振動輔助固結磨料拋光氟化鈣晶體*
2019-03-08 03:08:32黃俊陽王健杰張羽馳朱永偉左敦穩
金剛石與磨料磨具工程 2019年1期
關鍵詞:振動
黃俊陽, 李 軍, 王健杰, 張羽馳, 朱永偉, 左敦穩
(南京航空航天大學 機電學院, 南京 210016)
氟化鈣(CaF2)晶體具有良好的光學性能、機械性能及物化穩定性,有透光范圍廣、透過率高、折射率低、色散性低等優點,因此廣泛應用于激光、光刻、天文、航測等領域中[1-2]。深紫外光刻物鏡對CaF2晶體的晶體純度、結構缺陷、表面質量等都有嚴格的要求,而對均勻性的要求更是達到了零級[3]。高能量激光系統要求光學透鏡具有高的激光損傷閾值和透射能力,這要求加工后的CaF2晶體具有優異的表面質量。如果晶體表面不夠光滑,則可能導致鍍層表面下出現損傷和微小缺陷,而表面下的損傷因為最初幾層原子的散射可能降低傳輸特性[4-5]。
CaF2晶體硬度低脆性大,即使是工件與拋光墊碰撞也可能使工件表面出現崩碎和邊緣破碎的現象,因此在拋光過程中,CaF2晶體表面極易產生微裂紋、麻坑、表面破損[6]、劃痕和亞表面損傷等,且拋光液里的雜質和磨粒極易嵌入或黏附在工件表面[7]。袁征等[8]以化學機械拋光與離子束拋光對CaF2晶體進行分步加工,首先以化學機械拋光獲得好的表面粗糙度,再利用離子束加工提高面型精度,加工后CaF2晶體表面粗糙度RMS值為0.281 nm,面型精度PV值為13.14 nm、RMS 值為1.06 nm。宋龍龍[9]采用固結磨料拋光方法,通過正交實驗優化拋光壓力及轉速等工藝參數,獲得了表面粗糙度Sa值為3.02 nm的CaF2晶體,材料去除率為206 nm/min。NAMBA等[10]采用浮法拋光技術對直徑90 mm的CaF2進行拋光,獲得了表面粗糙度RMS值為0.077 nm的光滑表面,且平坦度PV值為32 nm。CHEN等[11]對CaF2晶體的延性切削進行了理論和實驗研究,建立了CaF2材料延性模態切削的能量模型,實驗獲得了粗糙度Ra值為3.50 nm的超光滑表面。YIN等[12]利用化學機械拋光及離子束加工得到了面型精度RMS值為2.251 nm,表面粗糙度Rq值為0.207 nm的超光滑CaF2晶體。
振動輔助加工是在工具或工件上沿一定方向施加一定頻率的振動,并與切削、磨削、研磨拋光等加工方式相結合的一種工藝方法[13]。當在加工工具或工件上附加振動后,材料在加工過程中的變形行為、加工機制和工具受力狀態等會發生完全不同于常規機械加工的變化[14-15]。劉仁鑫等[16]提出了一種超聲振動輔助化學機械復合拋光硅片邊緣的新技術,開展了不同振動形式下硅片邊緣拋光實驗研究,工件表面粗糙度Ra值由0.059 μm降低到0.043 μm。陳濤等[17]采用超聲橢圓振動輔助化學機械拋光方法加工光纖陣列,采用正交實驗優化工藝參數,得到光纖陣列整體表面粗糙度Ra值為7.5 nm,比常規化學機械拋光下降25%。KOBAYASHI等[18]提出超聲輔助拋光硅片邊緣的方法,通過設置合適的參數,晶片邊緣的粗糙度值降低31.7%。 XU等[19]利用垂直和水平2個方向上的超聲彎曲振動輔助化學機械拋光藍寶石襯底,其材料去除率是化學機械拋光的2倍,表面粗糙度RMS值為0.083 nm,遠遠優于化學機械拋光的0.212 nm。TSAI等[20]通過超聲振動化學機械拋光的方法將銅片拋光的材料去除率提高了50%~90%,表面粗糙度Ra值由2.374 nm降低至1.448 nm。
在固結磨料拋光的基礎上引入振動輔助加工,采用正交實驗的方法研究拋光墊轉速、振動頻率、拋光液pH值和轉速比4種參數對振動輔助拋光CaF2晶體材料去除率、表面粗糙度的影響,并與無振動輔助固結磨料拋光CaF2晶體比較,為CaF2晶體的加工及振動輔助固結磨料拋光技術提供參考。
1 實驗設計
1.1 振動輔助固結磨料拋光系統
振動輔助固結磨料拋光系統如圖1所示。其工作原理是將超聲波發生器產生的正弦激勵信號傳遞至超聲波振動裝置的壓電陶瓷上,通過壓電陶瓷的逆壓電效應將電信號轉換為機械振動。機械振動經過中間匹配層傳輸至拋光工具頭后,在垂直方向上產生振動。拋光工具頭以一定的壓力壓在拋光墊表面,通過超聲振動和固結磨料拋光的共同作用加工工件。
1.2 實驗方案設計
正交實驗研究拋光墊轉速、振動頻率、拋光液pH值和轉速比4個因素對振動輔助固結磨料拋光CaF2晶體的影響,正交實驗因素水平表如表1所示。
實驗在Nanopoli-100環拋機上進行,工件為直徑25 mm的圓形CaF2晶體,所用拋光墊為金剛石粒度尺寸3~5 μm的固結磨料拋光墊,拋光液所含成分為去離子水、OP-10。實驗前后對CaF2晶體進行超聲清洗并烘干,用梅特勒托利多精密分析天平稱量工件的質量,用螺旋測微儀測量工件的初始厚度,通過工件加工前后的質量差來計算材料去除率(VMRR,nm/min),計算公式如(1)。

表1 振動輔助拋光CaF2晶體正交實驗因素水平表
(1)
其中:Δm為工件加工前后的質量差,g;M0為加工工件的原始質量,g;h0為加工工件的原始厚度,mm;t為研磨加工時間,min。每次加工前需對工件研磨以保證工件初始表面一致,且對拋光墊進行修整保證拋光墊效果。每次拋光實驗時間為30 min。用光學顯微鏡觀測工件加工后的表面質量,用CSPM4000原子力顯微鏡測量工件的表面粗糙度及觀察微觀形貌。
2 結果與討論
實驗測得工件材料去除率及表面粗糙度結果如表2所示。

表2 正交實驗結果
2.1 各因素對工件材料去除率的影響
各因素對工件材料去除率的影響如圖2所示。從圖2a可看出:隨拋光墊轉速增大,材料去除率增大。這是由于拋光墊轉速增大,單顆磨粒單位時間內劃過工件表面的軌跡增加,去除工件的體積增大,因而材料去除率增大。根據Preston方程,拋光過程的材料去除率與相對轉速成正比,實驗結果符合Preston方程。
從圖2b可看出:隨著振動頻率的增大,拋光過程中材料去除率不斷降低。這是因為:頻率增大,超聲振動引起的空化作用更加明顯,拋光液能夠更好地起到潤滑作用,減少工件與磨粒之間的干摩擦并降低摩擦力,因此單位時間內工件的去除量降低;除此以外,由于空化作用加快了工件與拋光墊之間拋光液的更新速度,二者之間的加工殘留能夠及時離開加工區域,減少了加工殘留對工件表面刻劃引起的材料去除。

(a)拋光墊轉速Rotating speed of the pad(b)振動頻率Shake frequency(c)拋光液pH值Slurry pH value(d)轉速比Ratio of rotating speeds圖2 各因素對工件材料去除率的影響Fig. 2 Effects of each factor on material removal rate
從圖2c可看出:隨著拋光液pH值的增大,工件材料去除率增大。這是因為:隨著pH值增大,拋光液中添加劑濃度變大,結合超聲振動,拋光液與晶體表面的反應加快,表面變質層生成速度變快,加快了材料去除的過程,因此材料去除率增大;同時,隨著拋光液pH值增大,晶體表面變質層的生成速度加快,加工區域內的加工殘留增多,加工殘留對工件表面刻劃使材料去除率增大。
從圖2d可看出:轉速比為1.00的時候材料去除率最低,轉速比為0.95時材料去除率最高。這是由于轉速比為1.00時,拋光運動軌跡重復率高,若加工中單顆磨粒簡單的重復上一次拋光軌跡,第二次刻劃去除的材料體積減小,因此材料去除率降低。而當轉速比為0.95時,一方面拋光運動軌跡重復率低有利于材料去除率的提高;另一方面由于振動施加于工件,該轉速比時工件轉速較低,由轉動所帶來的抖動對超聲振動的影響更小,就能更明顯地發揮超聲振動的優勢。
2.2 各因素對工件表面粗糙度的影響
各因素對工件表面粗糙度的影響如圖3所示。從圖3a可看出:隨著拋光墊轉速的增大,工件的表面粗糙度值先減小后增大。這是因為:由于振動的作用,拋光液與工件間的化學反應十分迅速,在轉速較低的情況下,二者反應所生成的變質層難以及時去除而在工件表面快速積累,進而影響工件的表面粗糙度;當轉速增大至40 r/min,不僅能及時去除工件表面變質層,還有利于拋光墊表面拋光液的流動更新,防止脫落磨粒及加工殘余劃傷工件表面;轉速繼續增大,磨粒對工件的加工沖擊力變大,易在劃過工件表面時造成連帶崩碎,使工件表面質量變差。

(a)拋光墊轉速Rotating speed of the pad(b)振動頻率Shake frequency(c)拋光液pH值Slurry pH value(d)轉速比Ratio of rotating speeds圖3 各因素對工件表面粗糙度的影響Fig. 3 Effects of each factor on surface roughness
從圖3b可看出:隨振動頻率增大,工件表面的粗糙度值不斷降低。這是因為:振動頻率增大后,單顆磨粒切入及切出工件表面更加頻繁,材料去除過程更加均勻,工件表面質量更好;振動頻率增大后,空化作用增強,拋光液能夠更好地起到潤滑作用,工件與磨粒之間的干摩擦減少、摩擦力降低,工件表面劃痕變淺,空化作用還能加快工件與拋光墊之間拋光液的更新,減少加工殘留所導致的劃痕,降低工件表面粗糙度。
從圖3c可看出:隨著拋光液pH值不斷增大,工件表面粗糙度變差。這是因為:當pH值增大,拋光液中添加劑濃度變大,工件表面的變質層生成速度變快,若工件表面的變質層不能得到及時去除,則會影響工件表面質量;且由于pH值增大,變質層生成速度變快,加工殘留生成過多且無法完全被拋光液帶出,加工殘留刻劃工件表面,導致工件表面粗糙度變差。
從圖3d可看出:當轉速比為0.95時,工件表面粗糙度最好;轉速比為1.00時,工件表面粗糙度最差。這是因為:轉速比為1.00時,單顆磨粒的拋光軌跡最為簡單,因此磨粒易對工件表面進行重復劃刻使原本的細小劃痕不斷擴展變大,工件表面質量變差;當轉速比增大至1.05時,雖然拋光軌跡的復雜性增加,但是由于工件轉速增加影響超聲振動的穩定性,其空化作用等優勢難以發揮,工件表面質量變差;當轉速比為0.95時,一方面拋光運動軌跡重復率低有利于優化工件表面質量,另一方面由于振動施加于工件,該轉速比時工件轉速較低,由轉動所帶來的抖動對超聲振動的影響更小,也有利于改善工件表面質量。
2.3 最優工藝參數優化
表3和表4分別為工件材料去除率和工件表面粗糙度的正交實驗極差分析結果。從表3可知:各因素對工件材料去除率的影響從高到低分別為拋光墊轉速、振動頻率、轉速比、拋光液pH值。考慮工件材料去除率,則最優工藝參數組合為轉速60 r/min,振動頻率20 kHz,pH值11,轉速比0.95。從表4可知:各因素對工件表面粗糙度的影響從高到低分別為拋光墊轉速、振動頻率、拋光液pH值、轉速比。考慮工件表面粗糙度,則最優工藝參數為轉速40 r/min,振動頻率40 kHz,pH值9,轉速比0.95。
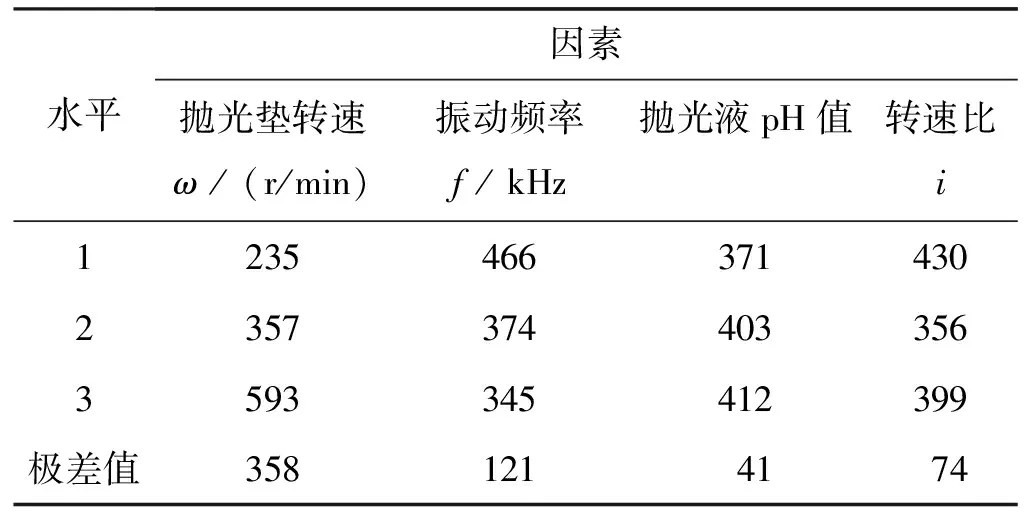
表3 材料去除率極差分析

表4 表面粗糙度極差分析
從上述2組最優參數可以看出,根據對材料去除率及表面粗糙度的要求不同,選擇的工藝參數不同,因此要全面考慮各因素對表面粗糙度及材料去除率的影響和趨勢。具體來說,當拋光墊轉速為40 r/min時,表面粗糙度值最小,且在此材料去除率下已能快速去除研磨留下的劃痕,所以轉速選為40 r/min;隨著振動頻率的增大,表面粗糙度值變小,考慮CaF2晶體表面質量對光刻、激光器件的影響,因此振動頻率選為40 kHz;由于拋光液pH值為9時表面粗糙度最好,而pH值對材料去除率影響不大,因此pH值選為9;當轉速比為0.95時,材料去除率最大且表面粗糙度最好,故轉速比選為0.95。綜上,本實驗得到的最優工藝參數為轉速40 r/min,振動頻率40 kHz,pH值為9,轉速比為0.95。
2.4 驗證實驗
以上述最優工藝參數開展驗證實驗,振動輔助固結磨料拋光CaF2晶體的材料去除率為324 nm/min,表面粗糙度Sa值為1.92 nm,加工后工件表面光學顯微鏡圖像及原子力測得微觀形貌如圖4所示。
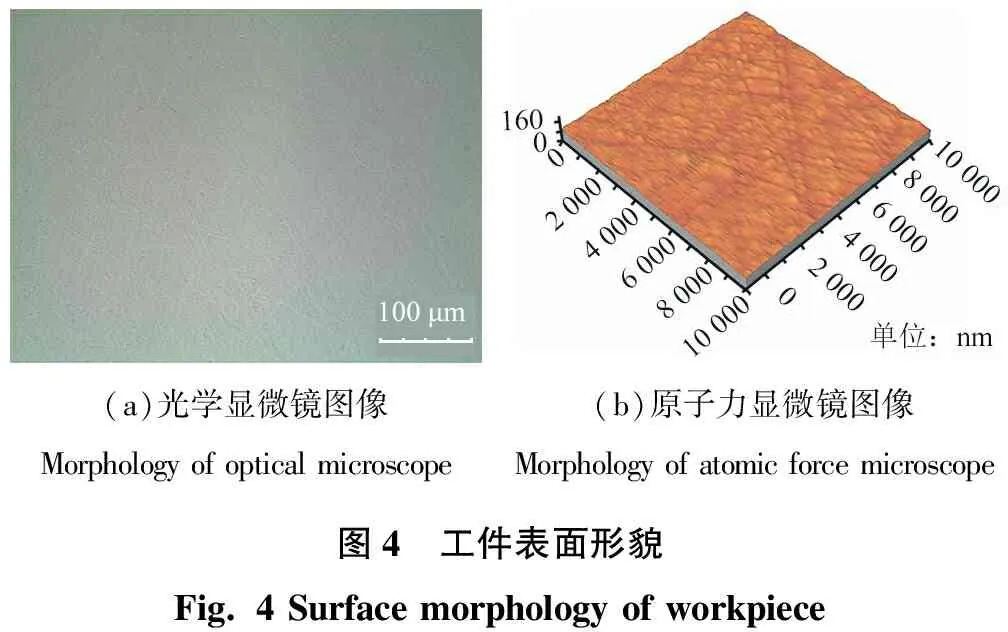
(a)光學顯微鏡圖像Morphology of optical microscope(b)原子力顯微鏡圖像Morphology of atomic force microscope圖4 工件表面形貌Fig. 4 Surface morphology of workpiece
固結磨料拋光的材料去除率為206 nm/min,表面粗糙度Sa值為3.02 nm[9]。與之相比,在引入振動輔助加工后,材料去除率提高了57%,表面粗糙度提高了35%,可見振動輔助對材料去除率及表面粗糙度的作用顯著。振動輔助加工能夠使拋光墊中磨粒與工件由原來的連續性接觸變為規律化的間歇性接觸,由此使拋光墊表面磨粒的運動軌跡變得更加復雜,減少磨粒對工件的摩擦力及磨削力。振動所產生的空化作用不僅能使拋光液均勻分布于工件與拋光墊之間,提高CaF2表面材料去除的均勻性,而且能充分發揮拋光液的化學及乳化作用,促進拋光液對工件的潤滑作用及化學反應,提高加工材料去除率并減少工件表面上的拋光劃痕。
3 結論
提出振動輔助固結磨料拋光CaF2晶體的加工方法,通過正交實驗研究拋光墊轉速、振動頻率、拋光液pH值及轉速比等參數對材料去除率及表面粗糙度的影響,得到的結論如下:
(1)振動輔助固結磨料拋光CaF2晶體時,材料去除率隨轉速增大而增大、隨頻率增大而減小、隨拋光液pH值增大而增大,轉速比為0.95時,材料去除率最大。各因素對材料去除率的影響大小依次為轉速、振動頻率、轉速比、拋光液pH值。
(2)CaF2晶體的表面粗糙度隨拋光墊轉速增大先減小后增大、隨振動頻率增大而不斷降低、隨拋光液pH值增大而逐漸升高,轉速比為0.95時,工件表面粗糙度最優。各因素對表面粗糙度的影響大小依次為轉速、振動頻率、拋光液pH值、轉速比。
(3)實驗得到的優化工藝參數為拋光墊轉速40 r/min、振動頻率40 kHz、拋光液pH值9,轉速比0.95。最優工藝參數對應的材料去除率為324 nm/min,表面粗糙度Sa值為1.92 nm。與無振動輔助固結磨料拋光相比,材料去除率提高了57%,表面粗糙度提高了35%。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
