光學玻璃的高效精密劃切工藝研究*
2019-03-08 03:11:06尹韶輝曹俊明龔勝梁振廷胡天陳逢軍黃帥
金剛石與磨料磨具工程 2019年1期
尹韶輝,曹俊明,龔勝,梁振廷,胡天,陳逢軍,黃帥
(1. 湖南大學, 國家高效磨削工程技術研究中心, 長沙 410082) (2. 長沙華騰智能裝備有限公司, 長沙410082)
K9光學玻璃由于其具有的獨特物理、化學性能,如高硬度、好的光學透明度、各種折射率、同質性好等特性[1],廣泛應用于光學產業中,是一種較難加工的硬脆材料。由于產品需要,光學玻璃要被劃切成特定的尺寸來使用,其劃片工序特別是一些高端的光學元件對K9光學玻璃的劃切有很高的要求,如玻璃崩邊或者微裂紋過大,將嚴重影響產品的質量,甚至導致產品報廢。
國內外學者對此進行了深入的研究。閆偉文等[2]詳細介紹了劃片機的劃切原理,對劃切中影響劃切質量的關鍵因素進行了系統分析;杜鵑等[3]深入研究了硬脆材料誘導的崩邊斷裂機理,構建出三層分析模型并提出相應的控制方法,并通過K9玻璃零件的加工進行了驗證;蔡克新等[4]開發了LCD玻璃劃片機控制系統,并根據LCD玻璃劃切工藝及Griffith微裂紋理論分析了其斷裂的過程;肖強等[5]將ELID磨削方法應用于光學玻璃的精密加工,通過優化電解參數獲得了較好的表面質量;耿其東等[6]采用改進的磁力研磨工藝對K9光學玻璃表面進行加工,通過參數優化獲得了好的表面質量且表面一致性較好;甄萬財[7]在研究中指出采用較高的主軸轉速、較小的劃切速度和順向劃切模式,可以減小玻璃切割道的寬度;SCOTT等[8]用集中度不同的金剛石砂輪刀片劃切Mn-Zn單晶亞鐵鹽材料,發現崩邊主要產生于切割道的兩端,當金剛石的集中度較高時,崩邊尺寸隨切割道的變寬而變小。
上述研究,未針對光學玻璃實際劃切工藝參數進行試驗。為了減少崩邊及微裂紋的發生,對K9光學玻璃的劃切工藝進行研究,研究緊固方式、劃片刀種類、切割水流量等工藝參數對K9光學玻璃劃切效果的影響。
1 光學玻璃劃切原理
劃片工序是將光學玻璃整體通過劃片機分割成單個產品的工藝過程,其劃切原理和結構如圖1所示。光學玻璃的劃切磨削去除機理一般可分為脆性破裂和塑性變形2種[9]:脆性破裂去除是通過空隙和裂紋的形成或擴展、剝落及碎裂等方式來完成的,脆性破裂時的裂痕發生在磨粒后方的接觸面附近,裂痕側向生長而形成微裂紋,當切削力超過極限強度時形成崩邊,如圖1a中Ⅰ、Ⅱ所示;塑性變形去除方式包括劃擦、耕犁和切屑成形,砂輪劃片刀作用在光學玻璃表面,磨粒與光學玻璃摩擦產生彈性變形,在內摩擦力作用下使磨粒前下方區域形成塑性域,隨著X軸的進給塑性區域擴大而形成剪切區,隨著切屑的去除形成切割道,如圖1a中的Ⅲ、Ⅳ所示。
劃片機劃切之前,首先要將K9玻璃緊固在玻璃基板上,然后再放在工作盤上,工作盤上方裝有CCD工業相機,隨著Y軸的移動而移動,通過CCD工業相機準確獲取K9玻璃的位置信息及切割道位置。工作臺由θ軸電機帶動,可在400°范圍內任意旋轉;利用安裝在氣浮電主軸上的刀盤夾持裝置夾持刀片,刀片以合適的速度沿著切割道進行有規律、等間距的劃切;氣浮電主軸安裝在Z軸上,通過其上下運動控制不同的劃切深度;X軸水平運動實現切割道長度方向的劃切;劃切完一次后Y軸分度移動實現多次劃切;最后通過θ軸轉動90°來實現多方向的劃切。劃片機結構示意圖如圖1b所示。
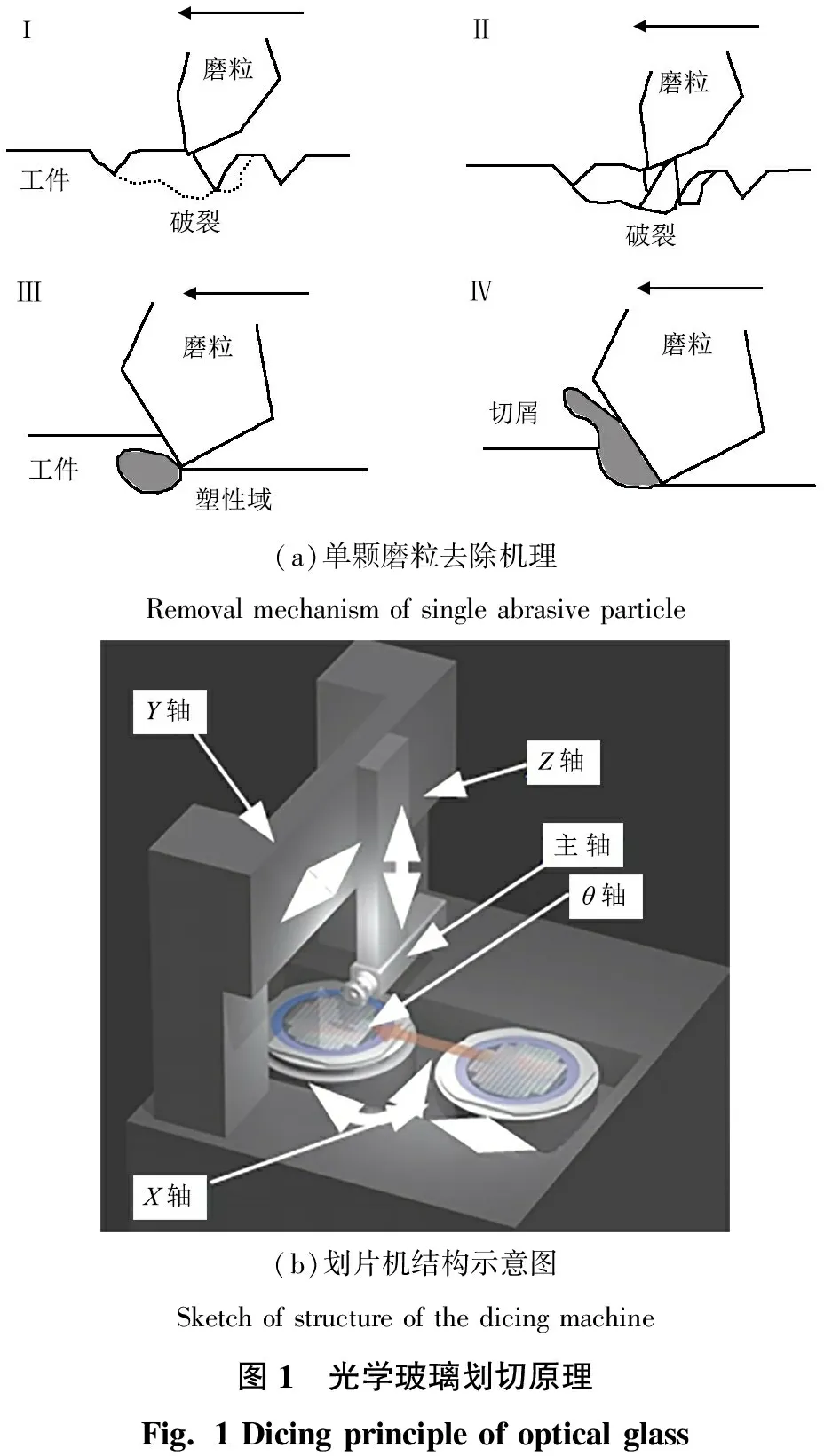
(a)單顆磨粒去除機理Removal mechanism of single abrasive particle(b)劃片機結構示意圖Sketch of structure of the dicing machine圖1 光學玻璃劃切原理 Fig. 1 Dicing principle of optical glass
2 劃切試驗條件和方法
以自主研發的FAD1210高精高效劃片機為平臺,進行一系列單因素劃切試驗,研究不同工藝參數對K9光學玻璃切割道崩邊寬度及表面粗糙度的影響。
2.1 試驗裝置
圖2為試驗用FAD1210全自動高精密劃片機實物圖。該設備采用自主研發的HT-1210軟件系統和視覺系統,人機交互性高;擁有高精度運動系統,Y軸采用最小分辨率為0.1 μm的光柵尺測量運動位移數據,并使用激光干涉儀進行補償,重復定位精度達到±1 μm;自動上下料系統大大減少了劃片過程中操作工人手動放料、取料等工序的時間,一人可操縱多臺設備,節省了大量的勞動力,降低了勞動強度,提高了生產效率;采用非接觸式光纖傳感器,實時在線檢測刀具磨損情況,且能夠進行在線補償,提高劃切精度。

圖2 試驗用劃片機 Fig. 2 Dicing machine
2.2 試驗條件
試樣材料為K9光學玻璃,其性能參數如表1所示。
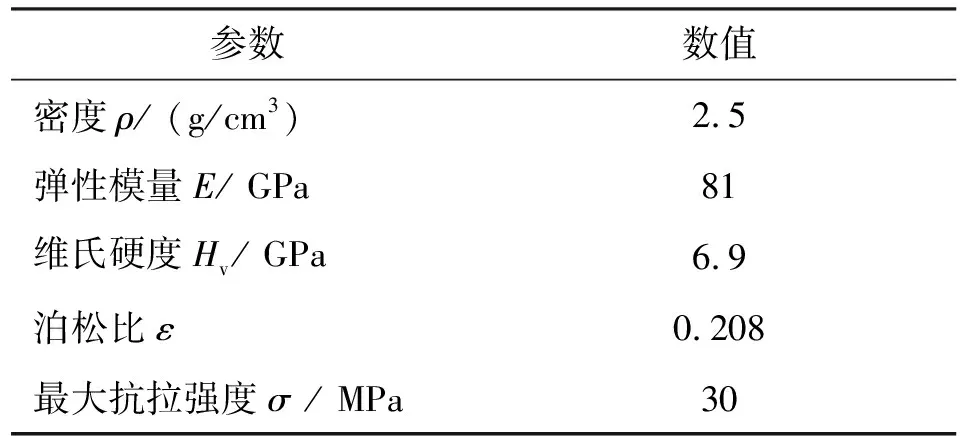
表1 K9光學玻璃的材料性能
劃片刀的選擇要同時考慮劃片刀的使用壽命、劃切質量及生產成本,影響劃片刀的主要因素有金剛石磨粒粒徑和結合劑材料,因此對比研究了金屬、樹脂及電鍍結合劑3種不同類型刀片的劃切效果,其參數如表2所示。
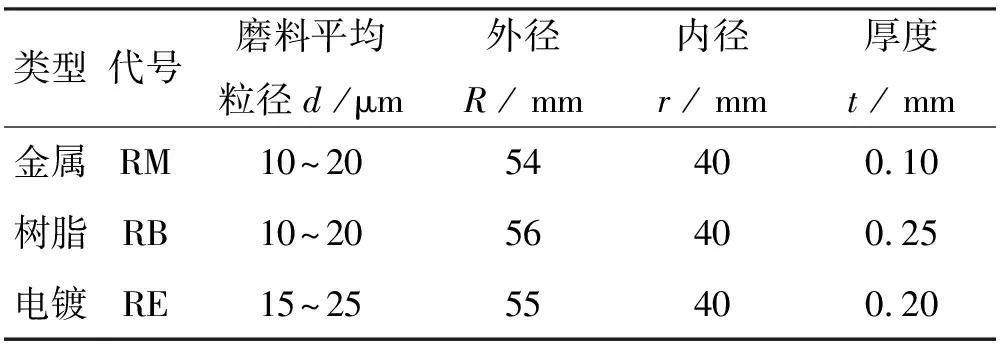
表2 劃片刀參數
2.3 試驗方案
為了探究不同工藝參數對劃切K9光學玻璃崩邊寬度及表面粗糙度的影響,選取緊固方式、劃片刀種類、切割水流量3組主要因素進行單因素工藝劃切試驗,其他工藝參數如表3所示。第1組試驗是探究緊固方式對K9玻璃劃切的影響,緊固方式分為高溫硅膠帶固定、UV膜固定和基板玻璃固定3種方式;第2組試驗是探究劃片刀種類對K9玻璃劃切的影響,劃片刀種類包括金屬刀、電鍍刀、樹脂刀;第3組試驗是探究切割水流量對K9光學玻璃劃切的影響,切割水流量設置范圍為1.5~6.0 L/min,每組增量為1.5 L/min。
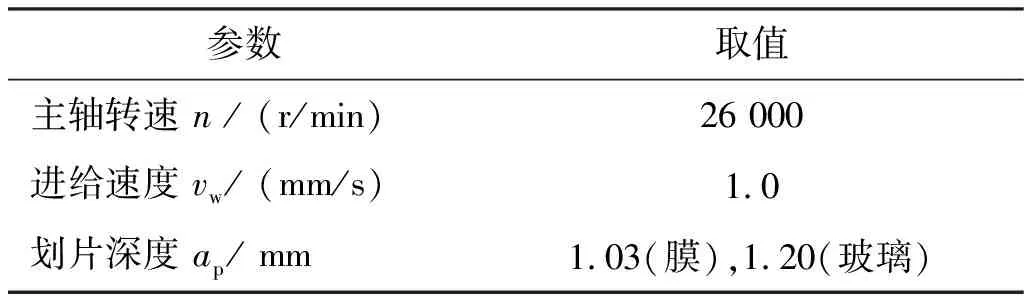
表3 工藝參數
利用金相顯微鏡對劃切后的切割道進行觀察,測量其崩邊寬度h(切割道崩邊的最大值);采用Zygo New View 7100白光干涉儀對劃切后的切割道表面粗糙度進行測量。
3 試驗結果及分析
玻璃劃切試驗針對緊固方式、劃片刀種類及切割水流量3種因素進行。
3.1 緊固方式對K9玻璃劃切的影響
圖3給出了緊固方式對劃切效果的影響。圖4為不同緊固方式劃切后的形貌圖。從圖3、圖4中可以看出:采用高溫硅膠帶、UV膜、玻璃基板3種不同緊固方式劃切K9玻璃,其崩邊寬度及表面粗糙度Ra結果不同,高溫硅膠帶崩邊寬度及表面粗糙度大于UV膜的,UV膜的大于玻璃基板的。
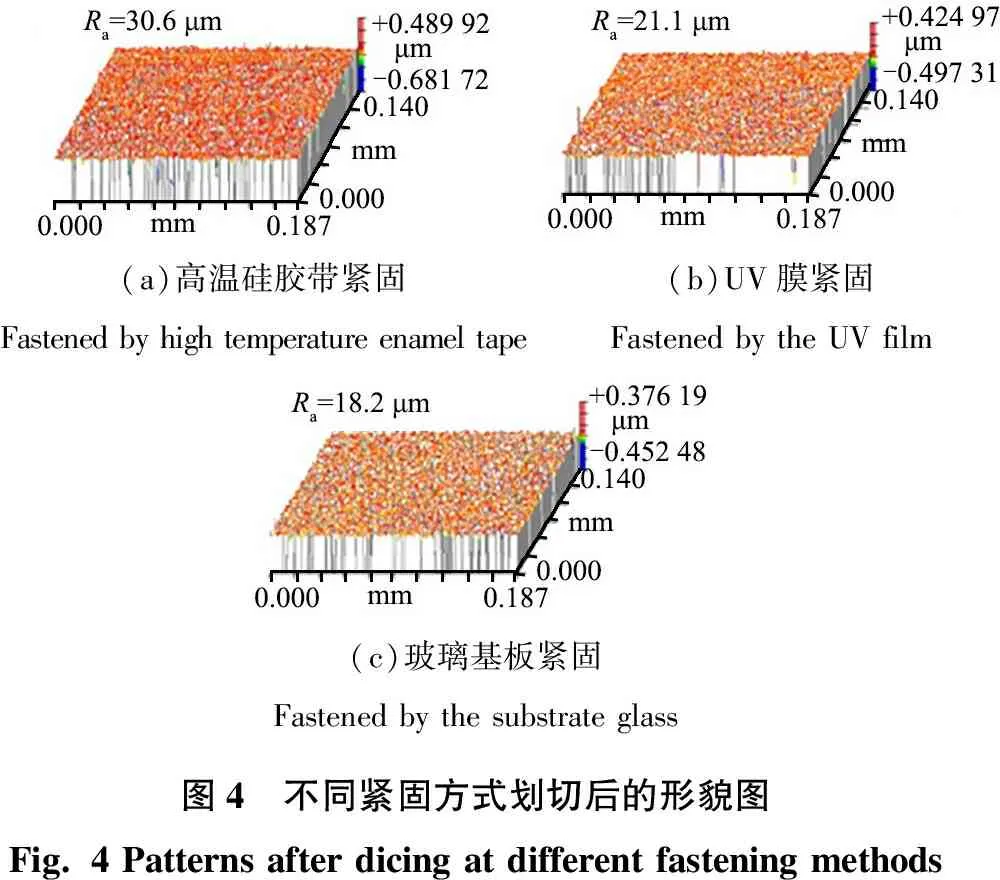
(a)高溫硅膠帶緊固Fastened by high temperature enamel tape(b)UV膜緊固Fastened by the UV film(c)玻璃基板緊固Fastened by the substrate glass圖4 不同緊固方式劃切后的形貌圖 Fig. 4 Patterns after dicing at different fastening methods
K9玻璃通常是用固定膜及蠟、玻璃載體等真空吸附在工件盤上,固定膜有高溫硅膠帶(綠膜)和UV膜(紫外膜)等,固定膜的黏附力必須足夠大,才能保證劃切過程中的分離材料不會脫落,并且在劃切完成后又容易取下。高溫硅膠帶由于材質較軟,在固定K9玻璃時容易殘留氣泡,且最大拉應力較大,使玻璃崩邊寬度增大、表面粗糙度變差;將K9玻璃固定在UV膜上能使玻璃在劃切中保持完整,減少劃切中崩碎的產生,確保玻璃塊在正常劃切過程中不會有位移、掉落的情形發生,且其具有適當的擴張性,經紫外線照射后黏結力下降[10],玻璃塊容易被取下來。但UV膜與高溫硅膠帶類似,其接觸面是軟接觸,劃切時會發生變形,因此崩邊也較大、表面粗糙度也較差。將K9玻璃通過蠟粘在基板玻璃上以增加其輔助支撐[11],限制了K9玻璃與基板玻璃側向的位移,優化了其應力分布,可減小崩邊大小[3];而且,基板玻璃具有自修磨特性,有助于減少劃切阻力。經大量的劃切試驗發現,當切深為1.2 mm時劃切材料的切口平齊。綜上所述,采用基板玻璃緊固方式可在一定程度上降低玻璃崩邊的大小,改善其表面質量。
3.2 劃片刀種類對K9光學玻璃劃切的影響
圖5所示為劃片刀種類對劃切效果的影響。圖6給出了3種劃片刀劃切后的形貌圖。
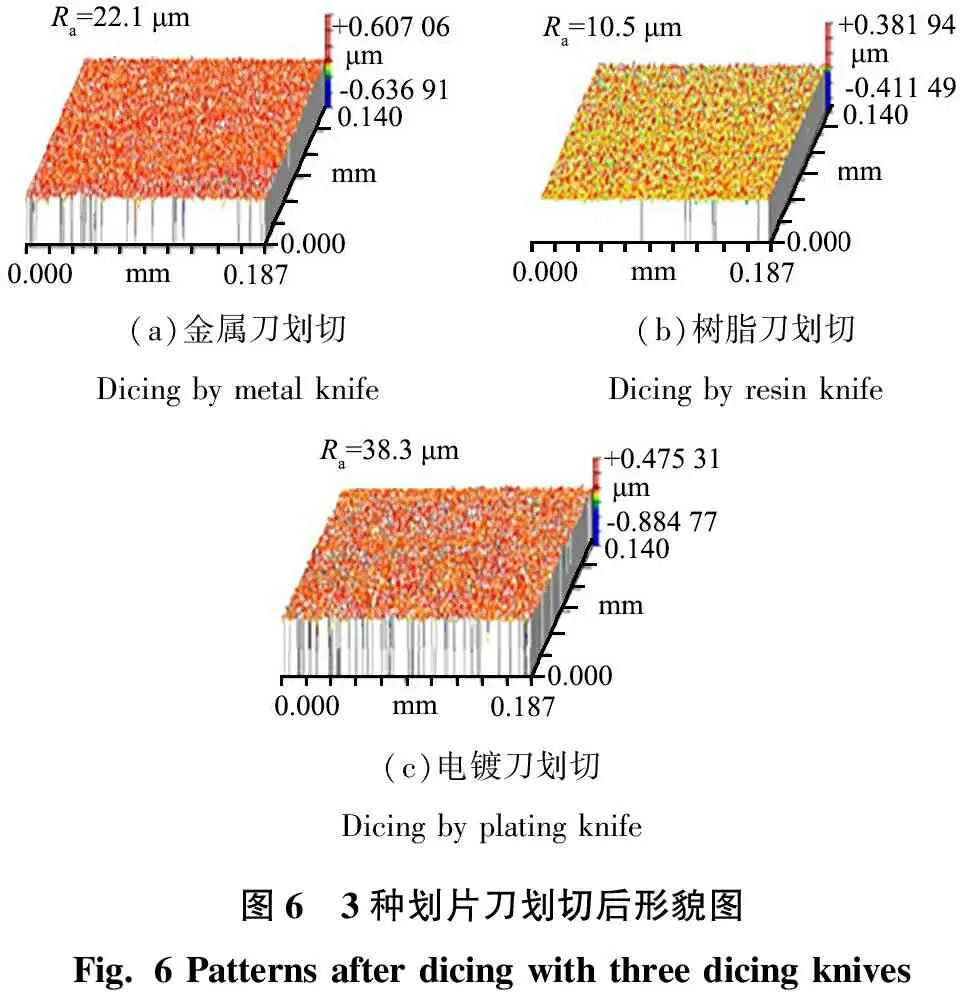
(a)金屬刀劃切Dicing by metal knife(b)樹脂刀劃切 Dicing by resin knife (c)電鍍刀劃切Dicing by plating knife圖6 3種劃片刀劃切后形貌圖Fig. 6 Patterns after dicing with three dicing knives
如圖5、圖6所示:采用3種不同類型的劃片刀劃切K9光學玻璃,用樹脂刀劃切時玻璃的崩邊寬度和表面粗糙度都較小,金屬刀次之,電鍍刀最大。金屬結合劑劃片刀具有高切削能力,且金屬結合劑對磨料的把持能力強,耐磨性好,刀片形狀的保持性也好,相對來說使用壽命更長久;電鍍刀的特點是高韌性、高精度、超薄,更適合于高難度的倒角劃切和階梯劃切加工場合;樹脂結合劑劃片刀劃切時在垂直方向消耗,能有效降低其晶粒變形,提高硬脆材料劃切的品質及加工效率,改善其加工質量。K9玻璃這種硬脆性材料,劃切時磨粒容易磨損,為了能使磨鈍了的磨粒及時脫落,應選擇較軟的刀具[12];大量的試驗也證明,樹脂結合劑刀具相比其他種類的刀具更鋒利、更富有彈性、自銳性強、劃切效率高等[13]。因此,選擇樹脂結合劑劃片刀可以降低玻璃劃切時的崩邊大小,并降低其表面粗糙度。
3.3 切割水流量對K9玻璃劃切的影響
切割水流量對劃切效果的影響如圖7所示。圖8為不同切割水流量劃切后的形貌圖。
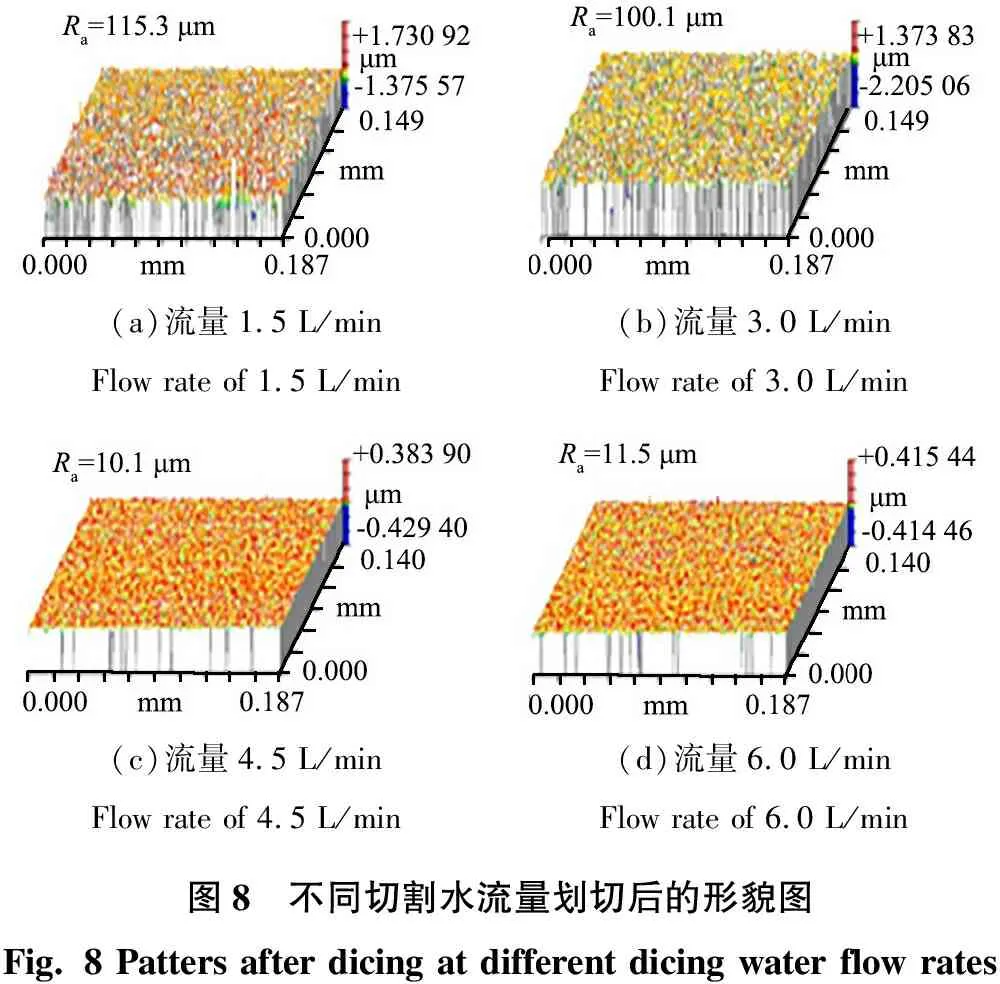
(a)流量1.5 L/minFlow rate of 1.5 L/min(b)流量3.0 L/minFlow rate of 3.0 L/min(c)流量4.5 L/minFlow rate of 4.5 L/min(d)流量6.0 L/minFlow rate of 6.0 L/min圖8 不同切割水流量劃切后的形貌圖Fig. 8 Patters after dicing at different dicing water flow rates
如圖7、圖8所示:切割水流量分別為1.5 L/min、3.0 L/min、4.5 L/min、6.0 L/min時劃切K9玻璃,其崩邊大小及表面粗糙度隨切割水流量的增大,先是不斷降低,然后趨于穩定。大量的劃切試驗表明:切割水流量過小,達不到冷卻效果,刀片磨損加快,甚至會出現燒焦現象;切割水流量過大會導致刀痕偏移,出現波浪形切割道,沖走劃切過程中黏結不牢的材料,且當刀片厚度較薄時還會影響刀片的剛性。劃片刀劃切K9玻璃時會產生熱量,需要冷卻液來帶走刀片與劃切材料接觸部分的摩擦熱,沖走劃切產生的切屑,防止熱量傳遞到材料上影響其性能并延長刀片的壽命,保證劃切的質量[14]。因此,選擇切割水流量為4.5 L/min可以改善K9玻璃的劃切質量,使其崩邊寬度和表面粗糙度符合要求。
4 參數優化及劃切驗證
通過上述劃切試驗,最終選取了玻璃基板為緊固方式,樹脂結合劑劃片刀,切割水流量為4.5 L/min的優化工藝參數并進行劃切驗證。圖9為K9玻璃優化前后的劃切形貌對比圖。圖10為K9光學玻璃劃切前后的實物圖。
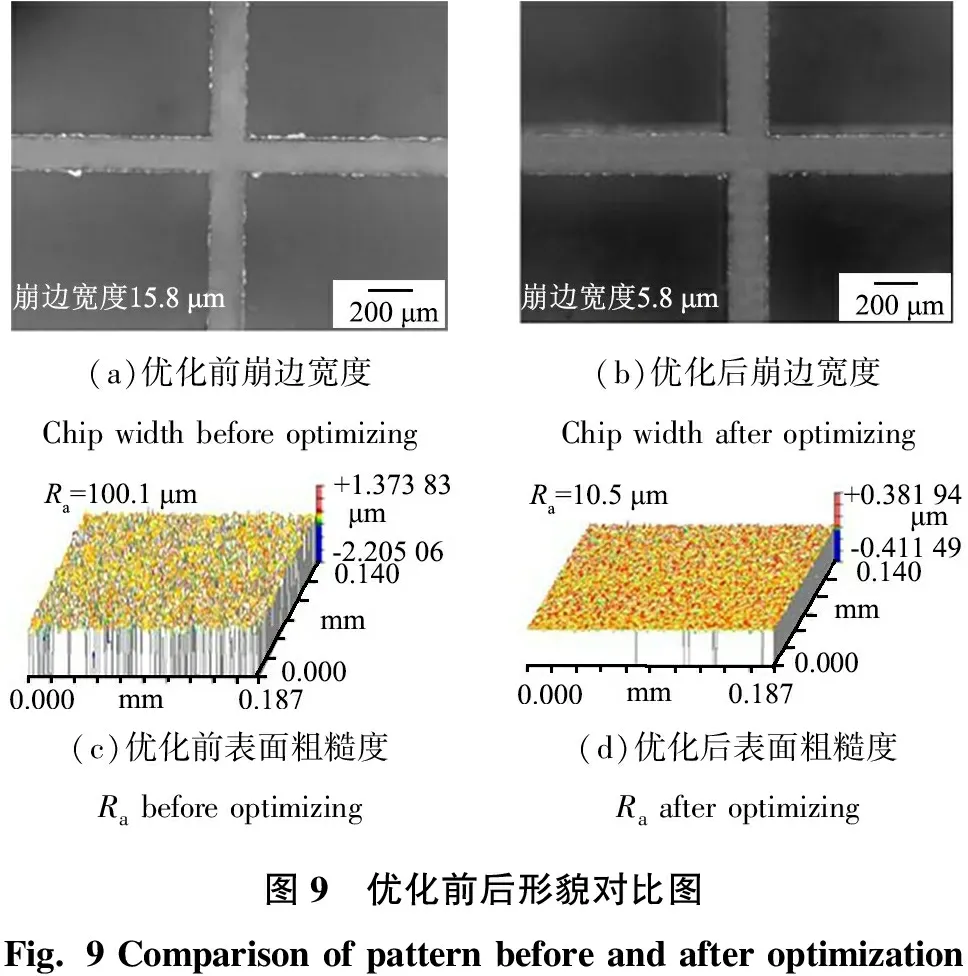
(a)優化前崩邊寬度Chip width before optimizing(b)優化后崩邊寬度Chip width after optimizing(c)優化前表面粗糙度Ra before optimizing(d)優化后表面粗糙度Ra after optimizing圖9 優化前后形貌對比圖 Fig. 9 Comparison of pattern before and after optimization
由圖9、圖10可以看出:優化后的玻璃劃切崩邊寬度為5.8 μm,表面粗糙度Ra為10.5 nm;且劃切后玻璃表面無劃痕,達到工業劃切標準。
5 結論
(1)緊固方式顯著影響K9光學玻璃的劃切,采用玻璃基板緊固方式劃切效果較好,UV膜次之,高溫硅膠帶較差。
(2)采用樹脂結合劑劃片刀劃切玻璃的崩邊寬度較小、表面粗糙度較低,劃切效果較理想,金屬刀次之,電鍍刀較差。
(3)切割水流量增大,玻璃崩邊寬度和表面粗糙度逐漸減小,當切割水流量大于4.5 L/min時,劃切效果趨于穩定。
(4)采用玻璃基板緊固方式,在切割水流量為4.5 L/min時,用樹脂刀劃切K9光學玻璃效果最佳,崩邊寬度為5.8 μm,表面粗糙度Ra達10.5 nm。
