氟化鈣對(duì)單晶硅片磨削用樹(shù)脂結(jié)合劑金剛石砂輪磨削性能的影響*
2019-03-08 03:11:00丁玉龍熊華軍趙延軍
金剛石與磨料磨具工程 2019年1期
丁玉龍, 惠 珍, 熊華軍, 趙延軍, 包 華
(鄭州磨料磨具磨削研究所有限公司, 超硬材料磨具國(guó)家重點(diǎn)實(shí)驗(yàn)室, 鄭州 450001)
隨著筆記本電腦、智能手機(jī)、平板電腦以及可穿戴智能設(shè)備等產(chǎn)品的發(fā)展,單晶硅片半導(dǎo)體襯底材料的應(yīng)用越來(lái)越廣泛,其中200 mm及以上尺寸的硅片應(yīng)用成為主流,對(duì)硅片的質(zhì)量提出了更高的要求[1]。一般采用樹(shù)脂結(jié)合劑金剛石砂輪加工單晶硅片,要求加工后硅片的磨削表面的粗糙度值低、損傷層薄,磨削質(zhì)量穩(wěn)定、磨削效率高,砂輪自銳性好、有較高的性價(jià)比。
學(xué)者們從磨削機(jī)理[2]、磨料類型和粒度[3-4]、砂輪組織結(jié)構(gòu)[5-6]等方面開(kāi)展了大量研究,以提高樹(shù)脂結(jié)合劑金剛石砂輪的性能。其中,砂輪組織中的氣孔結(jié)構(gòu)可有效去除硅片表面的損傷層并降低其表面粗糙度,同時(shí)也會(huì)降低砂輪的修整頻次。研究發(fā)現(xiàn):石墨[7-9]、二硫化鉬[10-12]、氟化鈣(CaF2)或者氟化鋇[13]等材料既可增加砂輪組織中的氣孔數(shù)量,又可用作樹(shù)脂結(jié)合劑砂輪中的固體潤(rùn)滑組分,降低磨削軸承鋼和合金鋼時(shí)的磨削力和工件的表面粗糙度值[13]。然而,還未見(jiàn)在硅片磨削用金剛石砂輪中添加固體潤(rùn)滑劑的報(bào)道。
為優(yōu)化砂輪的組織結(jié)構(gòu)、改善其磨削性能,將固體潤(rùn)滑劑CaF2引入到單晶硅片磨削用樹(shù)脂結(jié)合劑金剛石砂輪中。通過(guò)分析添加不同體積分?jǐn)?shù)的CaF2制作的金剛石砂輪的表面形貌,磨削過(guò)程中的電流變化、砂輪的磨損情況以及磨削后工件的表面粗糙度和表面損傷層變化,評(píng)估CaF2對(duì)單晶硅片磨削用樹(shù)脂結(jié)合劑金剛石砂輪磨削性能的影響。
1 試驗(yàn)條件及過(guò)程
1.1 砂輪制備
含CaF2砂輪的組成如表1所示。將表1中的物料按設(shè)定的配方配比并混合均勻后,采用熱模壓工藝在MYS-200T油壓機(jī)上制作環(huán)形砂輪工作層,熱壓保溫溫度和壓力分別為180 ℃和10 MPa;用專用切割機(jī)將環(huán)形砂輪工作層切割成砂輪節(jié)塊;再將其粘在鋁基體上;經(jīng)精加工,最終制成圖1所示的6A2T 209×22.5×158×5×5磨削用試驗(yàn)砂輪。

表1 砂輪組成及編號(hào)
1.2 磨削試驗(yàn)
磨削試驗(yàn)在DISCO DFG840磨床上進(jìn)行,磨削工件為直徑200 mm、厚度785 μm的單晶硅片。磨削過(guò)程中,硅片被吸附于真空吸盤上隨工作臺(tái)一起旋轉(zhuǎn),砂輪做相向旋轉(zhuǎn),磨削示意圖如圖2所示。磨削工藝參數(shù)如表2所示。

參數(shù)類型參數(shù)取值砂輪線速度 v1 / (m/s)40垂直進(jìn)給速度v2 / (μm/s)0.3磨削量 ap / μm200工作臺(tái)轉(zhuǎn)速 n / (r/min)120
磨削采用濕磨;修整時(shí)使用自制的精磨砂輪修整板,砂輪轉(zhuǎn)速2500 r/min,修整量50 μm,工作臺(tái)轉(zhuǎn)速80 r/min。
1.3 磨削結(jié)果表征方法
砂輪磨削前后的檢測(cè)指標(biāo)有表面形貌、砂輪的磨損情況及磨床主軸電流、單晶硅片的表面粗糙度、損傷層厚度。用掃描電子顯微鏡(FEI Inspect S50)背散射檢測(cè)砂輪磨削前后的表面形貌;用磨床自帶的測(cè)量系統(tǒng)檢測(cè)磨削過(guò)程中砂輪的磨損情況和主軸電流的變化情況;用哈量2205B型表面粗糙度儀檢測(cè)磨削后硅片的表面粗糙度Ra、Ry和Rz;用“角度截面顯微觀測(cè)法”計(jì)算硅片表面的損傷層厚度[14]。
2 試驗(yàn)結(jié)果及分析
2.1 金剛石砂輪磨削前的表面形貌
圖3是不同樹(shù)脂結(jié)合劑金剛石砂輪磨削前的表面背散射照片。掃描電子顯微鏡背散射成像技術(shù)主要用于樣品表面不同元素分布情況的觀察,而CaF2中Ca元素原子序數(shù)大,背散射電子多,SEM探頭接收到的信號(hào)強(qiáng),在圖上相對(duì)較亮,可清楚觀測(cè)出填料CaF2在砂輪工作層中的分布狀態(tài)。從圖3可以看出:砂輪中各組分分布狀況良好且相對(duì)均勻,其中CaF2在砂輪工作層中呈彌散狀分布,且隨著其含量的增加,結(jié)合劑橋變薄。這就造成在磨削過(guò)程中,結(jié)合劑容易發(fā)生斷裂,從而使新磨粒不斷露出,保持砂輪的持續(xù)鋒利。
2.2 磨床主軸電流及金剛石砂輪磨削后的表面形貌
隨砂輪負(fù)載不同,切削力相應(yīng)變化;切削力的變化會(huì)引起電機(jī)輸出轉(zhuǎn)矩的變化,進(jìn)而導(dǎo)致電機(jī)電流相應(yīng)變化。因此,磨床主軸電流能反映磨削過(guò)程中磨削力的變化情況[13]。在端面磨削中,磨削力一般包括徑向力、切向力和法向力:法向力將磨粒擠壓至工件表層,從而將工件材料去除;切向力直接反映磨削過(guò)程中的功率需求;徑向力在端面磨削中可忽略不計(jì)。樹(shù)脂結(jié)合劑端面磨砂輪采用CaF2為固體潤(rùn)滑劑,在磨削中碳鋼和軸承鋼時(shí),其磨削力都有較大幅度的下降[15]。
圖4為磨床主軸電流隨加工硅片數(shù)量的變化。從圖4中可以看出:砂輪中添加CaF2后,磨床主軸電流下降較多,且主軸電流隨硅片加工片數(shù)增多變化不大;當(dāng)CaF2體積分?jǐn)?shù)為25%時(shí),主軸電流最小,約為6.4 A。這是因?yàn)樘砑覥aF2降低了磨屑黏附在砂輪表面的概率,并使結(jié)合劑橋變薄;當(dāng)其受到的外力達(dá)到斷裂閾值時(shí),結(jié)合劑橋斷裂,新磨粒隨即露出,保證了砂輪持續(xù)的切削能力,也就阻止了由于磨粒鈍化造成的磨削力上升的趨勢(shì)。此外,加入CaF2改善了磨削過(guò)程中磨粒在滑擦和耕犁階段的受力,降低了工件和砂輪之間的摩擦系數(shù),進(jìn)而減小了切向力。受到以上因素的綜合影響,砂輪磨削力下降,機(jī)床的主軸電流減小。
2種砂輪磨削后表面的背散射照片如圖5所示。圖5a中有明顯的黏屑(圖中亮點(diǎn)),圖5b則無(wú)此現(xiàn)象,且圖5b中可以清晰地看到表面紋路。這些紋路是CaF2在砂輪表面劃擦形成的,間接證實(shí)了砂輪在磨削過(guò)程中會(huì)出現(xiàn)結(jié)合劑橋均勻斷裂的現(xiàn)象,因而持續(xù)保證砂輪的鋒利性,這也和圖4的分析相一致。
2.3 金剛石砂輪磨削過(guò)程中的磨損情況
圖6為硅片數(shù)量對(duì)砂輪磨損量的影響。圖6中:4種砂輪的磨損量都隨硅片數(shù)量的增加而增加;同時(shí),CaF2添加量增加,其總體的磨損量出現(xiàn)降低的趨勢(shì)。以硅片數(shù)n為自變量、砂輪磨損量Δh為因變量進(jìn)行線性擬合,得到4個(gè)線性擬合公式:
砂輪A:Δh=0.505 9n-22.108 0,R2=0.982 6
(1)
砂輪B:Δh=0.483 2n-21.488 0,R2=0.981 2
(2)
砂輪C:Δh=0.462 8n-21.245 0,R2=0.980 5
(3)
砂輪D:Δh=0.448 6n-20.761 0,R2=0.978 7
(4)
式(1)~(4)中的R2是擬合相關(guān)系數(shù),值越接近1表示擬合越理想,4個(gè)線性擬合曲線均較理想。式(1)~(4)中的擬合曲線斜率即為磨削1片硅片時(shí)的砂輪消耗量,其值變化明顯并隨CaF2的加入量增多而降低,其中砂輪D的磨損量最低,為每片0.448 6 μm,與砂輪A的0.505 9 μm相比,磨損量下降了11.3%。這是因?yàn)殡m然CaF2的加入使結(jié)合劑橋變薄,但相應(yīng)地也對(duì)砂輪的工作層組織起到補(bǔ)強(qiáng)作用,從而降低了砂輪的磨損[16]。
2.4 硅片表面粗糙度及損傷層厚度
硅片的磨削質(zhì)量常用表面粗糙度Ra、Ry和Rz來(lái)表征:Ra表示輪廓算術(shù)平均偏差, 可以反映硅片磨削表面的宏觀粗糙度;Ry表示微觀不平度十點(diǎn)高度;Rz表示輪廓最大高度。Ry和Rz可以間接反映晶圓表面由于砂輪磨削引起的表面輪廓變化,硅片表面輪廓度變化越小,硅片的碎片率越低。
圖7是不同砂輪磨削后硅片的表面粗糙度變化趨勢(shì)。從圖7中可以看出:CaF2的體積分?jǐn)?shù)不同,硅片的表面粗糙度Ra變化不大,Ry和Rz變化明顯;相對(duì)來(lái)說(shuō),當(dāng)CaF2體積分?jǐn)?shù)為25%時(shí),Ra、Ry和Rz分別達(dá)到最小值0.056 μm、0.382 μm和0.396 μm。
影響表面粗糙度Ra的決定性因素是磨粒的大小,A、B、C、D砂輪的金剛石粒度相同,變化的只是CaF2的加入量及砂輪組織不同。單一的砂輪組織結(jié)構(gòu)變化并不會(huì)對(duì)磨削工件的粗糙度有重大影響,這也解釋了Ra變化不明顯的原因。同時(shí),加入CaF2后硅片和砂輪之間的摩擦力減小,砂輪的鋒利度改善,使Ry和Rz明顯下降,硅片的表面輪廓度趨于一致。
圖8是2種砂輪磨削硅片后其表面用顯微鏡測(cè)量的裂紋長(zhǎng)度。將圖8中的數(shù)據(jù)代入文獻(xiàn)[14]中進(jìn)行計(jì)算,得出砂輪D磨削后硅片的損傷層厚度為0.559 6 μm,砂輪A的則為0.792 8 μm,表明添加CaF2可有效減小單晶硅片的表面損傷層厚度。
在超精密磨削過(guò)程中,材料去除是由磨粒的微切削造成的,這種微切削會(huì)在單晶硅片表面造成微裂紋,微裂紋的產(chǎn)生會(huì)降低硅片的強(qiáng)度和耐變形能力。CaF2的加入降低了工件和砂輪之間的摩擦作用,同時(shí)也賦予砂輪良好的切削能力,使單晶硅片的表面損傷層厚度減小。
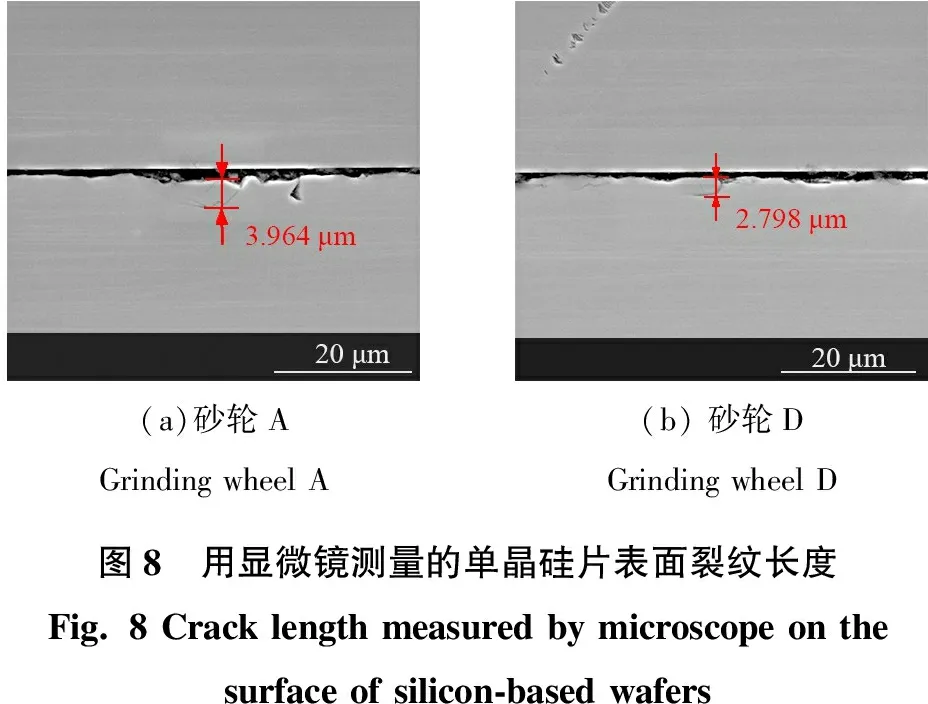
(a)砂輪AGrinding wheel A(b) 砂輪DGrinding wheel D圖8 用顯微鏡測(cè)量的單晶硅片表面裂紋長(zhǎng)度 Fig. 8 Crack length measured by microscope on the surface of silicon-based wafers
3 結(jié)論
(1)樹(shù)脂金剛石砂輪中加入CaF2固體潤(rùn)滑劑,可降低砂輪和工件之間的摩擦系數(shù),提高砂輪的切削能力,同時(shí)也可減小砂輪的磨損量、延長(zhǎng)砂輪的使用壽命并提高硅片的表面質(zhì)量。
(2)當(dāng)CaF2體積分?jǐn)?shù)為25%時(shí),磨床的主軸電流約6.4 A,砂輪磨損量為0.448 6 μm/片,單晶硅片表面的粗糙度為Ra0.056 μm、Ry0.382 μm和Rz0.396 μm,表面損傷層厚度為0.559 6 μm,硅片具有更高的強(qiáng)度和耐變形能力。
