表面形貌對熱陰極電子發(fā)射特性的影響
2019-03-13 03:03:42郝廣輝李澤鵬高玉娟周亞昆
物理學報 2019年3期
關鍵詞:結構
郝廣輝 李澤鵬 高玉娟 周亞昆
(北京真空電子技術研究所, 北京 100015)
(2018 年 9 月 17 日收到; 2018 年 12 月 14 日收到修改稿)
為了研究熱陰極表面形貌對電子發(fā)射能力的影響, 使用飛秒激光微納加工技術在光滑的熱陰極表面制備不同尺寸和形狀的周期性條紋結構, 并使用相同的制備工藝對陰極進行除氣和激活. 測試結果顯示: 陰極表面周期性條紋結構可有效增強陰極的電子發(fā)射能力, 正交雙向條紋結構表面陰極的發(fā)射電流密度高于單向條紋結構表面陰極的發(fā)射電流密度, 而且隨條紋結構尺寸的降低, 陰極的電子發(fā)射能力逐漸增強. 對陰極表面形貌進行仿真, 發(fā)現微尖頂端位置在強電場的作用下具有較強的電子發(fā)射能力. 當陰極表面微尖底部直徑與高度比值(r/h)較小時, 微尖的側面仍是陰極電子發(fā)射的主要區(qū)域, 但是隨著r/h減小, 陰極的電子發(fā)射區(qū)域逐漸由微尖側面發(fā)射向微尖頂端轉移, 場助電子發(fā)射效應成為陰極電子發(fā)射的主要組成部分.
1 引 言
由于真空電子器件具有耐高溫、耐輻射、能量效率高和輸出功率大等優(yōu)點, 廣泛應用于經濟、軍事、航天、通信、醫(yī)療和探測等領域[1?4]. 而陰極是真空電子器件的核心部件, 陰極的電子發(fā)射能力制約了真空電子器件的輸出功率, 直接決定了真空電子器件的性能. 由于熱陰極具有發(fā)射電流密度大、穩(wěn)定性高、壽命長等優(yōu)點, 一直是真空電子器件的首選電子源[5?9]. 隨真空電子器件逐漸向高頻率和高功率方向發(fā)展, 陰極的尺寸逐漸減小, 而所需陰極的發(fā)射電流卻在逐漸增大, 所以研制大電流密度的熱陰極對于制備高頻率和高功率真空電子器件具有重要意義[10,11]. 目前, 提高熱陰極電子發(fā)射能力的主要途徑是降低陰極表面功函數, 所采取的方式主要有調整鋁酸鹽的混合比例、陰極表面覆貴金屬膜 (如鋨、鋨-釕、鋨-錸或鋨-銥-鋁等)和鈧酸鹽陰極等, 來改善陰極表面原子的結合狀態(tài), 增強陰極表面原子的活性, 而忽略了陰極表面形貌對陰極電子發(fā)射性能的影響[12?21]. 材料的表面形貌決定了材料的表面積, 因此陰極表面形貌的變化會改變陰極表面電子發(fā)射面的有效面積, 在一定程度上對陰極的電子發(fā)射性能產生影響.
從真空電子器件的陰極束流計算公式可知, 除了陰極發(fā)射電流密度決定陰極的發(fā)射電流外, 陰極的表面積也是影響陰極發(fā)射電流的重要參數. 在傳統(tǒng)熱陰極中, 為了提高陰極表面發(fā)射電子的均勻性和避免出現打火現象, 陰極表面設計為光滑平面或球面. 但是從熱陰極表面顯微形貌圖片中可看出,陰極表面存在大量的車刀紋, 其尺寸在幾個微米的量級. 從現有的測試結果可知, 在熱陰極表面部分車刀紋位置附近電子的發(fā)射能力強于周圍區(qū)域, 所以研究陰極表面形貌對改善陰極的發(fā)射能力具有重要意義. 但是由于陰極表面車刀紋的分布密度和深度不可控, 所以無法利用這一現象定向地改善陰極的電子發(fā)射性能. 隨飛秒激光微納加工技術的發(fā)展, 使用飛秒激光在陰極鎢基上加工微米量級的條紋結構已成為可能, 可在保障陰極表面平整度的前提下在陰極表面加工出微米量級的周期性條紋結構, 通過改變條紋結構參數來控制陰極表面的有效面積, 為研究陰極表面形貌對陰極電子發(fā)射能力的影響提供了條件. 本文通過使用飛秒激光加工技術制備了不同表面形貌的熱陰極基底材料, 并使用相同的制備工藝對熱陰極材料進行排氣和激活, 分別在不同工作溫度條件下測試了陰極的電子發(fā)射特性. 結合陰極材料的表面形貌, 建立了相應的結構模型, 仿真了陰極表面發(fā)射電子的強度及其均勻性, 分析了影響陰極電子發(fā)射能力的因素.
2 實 驗
實驗中所使用陰極的鎢基體孔隙度為25%, 陰極直徑為3 mm, 在高溫條件下分別浸漬鋁酸鹽(用于制備覆膜浸漬擴散陰極或M型陰極)或鈧酸鹽(用于制備鈧酸鹽陰極). 熱陰極制備工藝如圖1所示. 隨后車制加工陰極表面, 此時陰極發(fā)射面為光滑平面. 為了對比陰極表面結構對陰極電子發(fā)射性能的影響, 使用飛秒激光微納加工技術在陰極表面加工出不同參數的條紋結構. 陰極表面條紋結構分為單向條紋結構和正交雙向條紋結構兩種, 條紋間距分別為 8, 35 和 50 μ m , 而且條紋的深度等于條紋間距, 具體參數如表1所列, 單向和正交雙向條紋結構陰極表面的顯微形貌如圖2所示. 由于在陰極表面條紋結構加工時陰極一直暴露在大氣中,陰極表面鎢原子和表面的鋁酸鹽或鈧酸鹽會發(fā)生

圖1 熱陰極制備工藝流程圖Fig.1. Production process of thermal cathode preparation.
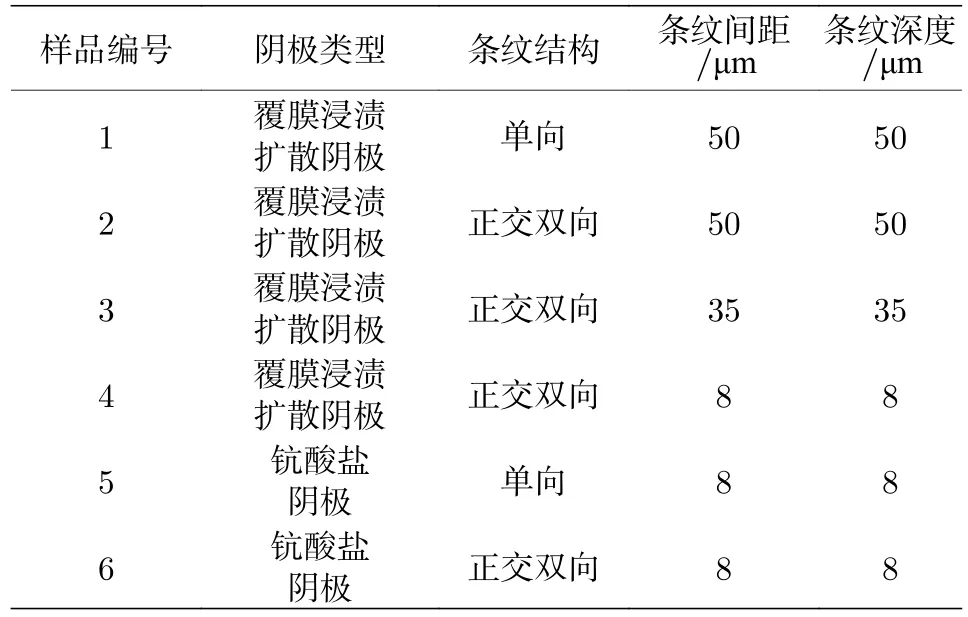
表1 陰極種類及其表面結構參數Table 1. Type of cathode and surface structure parameters.
氧化或變性, 所以需要將陰極樣品放置于氫爐內進行退火, 退火溫度為 1050—1100 ℃, 時間為 10 min.然后使用等離子刻蝕覆膜技術在浸漬鋁酸鹽的鎢基表面覆鋨金屬膜, 鋨膜厚度為 400 nm, 而鈧酸鹽陰極則無需覆金屬膜. 隨后將制備好的陰極和銅陽極材料封裝于玻殼內制作成水冷真空二極管. 最后使用常規(guī)工藝對陰極進行除氣和激活, 并分別測試不同溫度下陰極的電流發(fā)射特性, 水冷真空二極管結構和陰極性能測試系統(tǒng)原理如圖3所示.
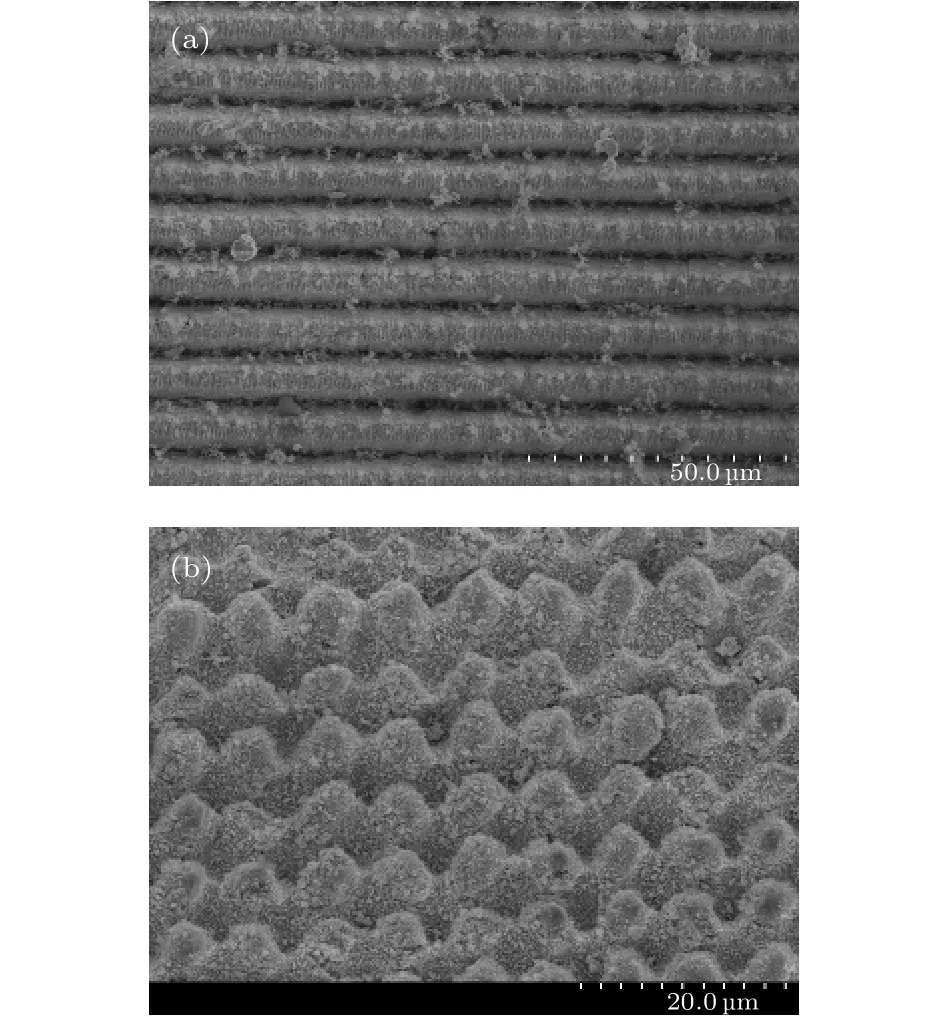
圖2 周期性條紋結構陰極的表面顯微形貌 (a)單向條紋結構; (b)正交雙向條紋結構Fig.2. Surface microtopography of cathode with periodic stripe structure: (a) Unidirectionalstripe structure; (b) orthogonal bidirectional stripe structure.
陰極性能測試過程中, 高壓電源測試信號為脈沖型信號, 脈寬為 1 0 μs,頻率為 200 Hz, 其中陽極接地. 高壓電源的電壓測試范圍為 0—4000 V. 通過熱絲電源控制陰極的工作溫度, 并使用光學高溫計測試陰極發(fā)射面的溫度. 通過計算機中陰極性能測試軟件控制測試電源中熱絲以及陰極和陽極之間的電壓, 同時測試電源將熱絲以及陰極和陽極之間的電壓和電流反饋到計算機中進行顯示和保存.其中陰極和陽極之間電壓在0—500 V和500—4000 V 范圍內, 而測試間隔為 50 V 和 100 V.
3 實驗結果與分析
飛秒激光加工技術與納秒激光以及其他激光加工技術存在較大差異, 飛秒激光脈沖作用于材料表面時間更短, 作用區(qū)域的原子瞬間被蒸發(fā), 可避免熱效應對材料表面帶來的影響, 但是被蒸發(fā)的原子仍會沉積到激光作用區(qū)域周圍的位置. 從圖2可看出, 陰極材料表面并非理想的光滑條紋結構, 而是存在不同大小的毛刺. 但是這些毛刺的尺寸小于條紋的尺寸, 對陰極表面的條紋結構不會產生較大的影響. 尤其是在正交雙向條紋結構的陰極表面中, 毛刺完全淹沒在因正交雙向加工所形成的微尖陣列結構中, 而且陣列結構中微尖的一致性比較好, 保障了陰極材料表面的完整性. 另外, 對于覆膜浸漬擴散陰極而言, 陰極樣品加工周期性條紋結構以后再進行覆膜, 經此工藝后陰極表面的毛刺可進一步減小. 由于覆膜厚度僅為 400 nm, 所以不會對 8 μm 及其以上尺度的條紋結構產生影響.

圖3 水冷真空二極管結構及陰極性能測試系統(tǒng)示意圖(1 為陰極, 2 為玻殼, 3 為陽極, 4 為冷卻水接口)Fig.3. Diagram of water-cooled vacuum diode and cathode performance testing system. Symbol 1, 2, 3 and 4 are cathode, glass shell, anode and cooling water connector,respectively.
從圖2可明顯看出, 正交雙向條紋結構表面的表面積遠高于單項條紋結構表面的表面積. 在陰極實驗樣品中, 陰極樣品1和樣品2表面分別為單項條紋結構和正交雙向條紋結構, 且條紋間距和深度均為 5 0 μm.激活后樣品1和樣品2在1000, 1050和1100 ℃溫度條件下的發(fā)射電流密度特性如圖4所示, 陰極樣品1和樣品2在空間電荷限制區(qū)的電子發(fā)射能力相差不大, 但是陰極樣品2的零場發(fā)射電流密度(“拐點”位置的電流密度)遠高于陰極樣品1的零場發(fā)射電流密度. 而且陰極樣品2在1000和1050 ℃溫度條件下的電流發(fā)射特性幾乎分別與陰極樣品1在1050和1100 ℃溫度下的電流發(fā)射特性相同, 所以陰極樣品2的電子發(fā)射能力遠高于陰極樣品2的電子發(fā)射能力. 由于陰極樣品1和樣品2為同一批采用相同制備工藝制備的陰極, 所以可以忽略陰極制備過程中偶然因素對陰極電流發(fā)射特性的影響, 而陰極表面形貌的差異成為影響陰極樣品1和樣品2的唯一因素. 由此可知, 陰極樣品2表面正交雙向條紋結構有效地增加了陰極電子發(fā)射面的有效面積, 提高了陰極的電子發(fā)射能力.
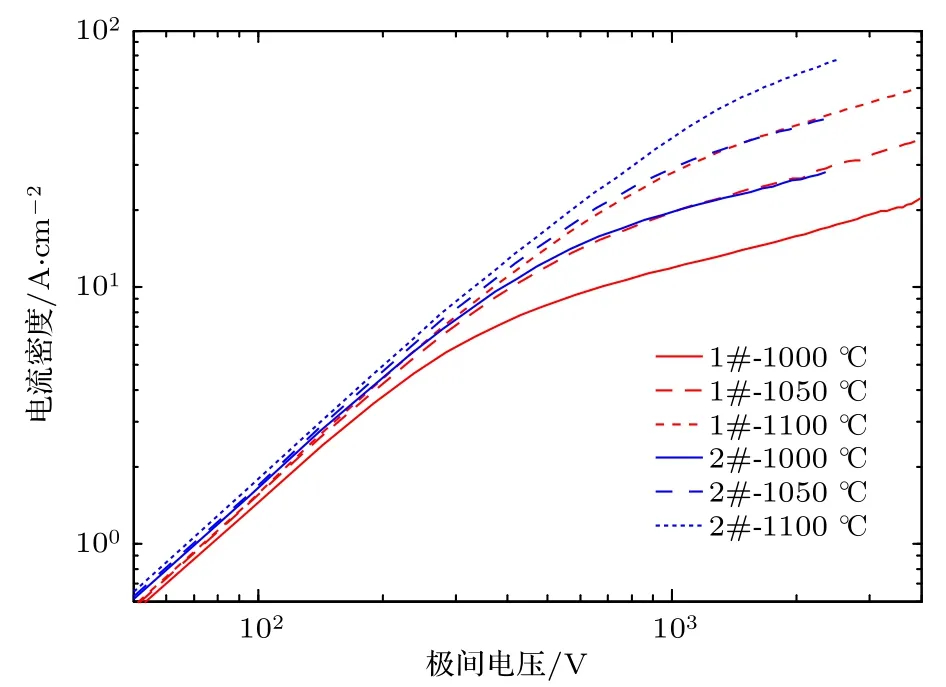
圖4 不同工作溫度條件下陰極樣品1和樣品2發(fā)射電流密度特性Fig.4. Current density character of cathode sample 1 and 2 with different working temperature.
由上述實驗可知改善陰極表面形貌可提高陰極電子發(fā)射能力, 但是陰極樣品1和樣品2的發(fā)射電流密度仍不能滿足高頻率和高功率微波器件對電子源性能的要求. 陰極的電子發(fā)射性能需要進一步提升, 為此開展了陰極表面條紋尺寸對陰極電子發(fā)射特性的研究. 陰極樣品3和樣品4表面均為正交雙向條紋結構, 激活后兩種陰極樣品的發(fā)射電流密度特性如圖5所示. 由于陰極樣品3測試過程中陰極和陽極之間的極間距小于其他陰極樣品, 所以在低壓測試階段, 陰極樣品3發(fā)射電流密度遠高于其他陰極樣品, 但這種現象并不會影響測試陰極的零場發(fā)射電流密度. 陰極樣品2、樣品3和樣品4的零場發(fā)射電流密度如表2所列, 其中陰極樣品4的零場發(fā)射電流密度遠高于其他兩種陰極樣品的零場發(fā)射電流密度. 另外陰極樣品2、樣品3和樣品4表面的條紋間距分別為50, 35和 8 μm,所以由此可看出隨陰極表面條紋間距的減小, 陰極的電子發(fā)射能力逐漸增強.
雖然從上述實驗證實陰極表面條紋間距減小可以提高陰極電子發(fā)射能力, 但是并非條紋間距越小越好. 首先由于陰極表面經機械加工后存在車刀紋, 車刀紋的尺寸在微米量級, 會淹沒陰極表面的條紋結構; 其次陰極基底為鎢海綿體, 鎢海綿體的空隙可以達到微米量級; 最后對于高熔點的金屬材料來說, 飛秒激光微納加工技術能有效控制的加工精度同樣為微米量級, 因此為了保障陰極表面的完整性和加工條紋的有效性, 陰極樣品表面條紋最小值為8 μm.

圖5 不同工作溫度條件下陰極樣品3和樣品4的發(fā)射電流密度特性Fig.5. Current density character of cathode sample 3 and 4 with different working temperature.
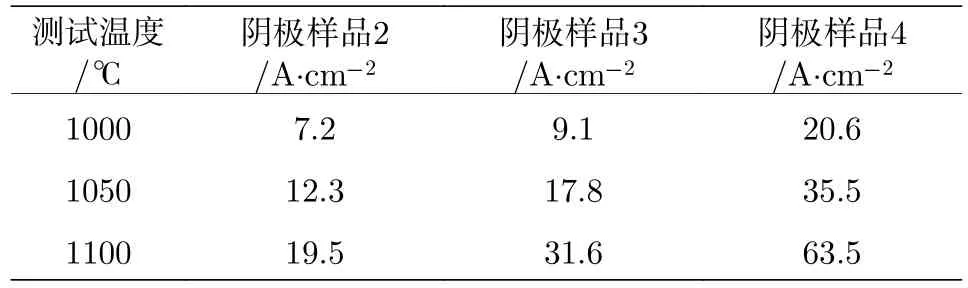
表2 陰極樣品2、樣品3和樣品4的零場發(fā)射電流密度Table 2. Zero field emission current density of cathode sample 2,3 and 4.
為了研究周期性條紋結構表面陰極的發(fā)射機理, 對陰極和陽極之間極間距較小時陰極的電子發(fā)射特性進行了研究. 圖6所示為陰極樣品4極間距由1 mm縮小為0.1 mm時不同工作溫度條件下陰極的發(fā)射電流密度特性曲線, 可以看出隨極間電壓的增大, 陰極的發(fā)射電流密度曲線向上彎曲. 陰極工作溫度分別為 850, 900, 950 和 1000 ℃ 時可測試到的最大發(fā)射電流密度分別為16.73, 34.81,48.32 和 43.10 A/cm2. 其中工作溫度為 850 ℃ 且陰極和陽極之間電壓為4000 V時, 陰極并未出現打火現象, 此時陰極和陽極之間的平均電場強度為4.00 × 105V/cm. 而工作溫度為 900, 950 和 1000 ℃時陰極表面出現了打火現象, 此時陰極和陽極之間的平均電場強度分別為 2.85 × 105, 1.80 × 105和8.00 × 104V/cm. 從圖 5 和圖 6 的對比可以看出,圖5中陰極樣品4的發(fā)射電流密度特性曲線符合熱陰極的電子發(fā)射特性, 而圖6中陰極樣品4的發(fā)射電流密度特性曲線完全不符合熱陰極的電子發(fā)射特性, 而是類似場發(fā)射陰極的發(fā)射電流曲線.
從圖2可看出, 由于使用激光在陰極表面進行了正交雙向加工, 陰極樣品表面產生了類似微尖陣列的結構, 該微尖的陣列結構類似于Spindt陰極的陣列結構, 所以微尖的頂端位置比微尖間隙位置擁有更強的電場. 另外, 陰極樣品工作在高溫狀態(tài)且陰極表面的功函數遠低于冷陰極, 以及結合圖6可推斷出陰極樣品4在極間距為0.1 mm時, 表面微尖頂端產生了場發(fā)射特性.
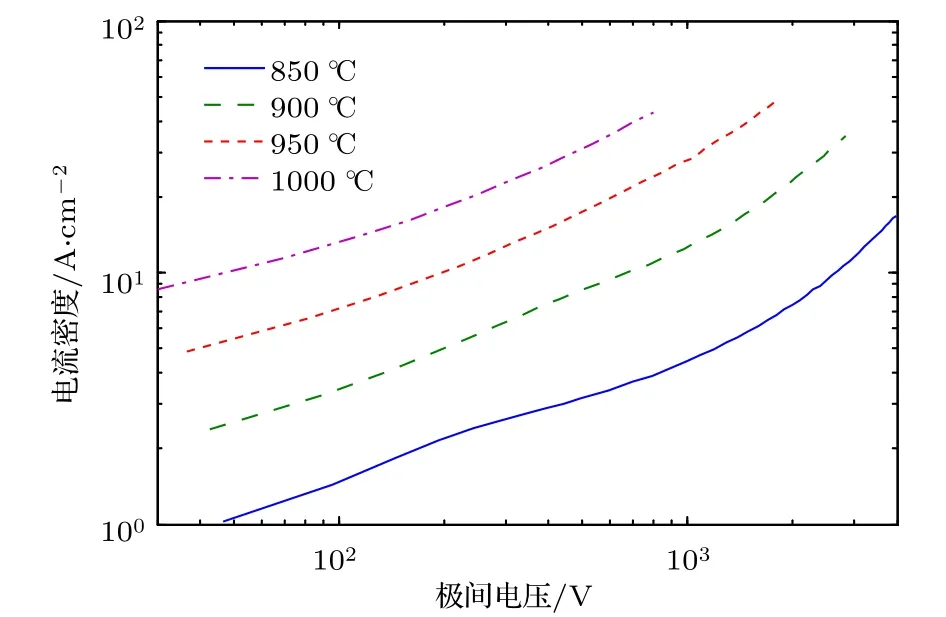
圖6 極間距為 0.1 mm 時陰極樣品 4 的發(fā)射電流密度特性Fig.6. Current density character of cathode sample 4 with polar distance 0.1 mm.
改善陰極表面形貌僅改變了陰極表面的物理屬性, 并未改變陰極表面原子的化學狀態(tài), 所以對于其他類型的熱陰極而言, 同樣可以通過改善陰極表面形貌的方法提高陰極的電子發(fā)射能力. 實驗中陰極樣品5和樣品6均為鈧酸鹽陰極, 條紋間距和深度均為 8 μm,兩種陰極樣品在不同工作溫度條件下的發(fā)射電流密度特性曲線如圖7所示. 在雙對數坐標中, 陰極發(fā)射電流密度隨極間電壓的增加呈直線增長, 不同樣品和不同溫度下測試曲線近似平行, 無法直接看出正交雙向條紋結構與單向條紋結構對陰極電子發(fā)射性能的影響. 圖7插圖為線性坐標中陰極發(fā)射電流密度隨極間電壓增加的變化趨勢, 從中可明顯看出擁有正交雙向條紋結構的陰極樣品6隨著極間電壓的增加, 發(fā)射電流密度增長幅度更大. 其中陰極樣品6在1100 ℃工作溫度條件下的零場發(fā)射電流密度達到了133 A/cm2, 進一步證實優(yōu)化陰極表面形貌是提高陰極電子發(fā)射性能的有效途徑.
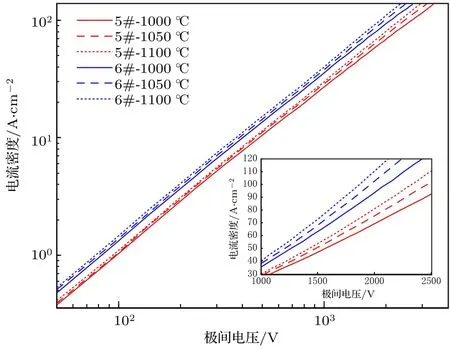
圖7 不同工作溫度條件下陰極樣品5和樣品6發(fā)射電流密度特性Fig.7. Current density character of cathode sample 5 and 6 with different working temperature.
4 討 論
由于正交雙向條紋結構比單項條紋結構能更有效地擴展陰極的表面積, 可以更大幅度地提高陰極的電子發(fā)射能力, 為了研究正交雙向條紋結構表面陰極發(fā)射電子過程中電子的空間分布和陰極的電子發(fā)射機理, 根據圖2中陰極樣品表面形貌, 建立了陰極表面3 × 3陣列結構模型, 如圖8所示,每個微尖均為橢球形結構且底部緊密排列, 微尖底部直徑為 5 μm,高度為5 μm.

圖8 3 × 3 陣列結構的陰極電子發(fā)射性能仿真模型Fig.8. Emulation model of electron emission performance of cathode with array 3 × 3.
3 × 3陣列結構模型中微尖尖端位置截面和微尖間隙位置截面處的電子空間分布如圖9所示. 由于微尖為橢球形結構, 自微尖頂端向下, 微尖之間的間隙迅速降低, 而橢球表面為等勢面, 所以尖端頂端位置附近處的電場強度遠高于側面位置的電場強度. 從圖9(a)可以看出, 微尖尖端位置處具有最強的電子發(fā)射能力, 比其側面位置高出一個數量級. 但是由于尖端頂部電子發(fā)射能力較強的部位的面積遠小于微尖側面的面積, 所以陰極材料表面電子發(fā)射的重要區(qū)域為微尖的側面, 如圖9(b)所示,微尖間隙位置最大發(fā)射電流密度約為微尖頂端位置最大發(fā)射電流密度的兩倍.

圖9 3 × 3 陣列結構的陰極縱向截面處電子的空間分布 (a)微尖尖端位置截面; (b)微尖間隙位置截面Fig.9. Spatial distribution of electrons of longitudinal sections of cathode with array 3 × 3: (a) Cross section of top of tip; (b) cross section of clearance of tips.
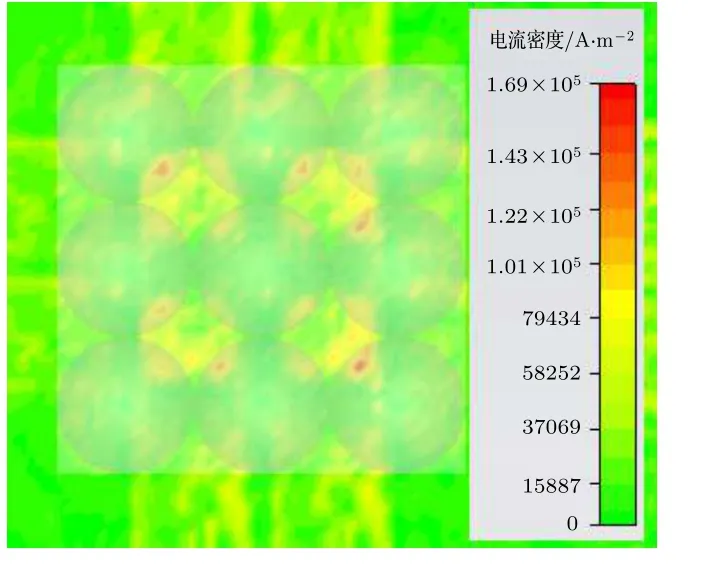
圖10 距陰極表面微尖頂端 1 0 μm 位置處橫向截面中的電子分布Fig.10. Electronic distribution of lateral interface that far from the cathode surface about 10 μm.
圖10所示為3 × 3陣列結構中距陰極表面微尖頂端 1 0 μm 處橫向截面中的電子分布, 此時該處電子主要位于微尖間隙上方區(qū)域, 分布相對較為集中. 從圖9(b)和圖10可看出此時陰極發(fā)射電子束特性類似場發(fā)射Spindt陰極的電子束發(fā)射特性,隨距微尖頂端位置距離的增加, 電子的分布范圍逐漸擴大, 空間中電子的均勻性更好. 因此正交雙向條紋結構所形成的微尖陣列可以有效保證陰極發(fā)射電子的均勻性.
上述橢球形陣列計算模型是根據圖2(b)中陰極表面顯微結構所建立的, 從圖9(a)可看出, 自微尖頂端向下, 隨深度的增加, 微尖之間間距迅速減小, 較大程度上屏蔽了陰陽極之間的電場, 使得微尖底部表面無法產生電子發(fā)射, 限制了陰極電子發(fā)射能力的提高. 因此為了充分發(fā)揮陰極表面條紋結構對陰極電子發(fā)射的促進作用, 需要進一步優(yōu)化陰極表面形貌.
為了在保障陰極表面有較大的有效電子發(fā)射面積的基礎上降低微尖結構對陽極之間空間電場的屏蔽作用, 將陰極表面微尖結構設計為錐形陣列結構, 如圖11所示. 錐形陣列結構表面的電勢分布如圖12所示, 微尖頂端附近位置電勢變化幅度最大, 相對應的電場強度最大. 自微尖頂端向下,微尖側面的電勢變化幅度逐漸減小, 相應地電場強度也在逐漸減小, 但是其特定高度位置處的電場強度高于橢球型微尖陣列表面陰極相同位置處的電場強度.

圖11 4 × 4 陣列結構陰極表面理想結構模型Fig.11. Ideal structural model of cathode surface with array 4 × 4.
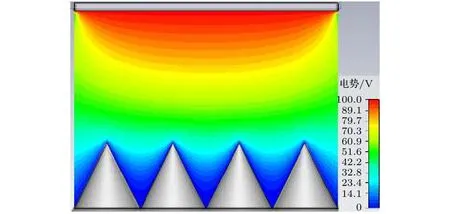
圖12 錐形微尖陣列結構中陰極電勢分布Fig.12. Potential distribution of cathode at the tapered micro-tip array structure.
上述計算模型中微尖底部直徑和高度的比值為1 ∶ 1, 為了深入研究陰極表面微尖結構對陰極電子發(fā)射特性的影響, 在上述計算模型的基礎上建立了不同參數的陣列結構. 第一步固定微尖結構的高度不變, 改變微尖底部直徑的大小; 第二步固定微尖底部直徑不變, 改變微尖高度, 分別計算上述兩種模型中陰極的發(fā)射電流密度.
為了便于對比陰極結構參數對陰極電子發(fā)射性能的影響, 引入了微尖底部直徑與高度比值(r/h)這一常數. 圖13所示為r/h值對陰極發(fā)射電流密度的影響, 當r/h值大于10時, 由于微尖高度較低, 微尖頂端對底部電場的屏蔽作用較小, 陰極表面發(fā)射電子的有效區(qū)域面積變化不大, 所以此時陰極發(fā)射電流密度與平面型陰極的發(fā)射電流密度相差不大. 但是當r/h值小于10時, 隨r/h值逐漸減小, 微尖頂端對底部電場的屏蔽作用逐漸增大, 微尖底部的電子發(fā)射能力逐漸減弱, 但此時微尖尖端附近位置的電場卻在逐漸增強, 由強電場作用在微尖尖端附近位置引起的場助發(fā)射現象也逐漸增強.此時尖端位置的發(fā)射電流逐漸超過微尖側面的發(fā)射電流, 成為陰極發(fā)射電子的主力. 另外, 當陰極與陽極之間極間電壓增加時, 微尖尖端的電場強度同樣會增大, 有利于提高陰極發(fā)射電流密度, 如上述實驗中樣品4陰陽極間距為0.1 mm時所測得的陰極發(fā)射電流密度特性(圖6所示), 隨極間電壓增大, 陰極發(fā)射電流密度曲線在雙對數坐標中依然呈現向上翹的變化趨勢, 所以改善陰極表面形貌是一種有效改善陰極電子發(fā)射性能的措施.
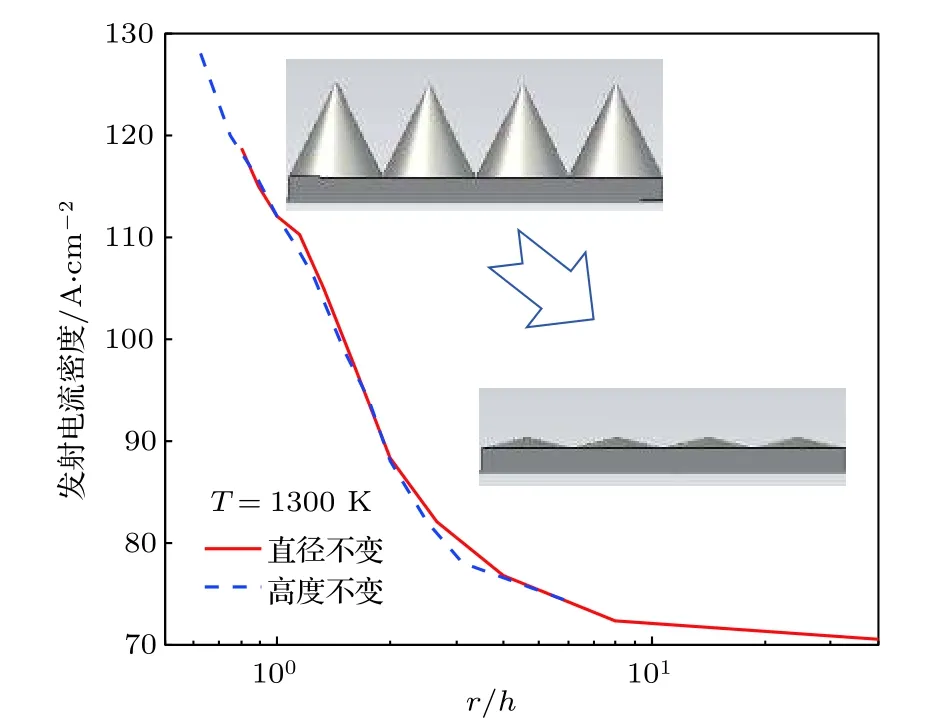
圖13 微尖結構r/h值對陰極發(fā)射電流密度的影響Fig.13. Effect of r/h value of micro-tip structure on emission current density of cathode.
4 結 論
通過飛秒激光微納加工技術制備了不同表面結構的熱陰極材料, 使用相同排氣與激活工藝對陰極進行處理, 測試了不同工作溫度下陰極的V-I特性. 結果顯示擁有正交雙向條紋結構的陰極具有更大的電子發(fā)射能力, 其中1100 ℃工作溫度條件下, 正交雙向條紋結構的覆膜浸漬擴散陰極的零場發(fā)射電流密度達到63.5 A/cm2, 鈧酸鹽陰極的零場發(fā)射電流密度達到133 A/cm2, 高于單項條紋結構陰極的電子發(fā)射能力. 根據激光加工后陰極的表面形貌, 建立了不同結構的陰極表面模型, 獲得了陰極表面發(fā)射電子的均勻性, 以及陰極表面微尖陣列結構變化時陰極的發(fā)射電流密度, 分析了不同表面結構的電子發(fā)射機理, 研究結果可為研制大電流密度陰極提供參考.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(yè)(2015年9期)2015-02-28 18:56:50
