浮動(dòng)式定位銷(xiāo)在沖壓模具上的應(yīng)用
2019-03-05 04:01:12秦家盈
汽車(chē)實(shí)用技術(shù) 2019年3期
秦家盈
?
浮動(dòng)式定位銷(xiāo)在沖壓模具上的應(yīng)用
秦家盈
(上汽通用(沈陽(yáng))北盛汽車(chē)有限公司,遼寧 沈陽(yáng) 110000)
文章介紹了傳統(tǒng)固定式定位銷(xiāo)在汽車(chē)外板模具上應(yīng)用存在的堵料、修邊“長(zhǎng)城臺(tái)”缺陷、變更修邊線研配困難等工藝問(wèn)題,在內(nèi)板模具上存在投料后定位銷(xiāo)孔變形問(wèn)題,并給出了浮動(dòng)式定位銷(xiāo)的問(wèn)題解決方案,根本上避免了上述問(wèn)題的出現(xiàn)。
固定式定位銷(xiāo);“長(zhǎng)城臺(tái)”缺陷;定位孔變形;浮動(dòng)式定位銷(xiāo)
1 定位銷(xiāo)在模具上的應(yīng)用現(xiàn)狀
1.1 定位銷(xiāo)在外板模具上的應(yīng)用現(xiàn)狀
外板零件(前蓋外板,后蓋外板,前后門(mén)外板,翼子板,側(cè)圍外板等零件)由于受產(chǎn)品造型限制,零件上無(wú)孔可利用作定位孔,因此常在臨近翻邊面的廢料區(qū)設(shè)計(jì)定位孔來(lái)滿足零件在模具上的定位需求,并在最后一序設(shè)計(jì)定位孔修翻邊工藝切除定位孔及廢料[2],如圖1所示。

圖1 某車(chē)型前蓋外板定位孔工藝排布
在此工藝條件下,由于涉及到OP20與OP30前后序接刀,同時(shí)需要保證定位孔廢料順利滑落,模具調(diào)試過(guò)程十分困難。為保證廢料能夠順利下滑時(shí),將修邊線外移,此時(shí)廢料形狀為開(kāi)口型能夠順利下滑,但零件修翻邊后呈“長(zhǎng)城臺(tái)”狀缺陷,如圖2,包邊模包邊后呈現(xiàn)出棱線不順狀態(tài),影響整車(chē)質(zhì)量;為克服長(zhǎng)城臺(tái)缺陷出現(xiàn),將修翻邊線內(nèi)移,此時(shí)零件修翻邊邊緣過(guò)渡相對(duì)平順,但廢料呈半包圍型刮蹭定位銷(xiāo)如圖3,造成下滑不暢問(wèn)題出現(xiàn)。
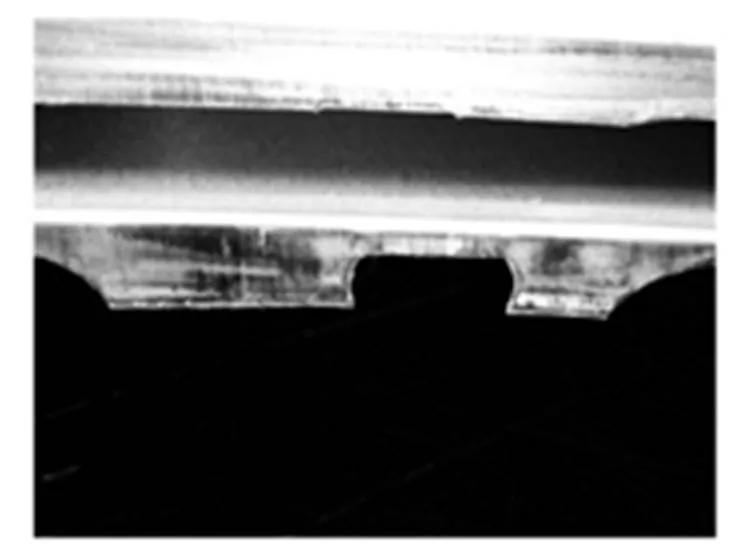
圖2 修翻邊“長(zhǎng)城臺(tái)”狀缺陷
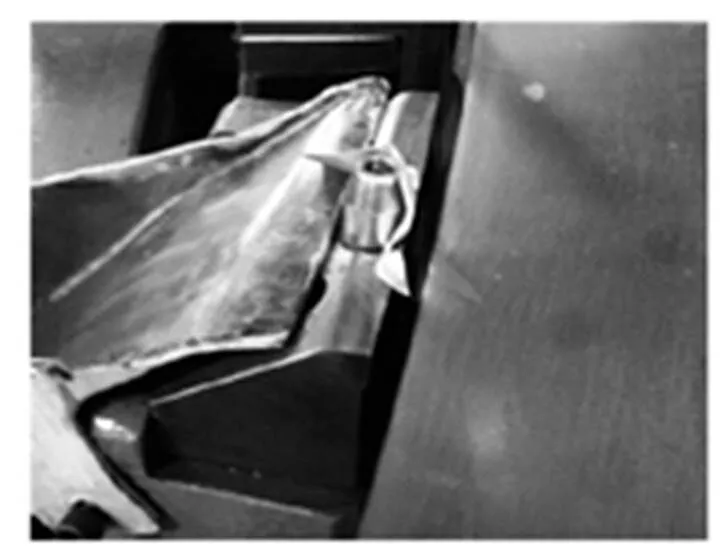
圖3 廢料呈半包圍型刮蹭定位銷(xiāo)
1.2 定位銷(xiāo)在內(nèi)板模具上的應(yīng)用現(xiàn)狀
內(nèi)板零件(如門(mén)內(nèi)板、側(cè)圍內(nèi)板等零件)常采用D基準(zhǔn)孔作為沖壓檢具的檢具定位孔,并用作包邊模的定位基準(zhǔn)。門(mén)內(nèi)板等零件在模具上的定位也是依靠這些定位孔來(lái)完成的。由于受內(nèi)板零件自身拉伸深度(150mm至200mm)影響,即使保證投料過(guò)程中零件下沿貼近模具型面情況下,定位孔所在平面距離模具型面仍有150mm至200mm的高度,投料后在零件自身重力作用下接觸模具定位銷(xiāo)即會(huì)出現(xiàn)孔變形情況;同時(shí)國(guó)內(nèi)各大主機(jī)廠沖壓設(shè)備也由單動(dòng)壓力機(jī)組成的沖壓流水線升級(jí)至全自動(dòng)高速生產(chǎn)線(SPM 8-16可調(diào)),在高SPM運(yùn)行條件下,零件的慣性增大投料穩(wěn)定性更差,由此引發(fā)的零件投料磕碰模具定位銷(xiāo)變形情況越發(fā)嚴(yán)重,模修現(xiàn)場(chǎng)通常采用打磨定位銷(xiāo)或取消定位銷(xiāo)方式維持生產(chǎn),給產(chǎn)品質(zhì)量和尺寸穩(wěn)定帶來(lái)很大的風(fēng)險(xiǎn),困擾著沖壓生產(chǎn)的進(jìn)行。
2 浮動(dòng)式定位銷(xiāo)在模具中的應(yīng)用
2.1 浮動(dòng)式定位銷(xiāo)
本研究對(duì)固定式定位銷(xiāo)進(jìn)行了改進(jìn),將其改進(jìn)為可軸向浮動(dòng)式,并在上汽通用某車(chē)型模具上進(jìn)行了應(yīng)用,定位銷(xiāo)浮動(dòng)和下沉采用氣缸驅(qū)動(dòng),并增加滑配導(dǎo)向結(jié)構(gòu),如圖4所示,保證定位銷(xiāo)穩(wěn)定性。
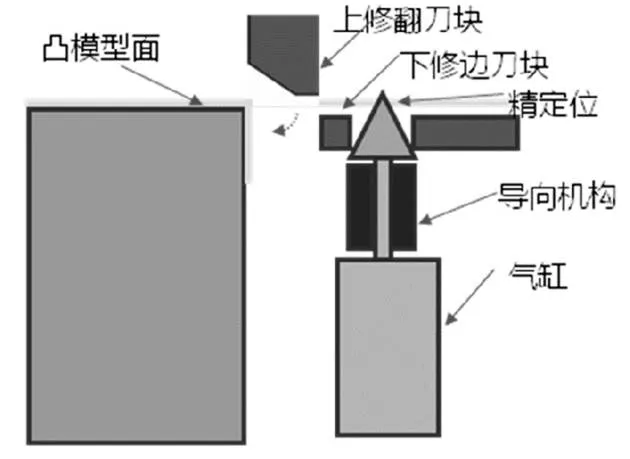
圖4 軸向浮動(dòng)式定位銷(xiāo)安裝簡(jiǎn)圖
2.2 浮動(dòng)式定位銷(xiāo)在外板修翻邊處的應(yīng)用
具體工作過(guò)程如下:投料過(guò)程中,氣缸推動(dòng)定位銷(xiāo)上浮至工作狀態(tài),完成零件在模具上的精確定位,壓機(jī)繼續(xù)下行到180度完成切翻邊后,氣源接通,氣缸動(dòng)作促使定位銷(xiāo)下沉變成非工作狀態(tài),定位孔所切廢料形無(wú)論是開(kāi)口型、半包圍型、全封閉型,均可順利下滑。改進(jìn)后,完全從工藝上避免了廢料滑落困難與修邊長(zhǎng)城臺(tái)缺陷相矛盾的問(wèn)題,此時(shí)定位孔處修翻邊工藝轉(zhuǎn)變?yōu)槠胀ㄐ薹吂に嚕窘鉀Q廢料刮定位銷(xiāo)堵料和長(zhǎng)城臺(tái)狀修邊缺陷。
2.3 浮動(dòng)式定位銷(xiāo)在內(nèi)板模具上的應(yīng)用
具體工作過(guò)程如下:投料過(guò)程中,定位銷(xiāo)處于下沉非工作狀態(tài),投料后即壓機(jī)角度為60度時(shí),氣缸推動(dòng)定位銷(xiāo)上浮至工作狀態(tài),完成零件在模具上的精確定位,壓機(jī)繼續(xù)下行到180度完成沖孔整形,壓機(jī)繼續(xù)運(yùn)行到360度,氣源接通,氣缸動(dòng)作促使定位銷(xiāo)下沉變成非工作狀態(tài);改進(jìn)后,投料時(shí)定位銷(xiāo)完全處于非工作狀態(tài),零件無(wú)法與定位銷(xiāo)接觸變形,完全從工藝上避免了內(nèi)板定位孔變形問(wèn)題,消除了生產(chǎn)及后續(xù)車(chē)間的抱怨。
3 結(jié)語(yǔ)
可軸向浮動(dòng)式定位銷(xiāo)在外板模具上的應(yīng)用完全消除了固定式定位銷(xiāo)所造成的修邊長(zhǎng)城臺(tái)缺陷,堵料及修邊線更改工作量大問(wèn)題,在內(nèi)板模具上的應(yīng)用從工藝上避免了板料接觸定位銷(xiāo)變形問(wèn)題。
[1] 袁禮彬.一種“一面兩孔”定位銷(xiāo)設(shè)計(jì)方法[J].制造技術(shù)與機(jī)床, 2012,12(02):132-134.
[2] 周天瑞.汽車(chē)覆蓋件沖壓成形技術(shù)[M].機(jī)械工業(yè)出版社,2000.
Application of floating pin in stamping die
Qin Jiaying
( Saic-gm (shenyang) beisheng automobile co., LTD., Liaoning Shenyang 110000 )
This paper introduces the traditional fixed locating pin on the car plate mold application of plugging material, "Great Wall" defect, change beveling edge bedding-in difficult process problems, such as mold, plate positioning pin hole deformation after feeding problems, and presents a floating positioning pin solutions to problems, fundamentally to avoid the emergence of the problem.
fixed locating pin; Defects of "Great Wall platform"; Location hole deformation; Floating locating pin
A
1671-7988(2019)03-175-02
U466
A
1671-7988(2019)03-175-02
U466
秦家盈,就職于上汽通用(沈陽(yáng))北盛汽車(chē)有限公司。
10.16638/j.cnki.1671-7988.2019.03.058
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
