、棱線無掛漆,凹槽無返青;驗證三:整車外觀參數達標。
對于各缺陷,調整機器人吐漆量是最直接最有效的辦法,首先確認產生漆膜缺陷的漆層,例如流掛會出現在中涂層、清漆層,漆膜噴涂過厚導致,通過降低吐漆量來解決;返青、發花出現在色漆層,漆膜噴涂過薄導致,通過增加吐漆量來解決;橘皮出現在清漆層,漆膜噴涂過薄導致,通過增加吐漆量來解決,等等。
有些情況是通過調整吐漆量無法解決的,例如翼子板尖角流掛,但是翼子板大面總體膜厚處于標準下限,降低吐漆量會消除尖角流掛,但是會影響總體膜厚。可以通過設備及涂料兩個方面來解決,一,仿形問題,尖角處走槍過多,槍距太小,可以通過設置開關槍或者調整槍距來解決;二,涂料粘度不夠,流淌性太強,可以通過調整粘度、添加快干固化劑來解決。類似問題,我們首先要試噴多種顏色,全方位多角度分析,是個案還是普遍現象,因為顏色是多種多樣的,油漆配方各不相同,出現漆膜問題也是正常現象,但仿形軌跡是唯一的,它對應該車型的所有顏色,仿形一旦調整,會涉及到所有顏色都會發生變化。只有普遍的缺陷發生,才會考慮調整仿形程序。
整車驗證既是為了解決車身所有細節部位的缺陷,當所有缺陷都得以改善,整車噴涂工作圓滿結束。
5 結語
車身的仿形軌跡定制及車身顏色噴涂調試是涂裝調試工作中一項重要工作,車身漆膜性能的提高很大程度上取決于車身的噴涂軌跡,其結果直接影響到整車的外觀質量,因此前期的仿形編制尤為重要,它能充分發揮機器人的噴涂優勢,也能規避油漆自身的缺陷,需要在實際調試工作中充分總結,調研,并在實際生產中加以應用。
[1] 吳小穗.涂裝噴涂機器人仿形與漆膜性能調試[J].材料保護,2007.8: 66~68.
[2] 任文玲.新車型涂裝機器人仿形開發過程及漆膜調試[J].重點報道, 2014.10:7~9.
[3] 王海平.機器人噴涂仿形技術及噴涂工藝的優化[J].上海涂料, 2015.4:32~35.
[4] 趙靜謙.機器人噴涂仿形示教[J].上海涂料,2012.4:36~38.
[5] 韓鴻志.全仿形自動噴涂機噴涂軌跡規劃與結構設計[J].機械設計,2014.7:75~80.
[6] 李祥明.噴涂機器人多遍噴涂涂層均勻度分析[J].技術交流,2014.2: 16~19.
[7] 祁文硯.噴涂機器人離線編程的應用和擴展[J].制造業自動化, 2013.10:25~27.
[8] 趙曉龍.自動熱噴涂機器人噴槍軌跡研究綜述[J].現代制造工程, 2014.1:131~136.
Planning of profiling of painting robots and body appearance process debugging
Li Xin, Wu Bo, Yi Wei
(Zhejiang Jizhi New energy automobile technology co., Ltd., Zhejiang Hangzhou 311228 )
Spraying robot has been widely used in the automotive industry, and spraying trajectory is an important factor to ensure the quality of spraying. In this paper, the spraying trajectory of the robot is described in detail, and the compilation process of the trajectory is comprehensively analyzed. Each link is emphatically discussed, and the factors affecting the appearance quality are explained in combination with the vehicle appearance debugging process, factors of affecting the appearance quality.
Paint;Profiling;Track;Robot;Appearance
A
1671-7988(2019)05-158-04
U466
A
1671-7988(2019)05-158-04
U466
李欣,就職于浙江吉智新能源汽車科技有限公司。
10.16638/j.cnki.1671-7988.2019.05.050
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00