大型工字鋼熱軋過程模擬分析
2019-03-18 04:32:51趙軍濤李韜楊甲申
智能制造 2019年3期
關(guān)鍵詞:水平
趙軍濤 李韜 楊甲申
一、引言
熱軋加工是材料在再結(jié)晶溫度之上的壓制成型過程。有多種熱軋形式存在。經(jīng)過軋制可得到所要的材料截面和形狀。
結(jié)構(gòu)鋼是最常用的熱軋型材。常見的截面形狀有工字形、H形和u形等。本文將論述應(yīng)用網(wǎng)格再劃分對工字鋼熱軋成型加工過程進行靜態(tài)模擬。
1、熱軋加工的描述
熱軋加工包括兩個基本階段:非穩(wěn)態(tài)和穩(wěn)態(tài)。熱軋加工的開始和結(jié)束為非穩(wěn)態(tài)階段,中間過程屬于穩(wěn)態(tài)階段。
在非穩(wěn)態(tài)階段,鋼坯開始與軋鋼接觸并經(jīng)過軋輥的運動填充與軋輥間的空隙。當(dāng)鋼坯開始通過軋輥、直到鋼坯尾端截面開始與軋輥接觸時這一中間過程被認為穩(wěn)態(tài)階段。
2、熱軋過程模擬
盡管瞬態(tài)分析常被用于熱軋過程的模擬,但當(dāng)動態(tài)效應(yīng)不再是關(guān)注的重點或者考慮到動態(tài)需要大量資源的情況下,靜態(tài)分析總是優(yōu)先的選擇。
靜態(tài)分析經(jīng)過兩載荷步完成:首先建立軋制條件,真正的熱軋發(fā)生在第二載荷步。
在第一個載荷步,鋼坯朝剛性軋輥移動與軋輥接觸,坯料填充與軋輥間的空隙以便輥子開始轉(zhuǎn)動時由他們間的接觸摩擦力驅(qū)動坯料。
在第二個載荷步,軋輥驅(qū)動、碾壓鋼坯使得矩形截面變成工字形截面。
求解計算中,在第一個載荷步接近結(jié)束時,模擬分析可能由于網(wǎng)格畸變而中止。此時需激活程序網(wǎng)格再劃分功能、修復(fù)過度扭曲的網(wǎng)格,使得求解進程恢復(fù)并利用新網(wǎng)格繼續(xù)計算。
二、問題描述
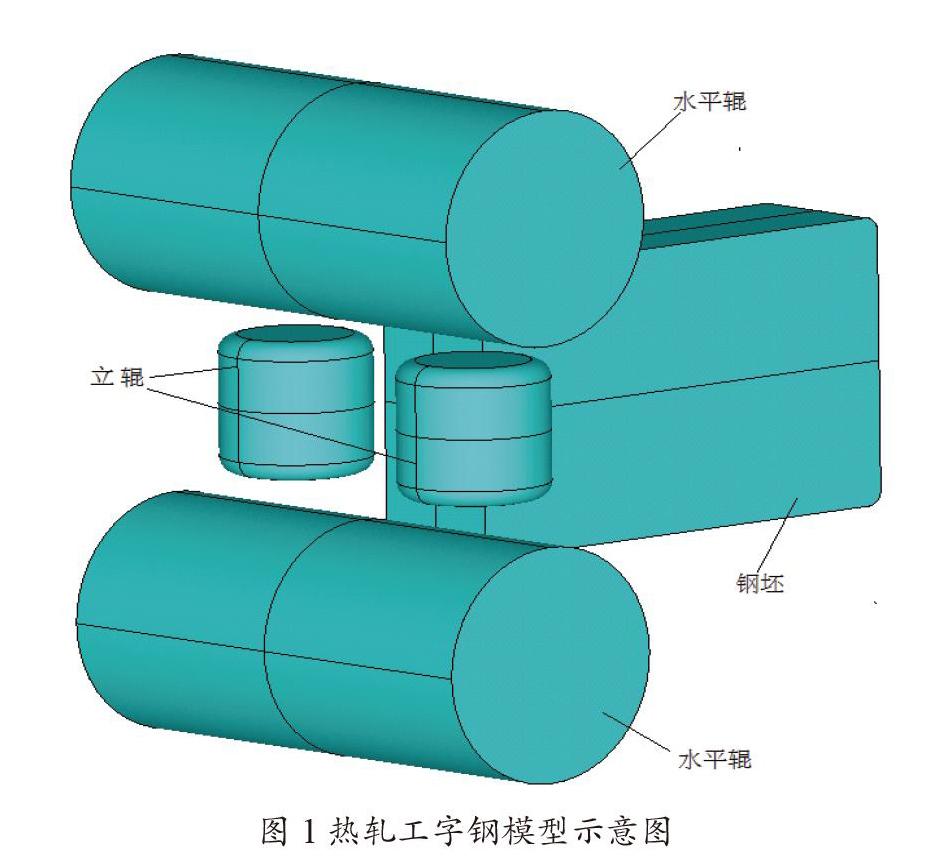
如圖1所示,矩形截面的鋼坯經(jīng)過一組輥子碾壓后成為工字形截面梁。
上下水平軋輥分別從上、下擠壓鋼坯以增加并控制工字梁翼緣寬度、減小腰厚。模擬時用剛性目標(biāo)單元建模。
兩側(cè)立輥兩端柱面與端面間用圓角過渡,以保證坯料光滑流動。兩立輥分別從兩側(cè)擠壓鋼坯形成并控制工字梁腰部的厚度。與水平輥一樣,模擬時立輥亦采用剛性目標(biāo)單元建模。
兩對軋輥的軸線在同一平面,取其中心為總體坐標(biāo)系原點,x軸指向右側(cè)立輥中心,Y軸指向上水平輥中心,可以看出,結(jié)構(gòu)分別以XOZ和YOZ面對稱。
因此,為減少建模工作量和計算時間,可用圖1所示模型的1/4分析。分析完成后,利用對稱擴展可觀察全部模型結(jié)果。
模擬以兩個載荷步靜態(tài)分析完成。在第一個載荷步,鋼坯朝向全約束的剛性軋輥移動以開始軋制過程。在第二個載荷步,每個軋輥繞其中心軸轉(zhuǎn)動使鋼坯沿水平方向(z向)同步移動完成軋制。
由于在鋼坯和軋輥間存在較大的摩擦力,軋輥的轉(zhuǎn)動驅(qū)使鋼坯在輥子間被碾壓、移動穿過,形成工字形截面。然而,大變形在有限元模擬中通常會出現(xiàn)網(wǎng)格過度扭曲,導(dǎo)致收斂困難使計算中止。一般需要進行網(wǎng)格再劃分操作修復(fù)已畸變的網(wǎng)格使得求解繼續(xù)。
三、建模
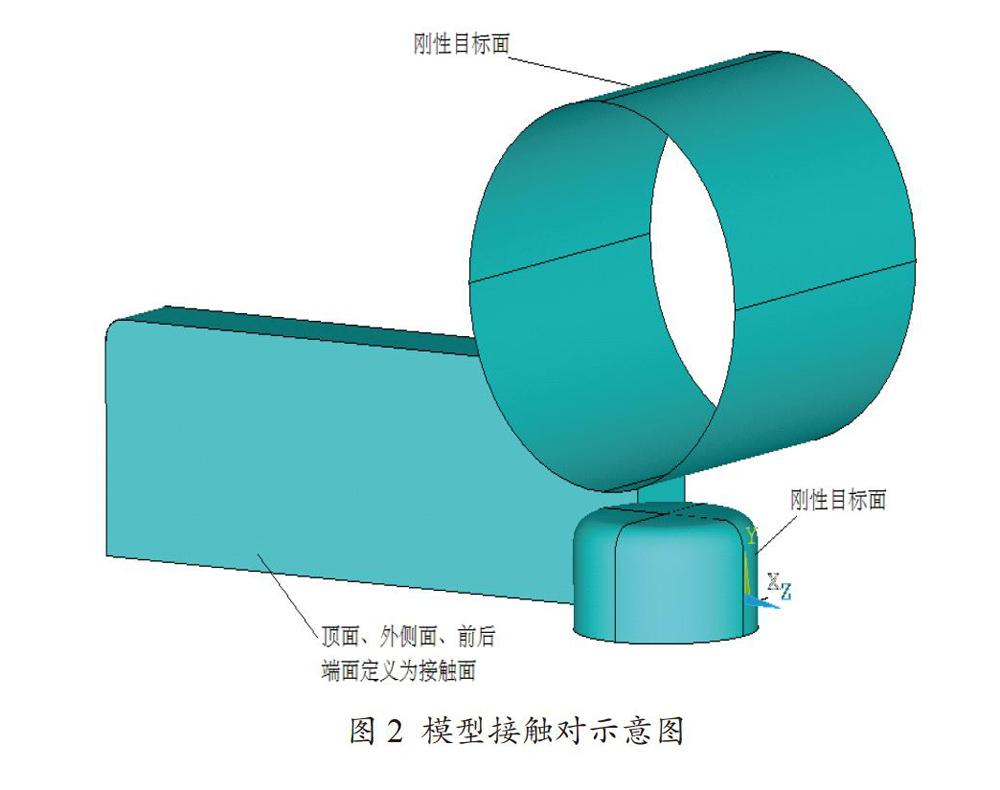
如上所述,取1/4結(jié)構(gòu)建立分析模型及單元劃分,如圖2所示。
1、鋼坯
鋼坯為長4000mm、寬1100mm、高2440mm的長方體,用8節(jié)點3D實體單元(185)模擬,并激活MixedU-P選項。為有助于建立鋼坯與水平軋輥的接觸對,鋼坯兩端面分別與頂面和底面間給定半徑120mm的過渡圓角。
2、軋輥
給定水平輥總長4200mm、半徑r1=1000mm,立輥總長1170mm,半徑r2=585mm,兩端過渡圓角半徑150mm。水平輥的柱面和立輥的所有外表面都被沒定為剛?cè)峤佑|對的剛性目標(biāo)面。
在目標(biāo)面上網(wǎng)格化生成選定的目標(biāo)單元。由于立輥兩端都有過渡圓角,目標(biāo)面不能用基本幾何體創(chuàng)建單元模型。在這種情況下,首先生成立輥幾何模型,然后用目標(biāo)單元(如TARGE170)網(wǎng)格化生成與坯料間的接觸對。
3、接觸對
(1)坯料和水平輥間的接觸對。
坯料和水平輥間是典型的剛?cè)峤佑|對。圖2所示1/4坯料的頂面、外(左)側(cè)面、前后端面(不含對稱面)都為接觸面,用接觸面單元(CONTAl74)建模。水平輥被設(shè)置為剛性輥,可用命令語句(TSHAP,CYLI)或GUI方式定義為目標(biāo)單元(TARGE170)。
生成一個與水平輥(剛性目標(biāo)面)有關(guān)的導(dǎo)航節(jié)點。該導(dǎo)航節(jié)點支配整個目標(biāo)面的運動。有關(guān)整個目標(biāo)面的力、扭矩和位移都可通過導(dǎo)航節(jié)點定義。如果有旋轉(zhuǎn)、力矩等載荷作用,導(dǎo)航點的位置就很重要。在本例中,導(dǎo)航點被定義在水平過的質(zhì)心,因為在第二載荷步,軋輥必須旋轉(zhuǎn)。
擴展拉格朗日算法用于該接觸對。
(2)坯料和立輥間的接觸對。
坯料和立輥間也是典型的剛?cè)峤佑|對,在坯料的外(左)側(cè)面、前端面和立輥的外表面間創(chuàng)建接觸對。如上所述,坯料表面為接觸單元(CONTA174),剛性立輥表面為目標(biāo)單元(TARGEl70),同樣應(yīng)定義支配立輥運動的導(dǎo)航節(jié)點。
四、材料特性
坯料為結(jié)構(gòu)鋼,取雙線性各向同性隨動硬化材料特性模式。再結(jié)晶溫度給定為500°C,彈性模量E=1.7×105MPa,波松比u=0..35,切線彈性模量E=2000MPa,屈服極限σy=70MPa,軋輥與坯料間摩擦系數(shù)f=0.6。
五、邊界條件和載荷
首先,在1/4坯料的內(nèi)側(cè)面(YOZ面)和下底面(XOZ面)施加對稱約束。
1、載荷步1實現(xiàn)坯料與軋輥的接觸
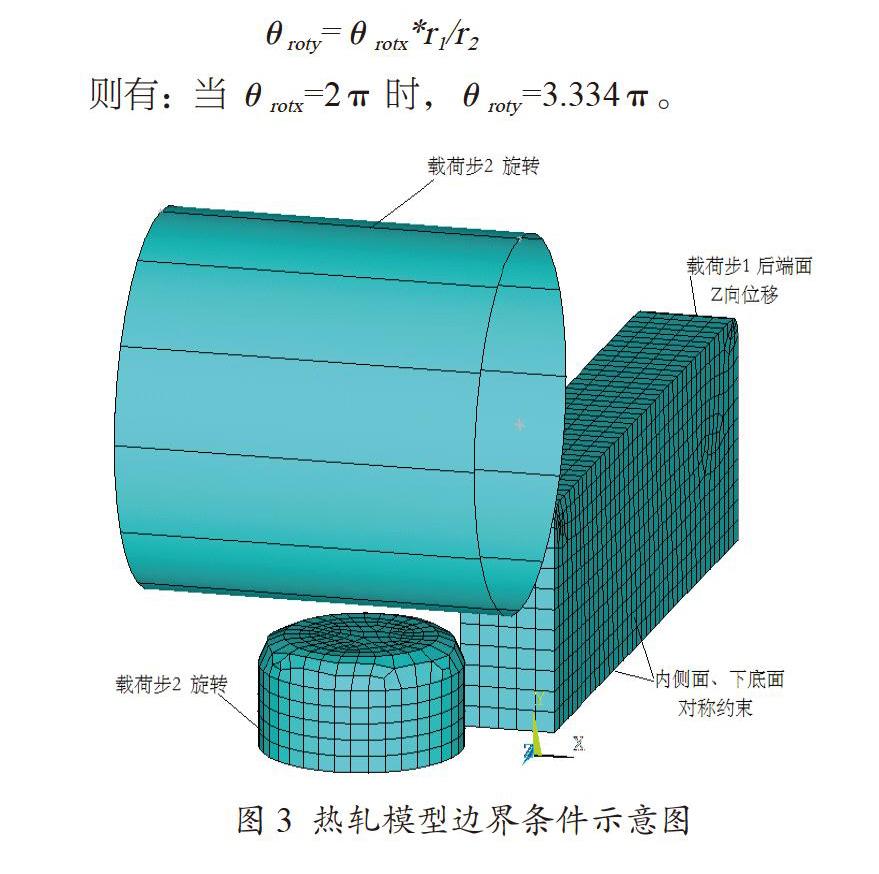
坯料沿z向朝軋輥移動并使兩者間實現(xiàn)完全接觸。給定坯料后端面位移Ux=1500mm,分別用各自導(dǎo)航節(jié)點全約束水平輥和立輥。
2、載荷步2熱軋
熱軋發(fā)生在該載荷步。允許軋輥轉(zhuǎn)動,解除坯料后端位移約束,使其整個在z向自由。設(shè)定較大的接觸摩擦系數(shù)u=0.6。
由于水平輥和立輥直徑不同,為了使坯料保持恒定的速度移動,必須給兩棍設(shè)定不同的轉(zhuǎn)速或轉(zhuǎn)動量,如圖3所示。基于軋輥直徑、摩擦系數(shù)和坯料長度,當(dāng)設(shè)定水平輥旋轉(zhuǎn)一周時及坯料與軋輥間沒有前后滑移,則水平輥轉(zhuǎn)角θrotx和立輥轉(zhuǎn)角θroty符合以下關(guān)系式:
猜你喜歡
美與時代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(shè)(2019年6期)2019-10-08 08:55:48
人大建設(shè)(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(shè)(2017年6期)2017-09-26 11:50:44
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問題研究(2012年1期)2012-03-25 09:54:45
中國火炬(2010年12期)2010-07-25 13:26:22
中國火炬(2010年8期)2010-07-25 11:34:30
