冬春鮮喂飼用油菜收獲機滾刀式切碎裝置設計與試驗
2019-03-06 09:07:18蔣亞軍廖宜濤廖慶喜
農業機械學報 2019年2期
關鍵詞:合格率
蔣亞軍 廖宜濤 廖慶喜,2
(1.華中農業大學工學院, 武漢 430070; 2.農業農村部長江中下游農業裝備重點實驗室, 武漢 430070)
0 引言
油菜是我國長江中下游地區主要秋種夏收作物,既是優質油料作物,又是優質蜜源、大規模觀花旅游、優質鮮飼和青貯飼料作物,極具發展潛力[1]。飼用油菜是在冬春季節刈割油菜苗期到尾花期全株用于鮮喂或青貯飼喂牲畜的飼料,其生物量大、產量高、營養豐富、成本低,可有效緩解牲畜缺乏青飼料的問題[2];特別是冬春季節輔助主料鮮喂,可促進牲畜生長,縮短育肥周期,降低飼喂成本。要促進飼用油菜作物生產的快速發展,推進農牧種養深度融合,輕簡高效的機械化生產技術是關鍵。目前適應于油菜種植農藝要求的輕簡高效精量聯合播種裝備已經在生產中得到推廣應用[3],但缺乏適應的飼用油菜輕簡高效收獲裝備,由人工刈割油菜直接飼喂或切碎后飼喂,勞動量大、效率低。
國內外現有飼料作物收獲機主要針對玉米、牧草等青貯收獲,收獲機主要包括割臺總成、喂入裝置、切碎裝置、拋送裝置等。為提高收獲機適應性,車剛等[4-5]研制了盤刀式揉搓切碎裝置,其切碎飼料質量好、生產效率高。國外莖稈切碎裝置多采用滾刀式切碎器[6-8],可實現切碎長度無級可調。為滿足青貯物料發酵條件,現有切碎裝置[9-14]主要采用具有揉搓功能的盤刀式切碎裝置和帶有籽粒破碎裝置的滾刀式切碎裝置。
前期研究發現盤刀式切碎裝置用于飼用油菜收獲,物料受過度揉搓擠壓,導致物料汁水溢出無法飼喂,而且切碎后物料易堵在長而窄的輸送通道內而無法繼續作業。在此基礎上本文針對飼用油菜含水率高、質地脆嫩,易于剪切、擠壓破損的特點,設計一種適用于飼用油菜的滾刀式切碎裝置,以滿足切碎和飼喂要求。通過田間試驗,測試其工作性能和效率以驗證其工藝路線的可行性,為后續飼用油菜收獲機研發和優化提供參考。
1 物料特性及收獲難點
冬春鮮喂飼用油菜物料特性是設計飼用油菜收獲機及其關鍵部件的基礎。選取飼用油菜主推品種華油雜62,在湖北省潛江市飼用油菜試驗基地開展試驗。油菜生長狀態如圖1a~1c所示,生物量跟蹤測試表明油菜盛花期生物量最大,可達75 000 kg/hm2,而苜蓿、紅豆草等飼草作物生物量[15]在9 000 kg/hm2左右,飼用油菜優勢明顯;盛花期生物量比苗期高約40%,比果莢期高約10%,原因是花期油菜莖稈粗蛋白、粗脂肪含量最高,結實后植株莖葉營養向果莢轉移,干物質積累速率下降,因此飼用油菜花期是最佳收獲期。

圖1 植株形態與輸送通道堵塞Fig.1 Plant morphology and blocked congestion channel
分別測定飼用油菜抽薹期、盛花期和果莢期的植株物理機械特性,結果如表1所示。飼用油菜莖稈和葉片含水率均在83%以上,常用玉米等飼料作物收獲時的含水率在75%以下[16],油菜莖稈隨著生長過程的變化,其含水率降低,木質化程度增加,莖稈彎曲強度、抗壓強度和剪切強度增加,但顯著低于玉米、牧草[17]等作物。
綜上所述,飼用油菜是含水率高、質地脆嫩、易于剪切、擠壓破損的作物,因此現有收獲機械采用盤刀式或具有擠壓破碎功能的滾刀式切碎方式,收獲效果均不理想。圖1d為前期研究采用盤刀式切碎方式收獲情況,切碎物料呈糊狀,易粘附在通道管壁上造成輸送通道堵塞,且飼喂效果不佳。

表1 飼用油菜主要物理特性參數Tab.1 Main physical characteristics parameters of fodder rapeseed
注:莖葉比為莖稈鮮質量與葉片鮮質量比。
2 飼用油菜收獲機設計與工作過程
2.1 模塊化結構設計
為降低飼用油菜機械化收獲成本投入,將模塊化設計方法(MDM)應用到飼用油菜收獲機研發中,對長江中下游保有量大的履帶式谷物聯合收獲機進行功能定義及分解。對比分析谷物機械化收獲與飼用油菜機械化收獲工藝流程,其中行走功能、切割功能和輸送功能與谷物聯合收獲功能需求一致。為實現飼用收獲與谷物收獲功能切換,通過對切碎功能和飼用油菜集卸功能模塊組合重構,實現飼用油菜收獲機的快速響應設計,其工藝流程與模塊分類如圖2所示。
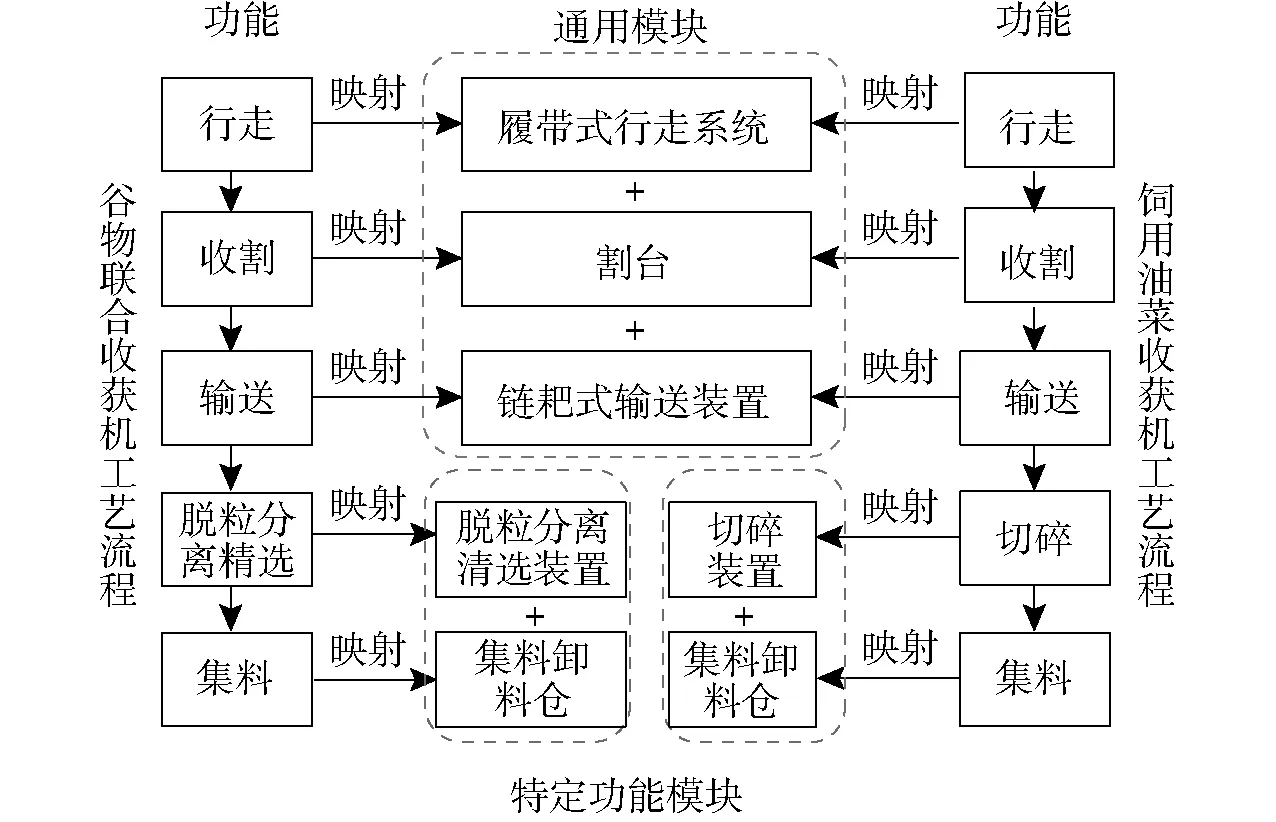
圖2 工藝流程與模塊分類Fig.2 Technological process and module classified
將切碎裝置和飼用油菜集料倉根據模塊之間標準化和通用化設計原則,按照收獲機功能需求變化對模塊進行增減和替換的要求,實現收獲機功能的快速重構。切碎裝置與集料倉均采用螺栓連接安裝于收獲機底盤后方,總體結構如圖3所示。主要技術參數如表2所示。

圖3 飼用油菜收獲機總體結構圖Fig.3 Structure of fodder rapeseed harvester1.割臺 2.鏈耙式輸送裝置 3.履帶行走系統 4.飼用油菜滾刀式切碎裝置 5.飼用油菜集料卸料倉 6.谷物脫粒分離清選裝置 7.谷物收獲集料卸料倉
2.2 滾刀式切碎裝置工作過程
根據物料不同狀態,可將切碎裝置工作過程分為4個階段:抓取壓實階段、切削擠壓階段、切斷推送階段、拋擲吹送階段。抓取壓實階段,即物料由鏈耙式輸送裝置喂入喂入口時,自適應調節喂料結構將物料壓實后均勻喂入。切削擠壓階段,即物料進入喂入口后,動刀以一定的線速度切割物料,在切割過程中,動刀對物料產生滑切的同時還存在一定的擠壓。切斷推送階段,即隨著切碎器主軸轉動,動刀將切碎后的物料沿罩殼內壁圓弧推送至罩殼切向方向,在離心力作用下被拋擲。拋擲吹送階段,即動刀對切碎后的物料提供足夠速度,沿拋送罩殼內壁被拋出至集料卸料裝置。待物料裝滿后由液壓油缸將集料卸料裝置翻卸至運輸車。其工作過程如圖4所示。

表2 飼用油菜收獲機主要技術參數Tab.2 Major technical parameters of fodder rapeseed harvester

圖4 切碎裝置工作示意圖Fig.4 Schematic of chopping device1.鏈耙式輸送裝置 2.自適應調節喂料機構 3.定刀 4.滾刀式切碎器 5.切碎裝置殼體 6.拋送罩殼 Ⅰ.抓取壓實階段 Ⅱ.切削擠壓階段 Ⅲ.切斷推送階段 Ⅳ.拋擲吹送階段
3 切碎裝置關鍵部件設計與分析
滾刀式切碎裝置主要由自適應調節喂料機構、喂入口罩殼、下罩殼、支架、滾刀式切碎器、上罩殼等組成,其中自適應調節喂料機構和滾刀式切碎器是其關鍵部件,其結構如圖5所示。

圖5 切碎裝置結構示意圖Fig.5 Structural diagram of chopping device1.自適應調節喂料機構 2.喂入壓輥 3.喂入口罩殼 4.下罩殼 5.支架 6.滾刀式切碎器 7.上罩殼
3.1 自適應調節喂料機構
飼用油菜在不同收獲期生物量差異大,且不同地塊和播種量造成生物量分布不均,因此切碎裝置喂料機構需滿足大波動喂入量下物料的順暢喂入。本文設計一種自適應調節喂料機構,由支撐架、吊環螺釘、圓柱螺旋拉伸彈簧、罩殼、軸承座、滾筒、牙板、喂入壓輥軸和支撐側板組成,如圖6所示。根據飼用油菜收獲過程中喂入量的變化,喂入壓輥可繞著切碎器主軸上下浮動,從而實時自動調節喂入壓輥與喂入底板之間的間隙,以適應喂入量波動,避免因喂入量過大造成切碎裝置喂入口堵塞,提高切碎裝置對喂入量的適應性。

圖6 自適應調節喂料機構結構示意圖Fig.6 Structural diagram of adaptive adjustable mechanism of feedstock1.支撐架 2.吊環螺釘 3.圓柱螺旋拉伸彈簧 4.罩殼 5.軸承座 6.滾筒 7.牙板 8.喂入壓輥軸 9.支撐側板
切碎器主軸通過鏈傳動將動力傳遞給喂入壓輥軸,帶動喂入壓輥轉動,并在彈簧等輔助部件的共同作用下將輸送鏈耙送過來的物料壓實,均勻地喂入至切碎器等待切割。為提高喂入壓輥的抓取能力,滾筒上的牙板刃口設計成鋸齒形,增大牙板與物料之間的摩擦力。
喂料機構的喂入作用依靠轉動的喂入輥對物料擠壓所產生的摩擦力,假設喂入前物料層厚度為Hg,經喂入輥壓實后物料層厚度為hg,其喂入過程受力分析如圖7所示,為使物料順利喂入,需滿足
(1)
式中fg——壓輥對物料的摩擦力,N
FN——壓輥對物料的正壓力,N
θg——壓輥回轉中心與正壓力夾角,(°)
φg——壓輥對物料的摩擦角,(°)

圖7 物料在喂入區受力分析Fig.7 Mechanics analysis of material in feeding zone
喂入壓輥需要滿足φg>θg的基本條件才能使物料層順利喂入。喂入壓輥半徑r為
hg+r=Hg+rcos(2θg)
(2)
當φg=θg時,最小喂入壓輥半徑rmin為
(3)
取喂入前物料層最大厚度Hg為0.06 m,經喂入輥壓實后物料層厚度hg為0.045 m,φg為20°,通過式(3)計算得rmin=0.064 m,根據結構選取r=0.07 m。
3.2 滾刀式切碎器
滾刀式切碎器采用平板式,主要由滾筒基座、滾筒主軸、動刀座、動刀、動刀護板等組成,其結構如圖8所示。

圖8 滾刀式切碎器Fig.8 Cylinder-type cutterhead1.動刀座 2.滾筒基座 3.切碎器主軸 4.動刀 5.動刀護板
3.2.1動刀結構參數設計
動刀刃口為直線形,其刃口曲線可近似認為橢圓曲線的一部分,橢圓曲線由平板刀刀底面與滾筒中心線成一定角度傾斜相截時形成,刃口曲線取橢圓曲線接近平直的一段以保證平板刀刀刃AB的運動軌跡近似為圓柱面,其結構參數如圖9所示。

圖9 動刀在滾筒上結構參數Fig.9 Structure parameters of locomotory knife on cylinder
從圖9中可得到橢圓曲線的方程為
(4)
動刀刀刃結構參數間的關系為

(5)
式中X、Z——刀刃上某點的坐標值,m
α——動刀底面所在平面與主軸中心線的夾角,(°)
R——刀刃軌跡半徑,m
φ——刀刃上某點的安裝前傾角,(°)
谷物聯合收獲機輸送鏈耙內槽寬度為0.55 m,取切碎滾筒寬度為0.60 m,計算得動刀片長度為0.29 m。取刀刃軌跡半徑R=0.25 m,試驗表明,動刀安裝前傾角φ越大,其切碎性能越好,但拋送性能越差。適收期飼用油菜莖稈含水率高、切碎難度小,為兼顧切碎器拋送性能,取A點安裝前傾角φA=30°。由動刀刃參數方程式(4)、(5)可計算取整得B點的安裝前傾角φB=37°。傾斜角α受切碎器結構限制,設計中取α=5°,動刀刃角取20°。
3.2.2切割過程運動學分析
切碎器工作時,動刀圍繞切碎器主軸做順時針圓周運動。為保證切碎過程為滑切,以減少功耗,動刀需傾斜安裝,并與定刀有一夾角,使得動刀與定刀始終處于滑切狀態。分析動刀和定刀運動方式,如圖10所示。

圖10 動刀運動簡圖Fig.10 Kinematic diagram of locomotory knife
當動刀刀刃AB旋轉到喂入口abcd的開始點d處時,開始切割物料;運動到a點時,在定刀刀刃ab的作用下做有支撐切割;運動到b點完成一次切割。取動刀與定刀刃線相交點E,將動刀刃線上E點的速度v分為沿刃口方向的滑切速度vt和垂直刃口方向的正切速度vn,vt與v之間的夾角為滑切角τ,動刀刀刃AB與定刀刀刃ab夾角為推擠角χ,則推擠角與滑切角的關系為
(6)
整理得
(7)
(8)
式中h——定刀配置高度,m
由式(6)、(7)可知,推擠角與滑切角成正比關系,滑切角過大引起推擠角過大。切碎過程中,選擇合理的滑切角可使切割單位面積所需的功率最小。根據試驗采用直線刃口的動刀,取滑切角范圍為10°~18°,推擠角范圍為4°~8°[18]。設計中取滑切角τ=10°,推擠角χ=5°,由式(8)計算得出定刀配置高度h=43.41 mm,取43 mm。
3.2.3拋送過程運動學分析
切碎物料離開拋料口的運動可視為斜上拋運動。在初速度vp所在的豎直平面內,選定切碎器主軸中心位置為坐標原點O,取水平方向為X軸,豎直方向為Y軸,如圖11所示。

圖11 物料拋送軌跡Fig.11 Trajectory of material throwing
不能忽視空氣阻力對離開拋料口物料斜上拋運動的影響。空氣阻力非常復雜,與空氣的密度和物料的運動速度、形狀和體積等因素有關。在低速情況下(200 m/s),可認為空氣阻力與物料速度一次方成正比[19]。由運動學公式和牛頓第二定律得出物料運動軌跡方程
(9)
式中m——物料質量,kg
x、y——物料在t時刻的軌跡坐標值,m
t——物料運動時間,s
b1——空氣阻力系數,kg/s
g——重力加速度,取9.8 m/s2
vx、vy——物料在t時刻的速度分別在X、Y軸上的投影,m/s
vp——物料的初速度,m/s
θp——物料拋出軌跡與水平方向夾角,即出射角,(°)
將式(9)采用分離變量法得到位移關系方程
(10)
由式(10)可知,物料質量和空氣阻力系數影響水平射程和豎直射程,切碎后的莖稈因質量大且空氣阻力系數小,水平射程和豎直射程都比葉片的射程大。給定物料初速度,如果出射角太大,則切碎物料運動將接近直上直下,水平射程不會很遠。如果出射角太小,則由于重力加速度的影響,切碎物料不會在空中經歷很長時間,水平距離也不會很遠。
切碎器主軸轉速越高,刀刃頂部線速度越高,輸送能力也越高,要實現物料順利拋送至集料倉需滿足
(11)
式中μ1——殼體內壁摩擦及空氣阻力損失系數,取0.22
μ2——物料與動刀發生碰撞損失系數,取0.65
vm——物料到達最高點處速度,m/s
H——物料拋送高度,取0.5 m
要滿足物料能順利拋送至集料倉內,并保證至少能填滿2/3的容積,則物料到達最高點速度vm范圍為8~12 m/s[20],取拋料口傾斜角為θp=80°,由式(11)計算得出切碎器刀刃線速度vp為14.64~20.98 m/s,則切碎器主軸轉速為559~802 r/min。
3.2.4理論切碎長度
切碎器工作時,動刀隨滾筒做回轉運動將喂入的物料切碎。物料切碎長度為相鄰動刀兩次切割動作之間物料喂入的進給量,故物料切碎長度為
(12)
式中l——物料理論切碎長度,m
vw——物料喂入速度,m/s
nd——切碎器主軸轉速,r/min
z——動刀數量,取20
文獻[21]表明,青飼作物切碎長度依據家畜種類、飼料類別及老嫩狀況而定,飼喂牛為30~80 mm,飼喂羊為30~60 mm,切碎長度越均勻飼喂效果越好。按照谷物聯合收獲機輸送鏈耙線速度,取物料喂入速度vw=3 m/s,代入式(12)計算得物料理論切碎長度區間為[22 mm,32 mm],表明切碎器主軸轉速符合設計要求。切碎裝置主要結構參數如表3所示。

表3 切碎裝置主要參數Tab.3 Main structure parameters of chopping device
4 切碎裝置臺架試驗
4.1 試驗材料與裝置
本試驗以盛花期華油雜62油菜全株為試驗材料,含水率為85.11%,田間測產統計莖稈產量為3.98~7.57 kg/m2。采用自制的飼用油菜切碎裝置試驗臺,模擬田間收獲的喂入切碎過程進行試驗研究,如圖12所示。

圖12 切碎裝置試驗臺Fig.12 Test-bed of chopping device1.物料 2.輸送臺 3.切碎裝置 4.機架 5.接料盒 6.扭矩功率傳感器 7.M400數據采集軟件 8.三菱變頻器
切碎器主軸轉速、喂入輥轉速及輸送臺驅動輥轉速均通過變頻器調節,安裝的扭矩功率傳感器(北京新宇航測控科技股份有限公司,轉速測量范圍:0~5 000 r/min,靈敏度:±0.5%,扭矩測量范圍:±20 N·m,準確度等級:±0.05%)測定切碎器主軸扭矩和轉速。
4.2 試驗設計與方法
按收獲樣機田間作業最大行走速度0.5 m/s、割幅2 m計算,理論喂入量為3.98~6.91 kg/s,臺架試驗中設計喂入量為7 kg/s。試驗設定輸送帶喂入速度為3 m/s;試驗時將刈割的油菜全株按設定喂入量稱取后,均勻鋪放在輸送帶上;試驗前先啟動切碎器主軸與喂入壓輥電動機,并待二者轉速穩定后啟動輸送臺電動機;物料拋出后,對各接料盒(360 mm×250 mm×130 mm)物料進行分選并稱量。
4.3 試驗指標
試驗以物料切碎長度合格率和功耗為評價指標。切碎長度合格率計算方法:將接料盒中采集的莖稈收集并稱取其質量mz,用直尺分選出大于60 mm的莖稈并稱取其質量mb,即不合格莖稈質量,切碎長度合格率計算公式為
(13)
式中Yh——切碎長度合格率,%
功耗通過安裝在切碎器主軸上的扭矩功率傳感器測定,每組試驗結束后將傳感器測定的瞬時扭矩、功率和所需時間導出,利用有效工作時段瞬時功率計算獲得切碎功耗,計算公式為
(14)
式中YW——切碎功耗,kJ
P(t)——瞬時功率,kW
tz——切碎所需時間,s
4.4 試驗結果與分析
4.4.1單因素試驗結果與分析
試驗設定物料喂入速度vw=3 m/s,為保證物料流暢喂入,喂入壓輥轉速需滿足
(15)
式中ny——喂入壓輥轉速,r/min

圖13 喂入壓輥轉速對長度合格率和功耗的影響Fig.13 Effects of rotational speed of feeding roller on length qualified rate and power
由式(15)計算可得最小喂入壓輥轉速為409 r/min。設置切碎器主軸轉速為550 r/min,喂入壓輥轉速選取6個水平,每個水平下重復 3 次試驗(下同)。喂入壓輥轉速與莖稈合格率、功耗的關系曲線如圖13所示。
由圖13可知,物料長度合格率和功耗均隨喂入壓輥轉速的增大而減小,原因在于隨著喂入壓輥的轉速增加,物料喂入速度提高,單位時間內切碎器作用在物料層的切割次數減少,不合格莖稈長度數量增加,導致莖稈長度合格率降低,同時切碎器切割次數的減少降低了切碎器剪切功耗;喂入壓輥轉速在400~550 r/min范圍內,長度合格率較為穩定,當喂入壓輥轉速達到600 r/min后,合格率急劇下降,因此喂入壓輥轉速不宜超過600 r/min。綜合考慮長度合格率和功耗,喂入壓輥在400~550 r/min范圍內結果較優。
設置喂入壓輥轉速為550 r/min,切碎器主軸轉速在550~850 r/min內選取7個水平,圖14為切碎器主軸轉速與莖稈合格率、功耗的關系曲線。

圖14 切碎器主軸轉速對長度合格率和功耗的影響Fig.14 Effects of rotational speed of cutterhead on length qualified rate and power
由圖14可知,長度合格率和功耗均隨切碎器主軸轉速增大而提高,原因在于切碎器主軸轉速提高,單位時間內切碎器作用在物料層的切割次數增多,合格莖稈長度數量增加,促使莖稈長度合格率提高,同時切碎器切割次數的增多增加了切碎器剪切功耗;切碎器主軸轉速在600~800 r/min范圍內,功耗增長緩慢,當轉速達到850 r/min后,長度合格率提高比例較小,而功耗增加明顯,原因在于過高轉速需克服空氣阻力造成的損耗,綜合考慮長度合格率和功耗,切碎器主軸轉速在600~800 r/min范圍內結果較優。
4.4.2二次旋轉正交組合試驗
在喂入壓輥轉速在400~550 r/min范圍內和切碎器主軸轉速在600~800 r/min范圍內安排二次旋轉正交組合試驗,利用Design-Expert數據處理軟件,建立喂入壓輥轉速、切碎器主軸轉速與長度合格率、功耗之間的回歸方程和優化模型。試驗因素編碼如表4所示,二次旋轉正交組合試驗結果如表5所示。
對表5中數據進行F檢驗和方差分析,經軟件處理后,得出切碎長度合格率和功耗的方差分析結果如表6、7所示。對表中數據進行二次多元回歸擬合,選用二次項模型建立切碎長度合格率、功耗與各因素間回歸模型,得到回歸方程為模型失擬項表示所用模型與試驗的擬合程度,一般要求失擬項P>0.05。目標函數Yh、YW失擬項分別為0.685 7、0.171 1,均大于0.05,說明失擬因素不存在,可用該回歸方程替代試驗真實點對試驗結果開展相關分析。

表4 因素編碼Tab.4 Factors coding

表5 試驗方案與結果Tab.5 Protocols and results

表6 Yh的二次項模型方差分析Tab.6 Variance analysis of response surface quadratic model for Yh
注:** 表示極顯著,下同。


表7 YW的二次項模型方差分析Tab.7 Variance analysis of response surface quadratic model for YW
由表6和表7方差分析可知,兩者模型P<0.001,說明該模型具有統計學意義。F值表示各因素對試驗結果的影響程度,值越大表明影響程度越高,由表6、7可知切碎器主軸轉速對莖稈切碎長度合格率和功耗的影響遠大于喂入壓輥轉速。
4.5 響應曲面分析與驗證
采用軟件Optimization模塊對模型開展優化分析,得到切碎裝置的最優參數組合。當喂入壓輥轉速為496.17 r/min、切碎器主軸轉速為709.14 r/min時,莖稈切碎長度合格率為91.16%、功耗為3.98 kJ,此時,由軟件給出的綜合評價指數最大值為0.654,為最優參數組合,綜合評價響應曲面如圖15所示。

圖15 響應曲面Fig.15 Response surface showing effects of roate speed
根據響應曲面分析得到的最優參數組合開展驗證試驗,試驗仍在室內切碎裝置試驗臺架上進行。為消除誤差,試驗重復5次取平均值,得到試驗結果為:莖稈切碎長度合格率為91.05%、功率損耗為3.96 kJ,實際試驗值與軟件分析值的差值分別為0.11個百分點、0.02 kJ。試驗結果與軟件分析值基本接近,驗證軟件分析值是可信的。
5 田間試驗
2018年3月初,在湖北省潛江市鵬樂農業發展有限公司飼用油菜種植基地,將該裝置應用于冬春鮮喂飼用油菜收獲樣機上,進行了田間試驗,收獲的物料直接作為該養牛場每天的青料飼喂。收獲的作物品種為華油雜62,種植方式為機直播,平均種植密度38株/m2,整株含水率86.30%,平均株高1 237.24 mm,平均單株質量0.288 kg。收獲機前進速度為0.5 m/s。田間試驗效果如圖16a所示,切碎后的物料狀態如圖16b所示,切碎后的物料飼喂效果如圖16c所示。
田間試驗結果表明,飼用油菜收獲機的各個部件均運轉正常,性能穩定,能夠完成收獲作業。切碎裝置拋料通道無堵塞,物料輸送流暢,莖稈切碎長度合格率滿足飼用油菜飼喂要求。以切碎物料開展飼喂試驗,在相同的飼喂量下,機收飼用油菜基本采食干凈,比人工刈割的整株油菜的采食時間平均縮短56.21%,采食量平均增加26.37%。

圖16 田間及飼喂試驗Fig.16 Field experiment and feeding effect
6 結論
(1)針對目前人工收割效率低、成本高,機械化收獲缺少適用于飼用油菜的切碎裝置的問題,設計了滾刀式切碎裝置,通過物料特性、切碎及拋送等作業要求分析,確定了滾刀式主要結構參數和運行參數。
(2)采用單因素試驗研究了喂入壓輥轉速與切碎器轉速對莖稈切碎長度合格率和功耗的影響。試驗結果表明:喂入壓輥轉速為400~550 m/s,切碎器主軸轉速為600~800 m/s,莖稈切碎長度合格率較優。
(3)通過二次旋轉正交組合試驗,得出了喂入壓輥轉速、切碎器主軸轉速與莖稈切碎長度合格率、功耗之間的回歸方程,方差分析表明,切碎器主軸轉速對莖稈切碎長度合格率和功耗的影響遠大于喂入壓輥轉速。
(4)通過Design-Expert軟件得出切碎裝置最佳運動參數組合為喂入壓輥轉速496.17 r/min、切碎器主軸轉速為709.14 r/min時,莖稈切碎長度合格率為91.16%、功耗為3.98 kJ。
(5)田間試驗表明,滾刀式切碎裝置收獲飼用油菜時,物料切碎均勻、拋送順暢,未出現堵塞現象,莖稈切碎長度合格率滿足飼用油菜飼喂要求。飼喂試驗表明:在相同的飼喂量下,機收飼用油菜比人工刈割的整株油菜的采食時間平均縮短56.21%,采食量平均增加26.37%。
猜你喜歡
中國化肥信息(2022年4期)2023-01-02 15:41:59
今日農業(2021年4期)2021-11-27 08:41:35
今日農業(2021年1期)2021-11-26 07:00:56
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
電子制作(2018年12期)2018-08-01 00:47:52
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
通信電源技術(2016年3期)2016-03-26 07:13:40
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
中國衛生質量管理(2015年1期)2015-12-01 05:43:29