鋁合金頂蓋充液成形工藝研究
2019-01-24 05:18:30安徽江淮汽車集團股份有限公司崔禮春馬國禮
世界制造技術與裝備市場 2018年6期
關鍵詞:變形
安徽江淮汽車集團股份有限公司 王 平 崔禮春 馬國禮 佘 威
本文通過鋁合金汽車頂蓋充液成形過程的試驗研究,分析了充液成形過程中關鍵工藝參數對頂蓋成形性的影響,模擬成形過程中缺陷的發生位置,并對模擬結果進行了驗證分析。
隨著社會的不斷發展和科技的持續進步,人們越來越重視資源的有限性和日益擴大的環境污染給人類的健康帶來的嚴重危害,可持續發展戰略和科學發展觀日益成為人們普遍關注的焦點[1]。充液成形是一種先進的柔性成形技術[2-3],與傳統工藝方法相比具有諸多優點,它既節約了能源,降低了成本,又適應了當今產品的小批量、多品種的柔性發展方向。
一、充液成形原理
充液成形技術主要分為主動式和被動式兩種,其原理如圖所示。被動式充液成形:流體作為輔助手段,先在凹模內充滿液體,放上拉深坯料,施加一定的壓邊力,凸模下行進行拉深,同時啟動液壓系統使液體保持一定的壓力,直到拉深結束,然后抬起凸模、壓邊圈,取出成形零件。主動式充液成形:流體作為主動加壓方式,夾持裝置與板材之間一般有密封裝置,以防止液體的外泄。板材充液拉深成形技術由于流體壓力介質輔助成形,可增加變形坯料與拉深凸模之間的有益摩擦,克服拉深凸模圓角部位坯料的破裂,提高零件的成形性及成形極限,具有節省工序、簡化模具結構、降低成本、提高尺寸精度等優點。
相對于主動式充液成形技術,被動式充液成形技術發展和應用更為迅速,也是本文采用的主要形式[4-5]。
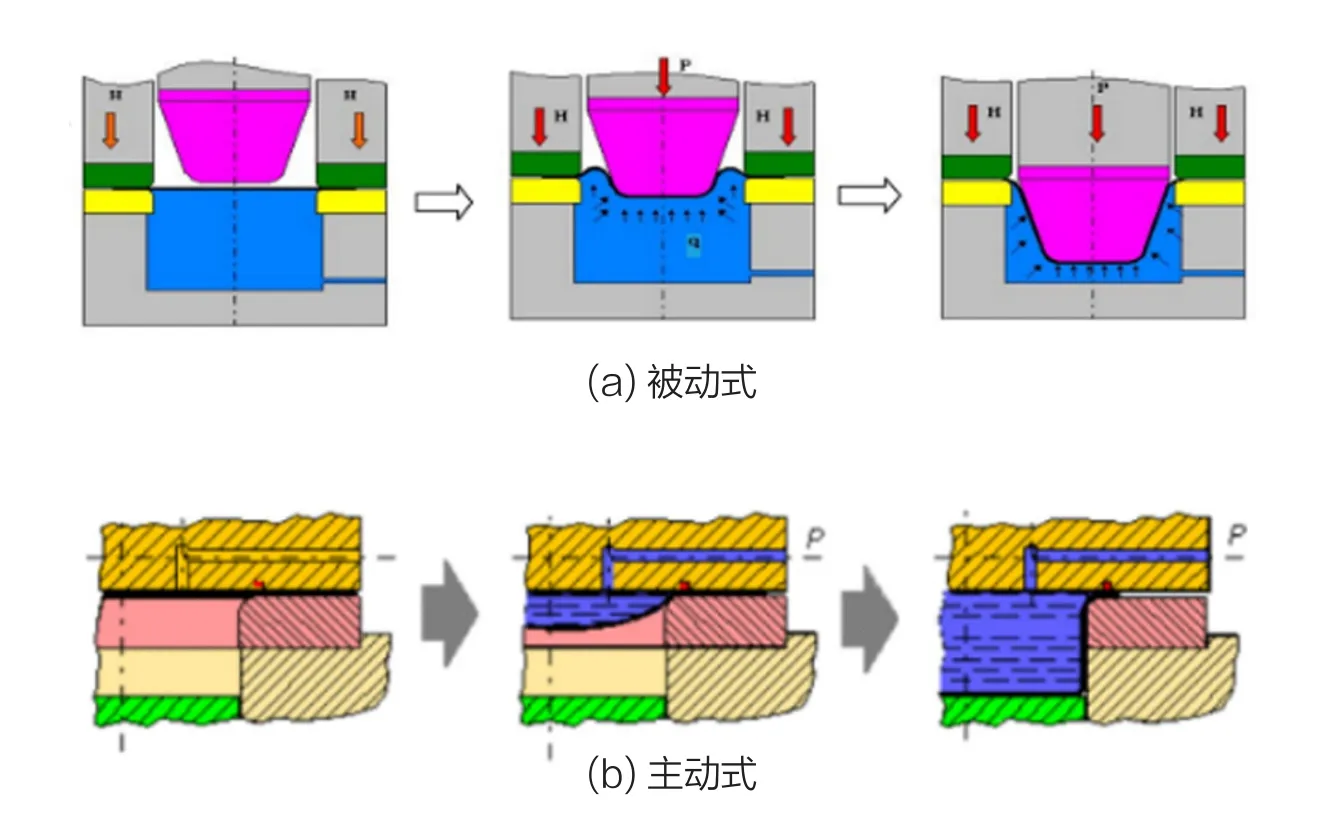
圖1 板材充液成形原理
二、充液成形工藝方案設計
頂蓋充液成形有兩種方式可選。若在裝配完成狀態下觀察頂蓋,發現頂蓋形狀與草帽類似,均由頂部和邊緣組成,且除直壁段外,其余部分均為上凸形狀,故取某一截面進行說明,如圖2所示。

圖2 選取截面示意圖
充液成形模具型面(即板料成形時形狀)可分為兩種情況,其一頂蓋方位與裝車方位相同,即頂蓋頂部在頂蓋邊緣的上方,記為A型模面,如圖3所示;其二則相反,頂蓋頂部位于頂蓋邊緣下方,記為V型模面,如圖4所示。
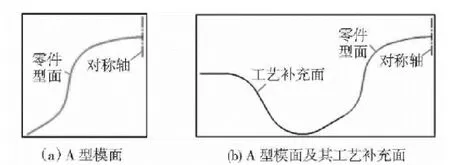
圖3 A型模面
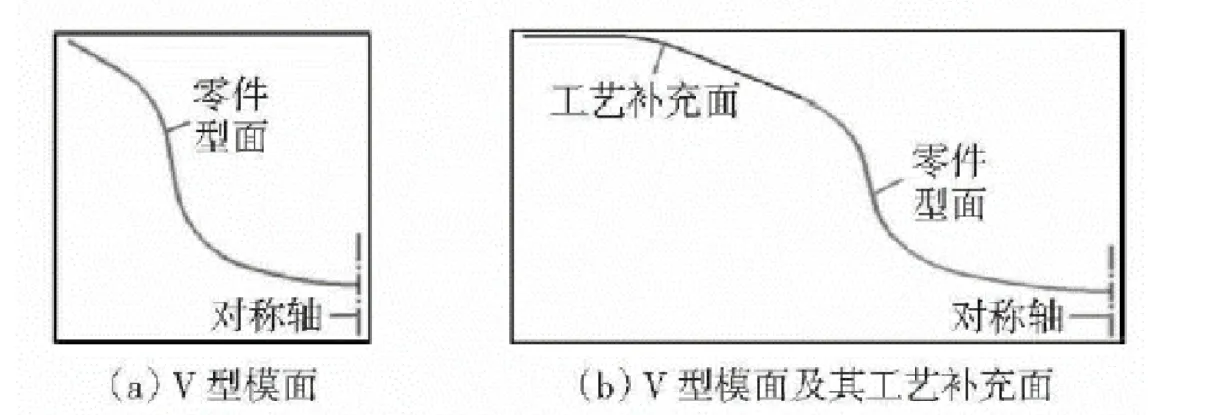
圖4 V型模面
上述所有示意圖,沖壓方向均向下。
對于A型模面,在沖壓過程中,板料首先貼緊頂蓋頂部,在貼緊后,由于摩擦力的作用,頂蓋頂部在后續工藝過程中變形量很小,因此不利于頂蓋頂部獲得足夠的變形。另一方面,頂蓋底部圓角處,經歷較大拉延變形(拉延深度較大),容易產生破裂。
相反,V型模面則可較好避免上述兩個問題,其頂蓋頂部拉延深度最大,有利于頂部變形,而圓角處拉延深度較小,利于圓角處的成型。
綜上所述,應選用V型模面。
三、充液成形關鍵工藝參數模擬
1 .壓力加載行程的確定
根據充液成形工藝的特性,當加壓后板料收到液壓作用,緊緊貼在凸模上,此時由于摩擦力的作用,板料變形難度增大。而基于頂蓋的成形特性(頂部需到達一定的變形量,且四個角處不能出現破裂),液壓加載時間越晚越有利于頂部變形量的增大,但圓角及四邊中間部分(破裂危險處)越容易出現破裂。因此需要確定壓力加載時間,在凸模距最終位置為10mm、30mm、50mm、70mm時開始加壓,最大液體壓力為0.2MPa,壓邊力為1.45x106N。分析結果如圖5所示。隨著剩余行程的增加(即加壓時間提前),頂部減薄率逐漸減小,且最大減薄率先減小、后增大。為滿足頂蓋剛度要求,頂部變形量越大越好,而為避免破裂的出現,最大減薄率越小越好,因此加壓時間越晚越好,這也與上述分析一致。根據上述分析,確定凸模行程剩余10mm時加液體壓力較好。

圖5 壓力加載行程對減薄率的影響
2. 最大液室壓力的確定
為確定最大加載壓力對成形結果的影響,使用壓邊力為1.45x106N,凸模行程最后10mm時加載液體壓力,取最大液體壓力分別為0.2MPa、0.7MPa、2MPa和5MPa。分析結果如圖6所示。由圖可知,當液體壓力小于1MPa時,頂部減薄率隨著最大液室壓力的增大迅速減小,最大減薄率則迅速增大,因此增大液室壓力不利于頂蓋的成形。當液體壓力大于1MPa時,頂部減薄率和最大減薄率變化不大。當液體壓力為0.7MPa時,頂部減薄率為2.836%,略小于3%,最大減薄率為15.084%,略大于15%。因此液室壓力應小于0.5MPa。
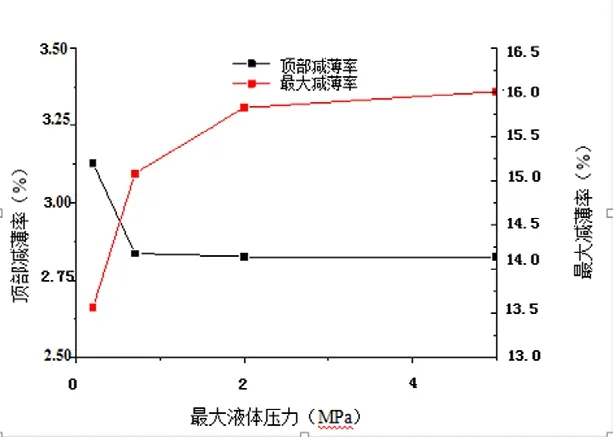
圖6 最大液室壓力對減薄率的影響
3. 壓邊力的確定
為確定壓邊力對成形結果的影響,使用上述分析中較優的結果,即最大液室壓力位0.2MPa,凸模行程最后10mm開始加載液室壓力。模擬結果如圖7所示,可見隨著壓邊力的增大,頂部減薄率和最大減薄率均相應增大,且頂部減薄率變化速度小于最大減薄率變化速度,由圖可知,頂部減薄率增大0.7%,而最大減薄率增大5.14%。另外,壓邊力也不能過小,當壓邊力為1.00x106N時,頂部減薄率僅為2.59%。而壓邊力取1.45x106N時,頂部減薄率和最大減薄率均能滿足要求,故而采用該壓邊力。

圖7 壓邊力對減薄率的影響
四、充液成形模擬結果分析
減薄率分析如圖8所示,可見頂部及頂角處減薄率均能滿足要求,而側壁處減薄率最大為14.8%,即不超過15%滿足鋁合金成形要求,且與頂角處減薄率接近,滿足一致性要求。最大增厚出現在底角處,如圖9,其增厚量為4.74%,此增厚量不會產生明顯皺紋。

圖9 底角增厚情況
如圖10成形極限圖所示,頂部成形充分,且頂角處無破裂,但側邊有破裂危險(安全余量為7%),根據經驗,此處處于安全范圍,但在后續修模過程仍應注意該區域。同時從成形極限圖可以看出,底角處有輕微起皺趨勢。
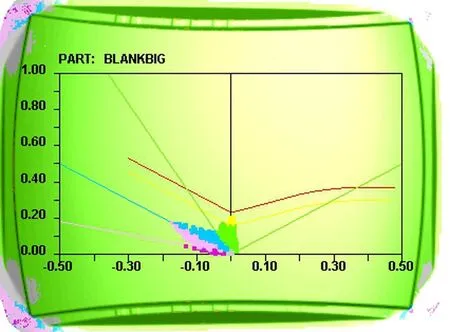

圖10 成形極限圖
板料流料情況如圖11所示,單位為mm,由圖可知,右側板料流動量相對較少(比左側少3~4.5mm),尤其是左側圓角處,板料流動較小,其對成形的影響是有利于圓角的成形,即減小圓角的破裂危險。

圖11 板料流動量
五、結論
綜上所述,頂蓋零件使用該工藝加工,其最大減薄率為14.8%,最大增厚量為4.74%,頂部變形量均大于3%。該結果既能滿足頂部變形量的要求,又沒有破裂(最大減薄率為)和起皺等缺陷的產生。 □
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
