超級節能型輥道窯爐的設計*
2019-01-22 05:45:04
陶瓷 2019年1期
(1 安徽省含山瓷業股份有限公司 安徽 含山 238100)(廣東中窯窯業有限公司 廣東 佛山 528226)
近年來,我國的陶瓷輥道窯在技術上取得了突飛猛進的發展。輥道窯不管是在長度還是在寬度上都超越了世界上一些著名的窯爐品牌,在國內基本都是國產的輥道窯一統天下,窯爐出口業務更是遍布世界各地。陶瓷窯爐所生產的產品也已經和發達國家窯爐的生產的產品相差無幾,有的甚至超過了國外窯爐的產品。筆者對廣東中窯窯業有限公司研發的超大產量輥道窯進行詳細剖解,以供廣大讀者參考。廣東中窯窯業有限公司是一個有著21年窯爐生產歷史的專業窯爐公司,產品遍布世界各地。
1 輥道窯基本參數
1.1 窯爐主要技術參數
輥道窯窯爐主要技術參數如表1所示。
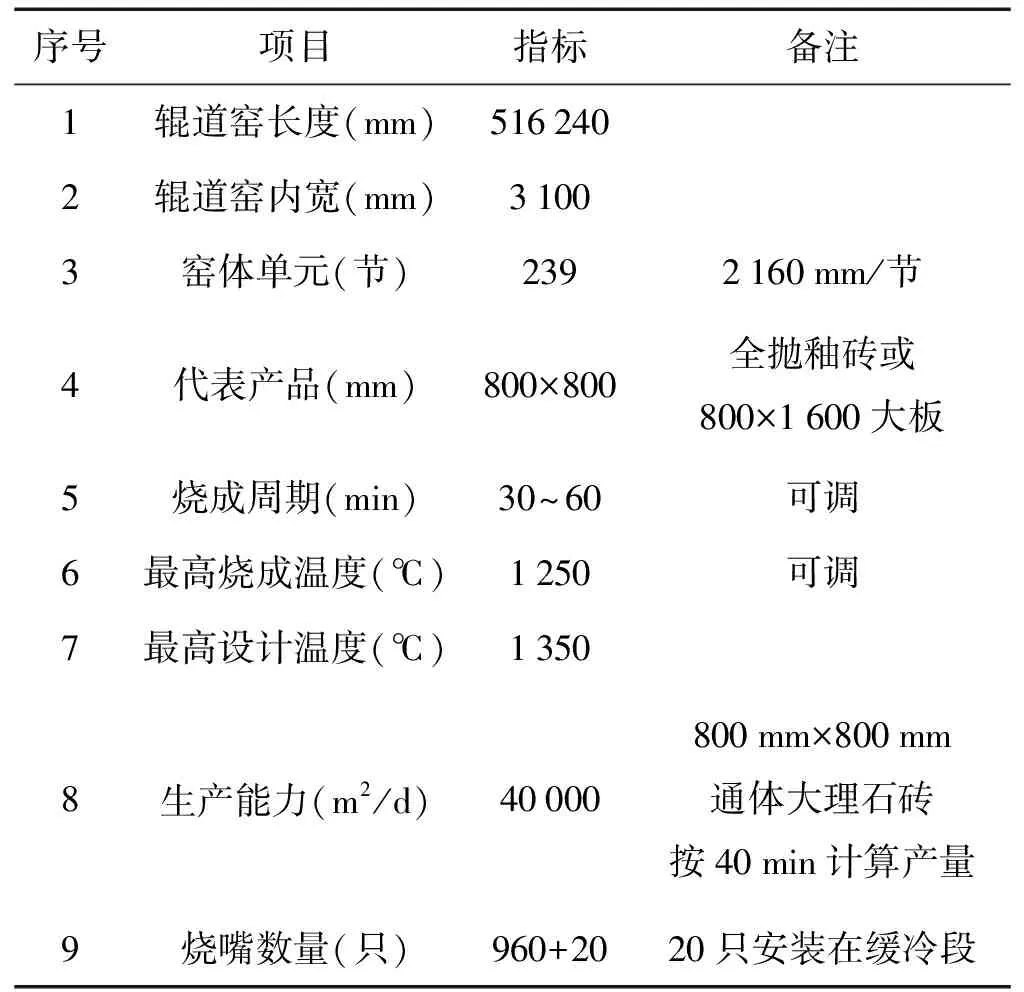
表1 輥道窯窯爐主要技術參數
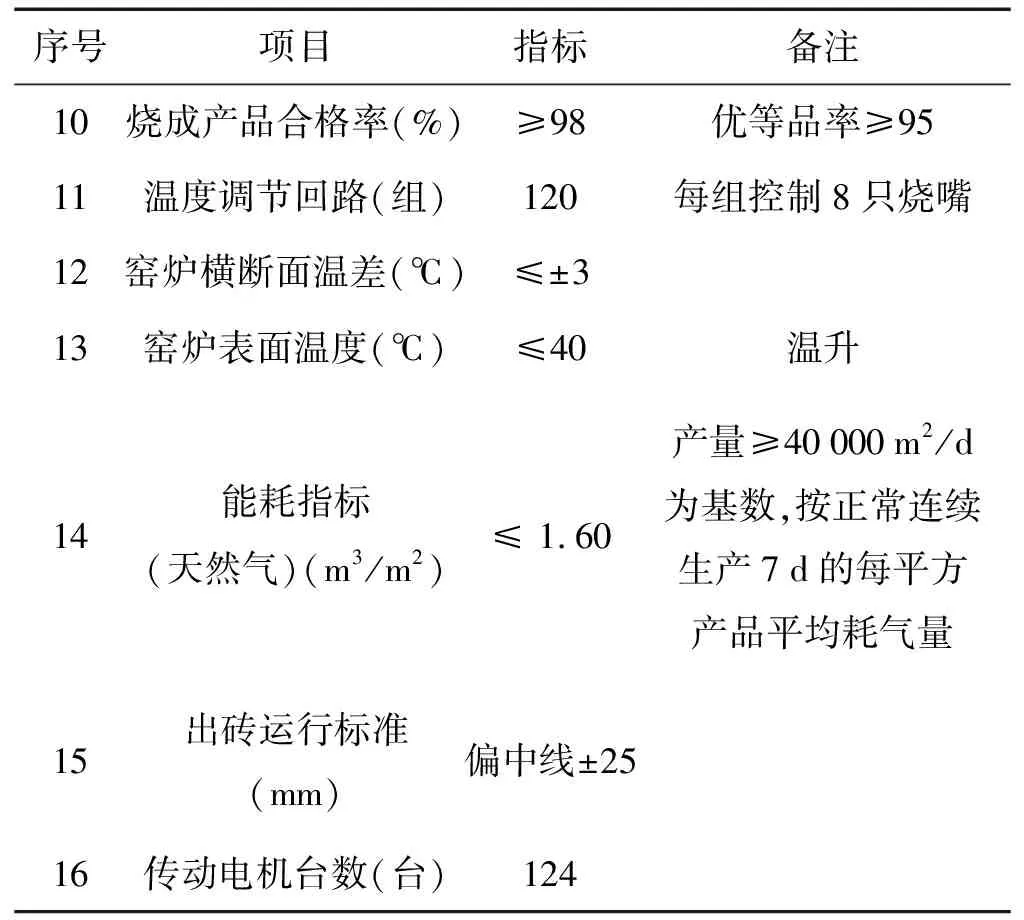
續表1
1.2 窯爐風機參數
窯爐風機參數見表2(排煙、余熱風機采用水冷型)。
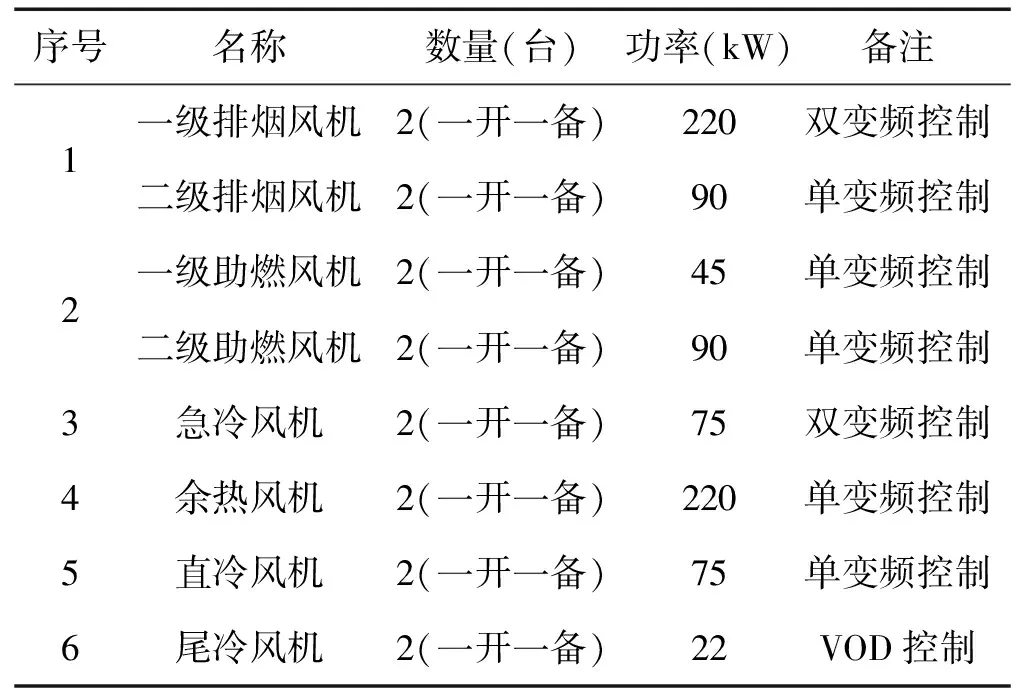
表2 窯爐風機參數
1.3 窯體各段數據
窯體各段數據見表3。
表3 窯體各段數據
2 窯爐基本結構
超大產量輥道窯長度達516.24 m,內寬達3.1 m,產量為40 000 m2/d,為目前全國乃至世界最大產量的通體大理石磚輥道窯。其目前已經在重慶市運行,各項指標達到或超過設計要求。
2.1 預熱帶
預熱帶為平吊頂結構,這樣會使窯爐截面上、下溫差小。預熱帶輥棒以上窯墻的高度要比輥棒以下窯墻的高度低,同時在預熱帶窯底設置5道排煙口,這樣可保證大部分的煙氣通過輥下流動,將煙氣中較多的熱量傳遞給磚坯體,以達到節能和減少截面溫差的效果。預熱帶上墻設置2處排煙口,一般只在增大產量時才使用。預熱帶窯頂只在進窯口附近設置一組排煙口,起到窯爐封閉氣幕的作用。窯頂的排煙口設計成“L”型以防止窯爐集灰造成的落渣。
2.2 燒成帶前段
窯爐的燒成帶也采用平吊頂結構,燒成帶前段因坯體在此階段需要大量的吸熱,原設計為燒嘴加密設計,即增加燒嘴在此段設計數量,后經過考慮后認為統一燒嘴的分布,一方面可兼顧框架的標準性,另一方面在控制組分配上也好分配。燒成帶前段需要的熱量通過加大單只燒嘴的功率實現,由原來4萬kal/只提高到5~6萬kal/只,這樣即可保證加熱的需要,也不再需要單獨設計框架、控制組等,統一了整個燒成帶的設計。
2.3 燒成帶后段
燒成帶后段,即燒成恒溫段。此段采用拱頂結構,這種結構為專利技術,它非常適用于這種大產量超長的寬體輥道窯爐。燒成帶后段采用拱頂結構,加大了窯爐截面積,增大了窯爐的空間,減少了高溫氣體流動的速度,增加了高溫氣體與坯體的熱交換時間,提高了熱交換率,最終達到節能的效果。此外拱結構還減少窯頂落渣、提高了窯頂的壽命,減少窯頂的維護成本。此外還從燒成帶前段到后段的窯頂上設置多道調節閥板,用以調節窯爐截面的高度,調整窯內流速使窯爐左右兩邊的溫度均勻性提高,同時也減小了截面上、下的溫差,使產品受熱更加均勻,減少產品的缺陷產生。
2.4 急冷帶
燒成帶后段到急冷段采用過渡頂,即由拱頂過渡到平頂的平滑結構,單獨設計和訂制吊頂磚實現這種過渡結構。急冷段采用平吊頂結構,在急冷段通過兩邊窯墻的冷卻管對產品進行快速冷卻。急冷帶輥上、輥下窯墻都比燒成帶后段還要高,這樣增大了急冷帶的空間,對產品及冷卻風的均衡也是有好處的。此外還在急冷段窯頂增加3處抽熱口,將產品冷卻交換的熱風快速地抽出,保證急冷的效果。抽出的熱風送至助燃加熱,這樣助燃風的溫度很容易達到300 ℃以上,這樣可較大幅度降低能耗。在燒成段與急冷段之間窯頂設置了兩道調節板,在輥下設置了兩道擋火墻,保證燒成的廢氣不會干擾到急冷區域。為熱風助燃中的含氧量提供了保障。
2.5 緩冷帶
緩冷帶窯爐的輥上、輥下窯墻都較低,這樣使散熱減少,達到緩慢降溫的效果。在冷卻措施上采用隔壁冷卻,在輥上使用的材質為304不銹鋼管作為隔壁傳熱的元件,既保證導熱效果,又防止落臟。采用隔壁冷卻主要是防止抽熱風影響到窯內壓力的穩定。
2.6 窯尾冷卻
窯尾的窯墻同樣采用耐火磚進行砌筑,并用保溫棉進行保溫。這既是為了防止窯體散熱,把窯爐的余熱用到助燃或干燥窯爐上,提高輥道窯的熱效率;同時這樣處理又是減少窯體散熱對窯爐車間操作溫度的影響,特別對夏天的窯爐操作環境有較大的改善。當然窯尾的保溫厚度也較燒成帶減薄了許多,畢竟冷卻帶的溫度比燒成帶要低得多。
窯尾的冷卻結構也與以前的通風系統有較大的改變,并取得了專利(后面有專述)。
本窯爐的產量達40 000 m2/d。每平方米全拋釉磚達22~26 kg,這樣每天產品的質量約達1 000 t,如果用10 t的汽車拉也需要100輛。這么大的產量就對窯爐提出更嚴格的要求,為此我公司要在此條窯爐上運用多項新技術和工藝。
3 窯爐新技術
3.1 精密框架制造
3.1.1 框架三維設計
窯爐的框架承載著窯爐上所有的系統,框架的精確制造就是實現超大產量窯爐的基礎,為此,我們采用三維設計,對框架的材質、大小、厚度等進行應力分析和重新設計,既要保證其強度也避免材料的浪費。三維設計的框架準確度高、應力分析精確。
3.1.2 框架的鋸床切割
為了保證框架設計出的材料能精確地加工出來,我們使用數控鋸床對窯爐框架使用各型鋼進行切割,切割后的框架型鋼長度可精確到±0.1 mm,這比原來使用砂輪切割機的±2 mm精度有了大幅度提高。
3.1.3 機器人焊接技術
為了保證框架的制造精度,我們使用了機械人焊接,將各段框架型鋼放入模具內,啟動程序,機械人自動焊接(點焊、反面、點焊、反面焊接、再反面焊接直到全部完成),框架自動焊接完成后經檢驗校準后自動打磨,保證框架外表面的光潔。
3.2 精密傳動制造
516.24 m長的窯爐加上窯前干燥等的直線傳動距離就超過600 m,為了保證這么長的傳動能從窯頭安全運行到窯尾,沒有極精密的傳動是難以做到的,為此我們對超大產量窯爐的傳動提出更高的要求。
3.2.1 傳動用模塊、輥棒用夾套、傳動用大角鋼
我們在原來數控制車床加工的基礎上,再經過磨床的加工,對模塊的外圓、輥棒夾套的外圓進行磨削加工,加工精度為±(1~2)絲。傳動主軸直徑由30 mm加大到35 mm,輥棒夾套軸由20 mm加大到25 mm,這樣保證了傳動運行的平穩與強度。
3.2.2 傳動用鋼棒、陶瓷輥棒再校準加工技術
為了保證窯爐能夠將產品從500多m的窯頭安全運行到窯尾,對傳動用的鋼棒和陶瓷輥棒進行再次加工是必不可少的。為此我們精選了傳動用的鋼棒和陶瓷輥棒,經過再抽樣打磨加工后它們精度控制范圍符合以下標準:
1)輥棒套筒的同心度: ≤ 0.5 mm(靠尺、百分表);
2)輥棒的大小頭: ≤ 0.5 mm(游標卡尺);
3)輥棒的直線度:5點打表0.7‰(距棒端65 mm處打表(百分表)≤0.5 mm;600 mm處≤1.5 mm,中心處≤2.3 mm縱向傳動水平誤差:≤1 mm(水平儀));
4)縱向傳動水平誤差: ≤1 mm(水平儀)。
經過以上措施,這條內寬3.1 m,長度516.24 m,日產40 000 m2以上的800 mm×800 mm規格全拋釉磚超大產量節能型輥道窯,窯尾中心出磚偏差≤20 mm,防止了寬體窯出磚變形。
3.3 空/燃比例控制技術
空/燃比例控制技術是一項成熟的技術,它廣泛應用在其它工業窯爐上如退火爐、加熱爐、日用陶瓷窯爐、衛生潔具隧道窯爐上,節能效果特別顯著。原來墻、地磚的生產大多使用發生爐煤氣,煤氣的成分復雜,含雜質多,很容易造成管道或閥門的堵塞,所以空/燃比例控制技術幾乎沒有用在煤氣作燃料的墻、地磚生產線上。近年來隨著環保力度的加強,天然氣作為燃料越來越多的用在墻、地磚等建筑陶瓷輥道窯上。它的最重要控制原理就是用溫度來控制助燃執行器的開度,從而控制助燃風進入燒嘴的量,再由助燃風的壓力來控制燃氣進入燒嘴的量。空/燃比例閥在這個控制過程中始終使進行燒嘴的空與燃氣的比值為一恒定的量(如1∶11即1 m3天然氣需要11 m3空氣),這樣就保證了燃氣能充分燃燒,同時也減少了廢氣的產生。原來控制方式中只用溫度來控制燃氣的量,而助燃風量不受自動控制,溫度波動時很容易造成燃氣不能充分燃燒或空氣過量地進入燒嘴,降低了燃燒的效率。
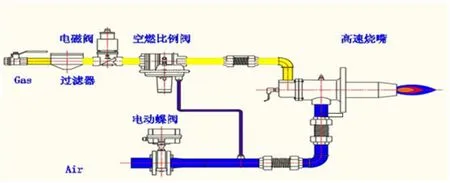
圖1 空/燃比例控制原理圖Fig.1 Air/fuel ratio control schematic
3.4 高溫助燃加熱技術
利用窯爐產品帶出的廢熱對助燃風進行加熱可顯著提高窯爐的熱效率,提高節能效果。經簡單計算即可得出以下結論:
當窯爐燒成溫度為1 200 ℃時,助燃風由20 ℃提高到300 ℃以上時,可減少23.7%的助燃風加熱的能耗。綜合考慮提高助燃風溫度為250 ℃,至少節能10%以上(考慮到體積密度)。為此我們從兩處引入熱風進行助燃:一是急冷處,二是緩冷處。
窯爐的節能效果見表4。

表4 窯爐節能效果
3.4.1 急冷段引入熱風助燃
急冷段的熱風溫度高,最高可達1 000 ℃以上,我們在此引入少量的急冷處換出的熱風就能大幅度地提高助燃風的溫度,同時在此段引出少量熱風也不會影響此段的窯內壓力平衡,急冷區通往B2風機的管路見圖2。
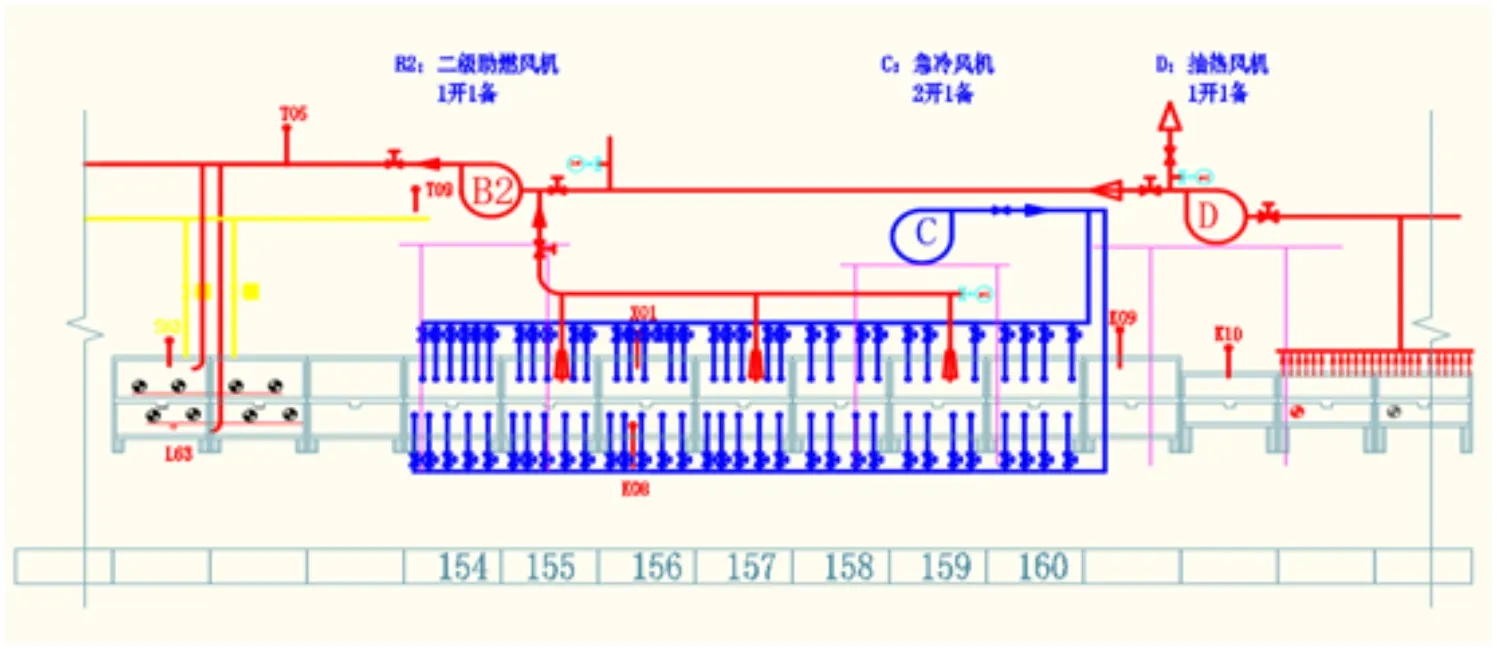
圖2 急冷段換熱風引入熱風助燃原理圖Fig.2 Quenching section heat exchange wind introduction hot air combustion control schematic
3.4.2 緩冷帶引入熱風助燃
緩冷帶的熱風除送去干燥還用于熱風助燃。緩冷帶換出的熱風與急冷帶抽出的熱風相配合,溫度很容易達到350 ℃以上,為此我們在急冷帶附近設置2道配冷風口,調節助燃的熱風為250 ℃左右(調節方式為自動蝶閥調節),這樣即保證熱風助燃充分燃燒的效果,又使燒嘴不容易脫火(助燃溫度太高時,助燃流速較快,燒嘴容易脫火)。
圖3 緩冷段換熱風引入熱風助燃原理圖Fig.3 Slow cooling section heat exchange wind introduction hot air combustion combustion schematic
3.5 窯爐大數據的運用
本窯爐的控制系統除用原有的DCS控制系統外,還增加了大數據管理系統。它能夠實現對耗氣量、用電量的實時監控和統計,可分別對窯爐的實時能耗、每天能耗、每月的能耗進行統計的監控;能夠實現空、疏窯等自動進行降溫與升溫操作;能夠將各燒成曲線對應于各物料配方,減少對操作管理人員的依賴;能夠對各種窯爐數據進行存儲與管理等。
4 新材料運用技術
4.1 泡沫陶瓷
它以粉煤灰、煤矸石、陶瓷廢磚等工業廢料作為主要原料,采用先進的生產工藝和發泡技術,經過1 200 ℃高溫焙燒而成的高氣孔率的閉孔陶瓷材料。它具有以下特點:
1)低密度。密度最低為164 kg/m3;
2)熱傳導率低。發泡陶瓷保溫板導熱系數僅為0.064 W/m·K(輕質粘土磚為: 0.35 W/m·K );
3)抗壓強度。0.9~1.0 MPa;
4)抗彎強度。0.16 MPa;
5)耐酸堿。抗腐蝕,在熱脹冷縮及陽光下曝曬、冷熱劇變、風雨交加環境下不變形、不開裂、性能穩定;
6)易切割。施工方便,可隨意切割,大大縮短施工周期。
所以泡沫陶瓷運用在窯爐砌筑上,特別是作保溫材料具有很多的優勢。為此我公司將這種新材料運用輥道窯的窯底保溫上,取得了很好的效果。其計算結果:通常結構的窯底散熱為1 308 W/m2;采用泡沫陶瓷材料的窯底散熱337 W/m2。計算結果證明這種泡沫陶瓷材料保溫的優越性。
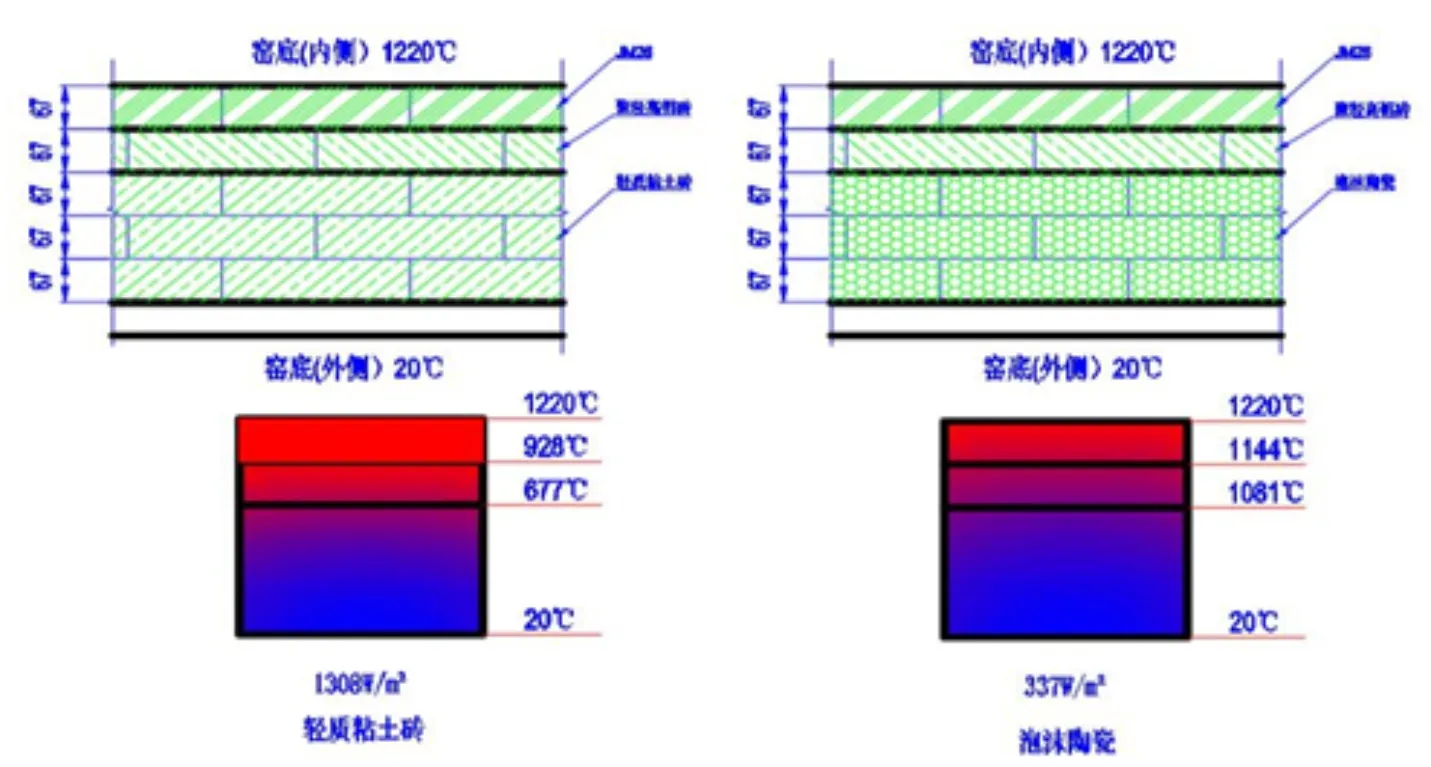
圖4 泡沫陶瓷與常規保溫磚散熱比較圖Fig.4 Comparison of heat dissipation between foam ceramics and conventional insulation bricks
4.2 納米保溫板
納米保溫板是基于納米微孔原理(microporous)研制而成的納米絕熱板,主要成分為納米級硅酸鈦(Ti2Si2O5)等無機粉末經特殊工藝及專用粘結劑結合而成。具有常溫下比靜止空氣還低的導熱系數,是一種迄今為止絕熱性能最好的一種固體隔熱材料。它有以下特點:
1)導熱系數低,保溫性能是傳動材料的3~4倍;
近6年國內信息素養主題研究期刊雖然數量層面上不少,但從進入核心期刊行列的情況來說,還有待于提高,特別是國內國家級報紙幾乎看不到對此主題的報道,這個現象值得反思,期待今后更多的高水平期刊、國內報紙積極刊載該主題研究成果,從而有助于推進該主題研究拓展化。
2)高溫性能好,可長期使用在1 000 ℃以下,收縮率小于2%;
3)熱工性能好,蓄熱量低,抗熱震,400 ℃時,導熱系數為0.025 W/m·K;
4)健康環保,無毒無害,符合國家環保要求;
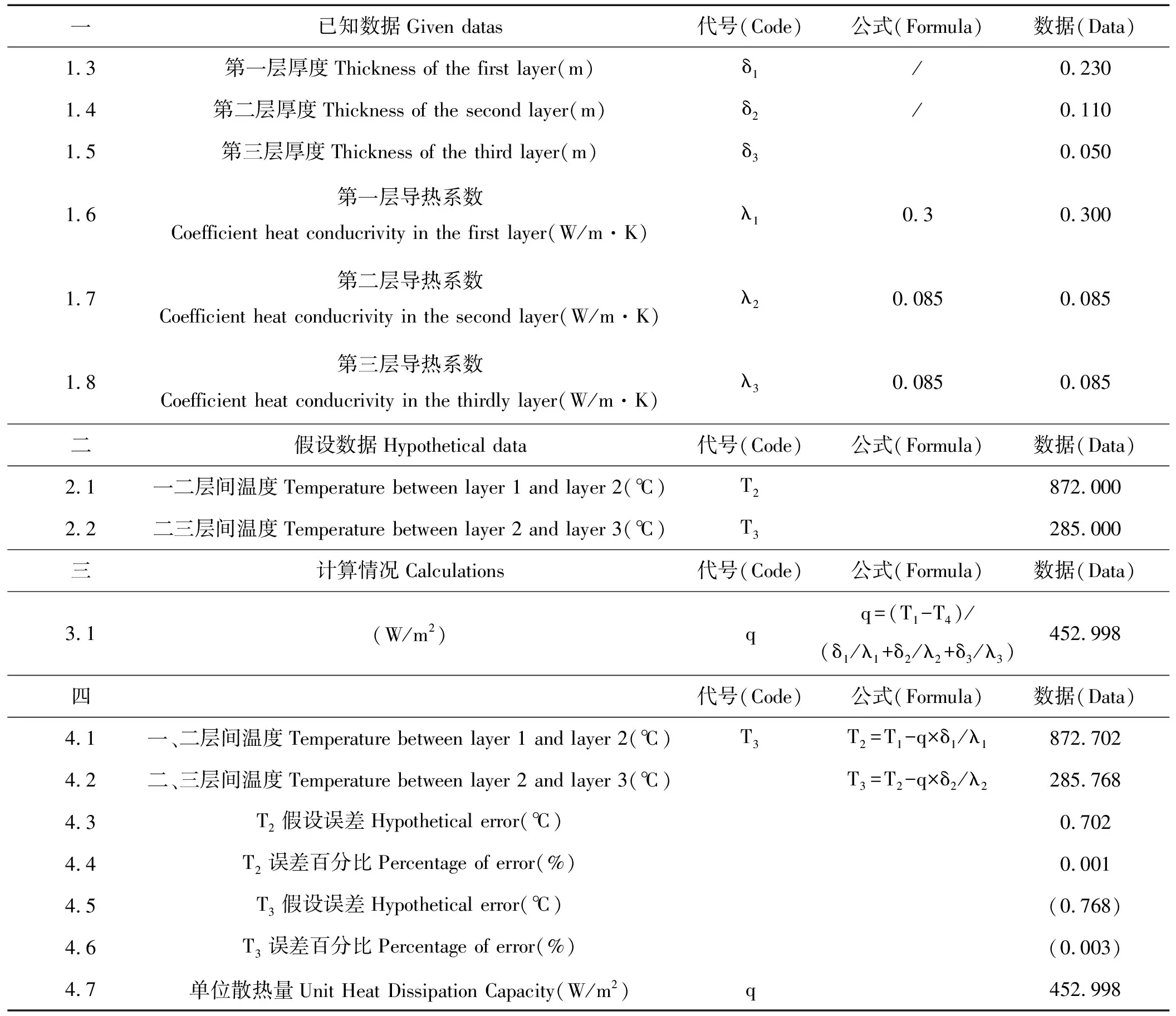
5)我們將此種進口板用在輥道窯的窯墻上,保溫效果很好,窯爐的外表升溫小于35 ℃。表4、表5為熱量計算公式。

表4 窯墻導熱計算公式(1220~20 ℃)(常規保溫)
續表4
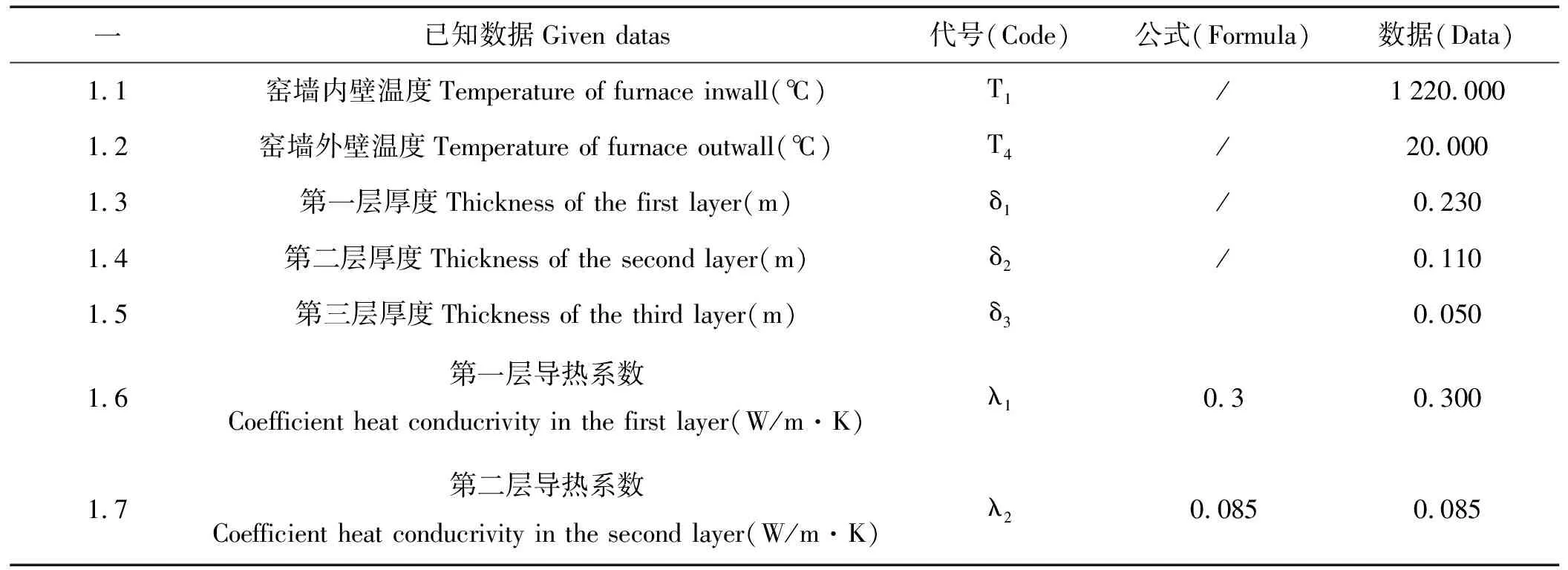
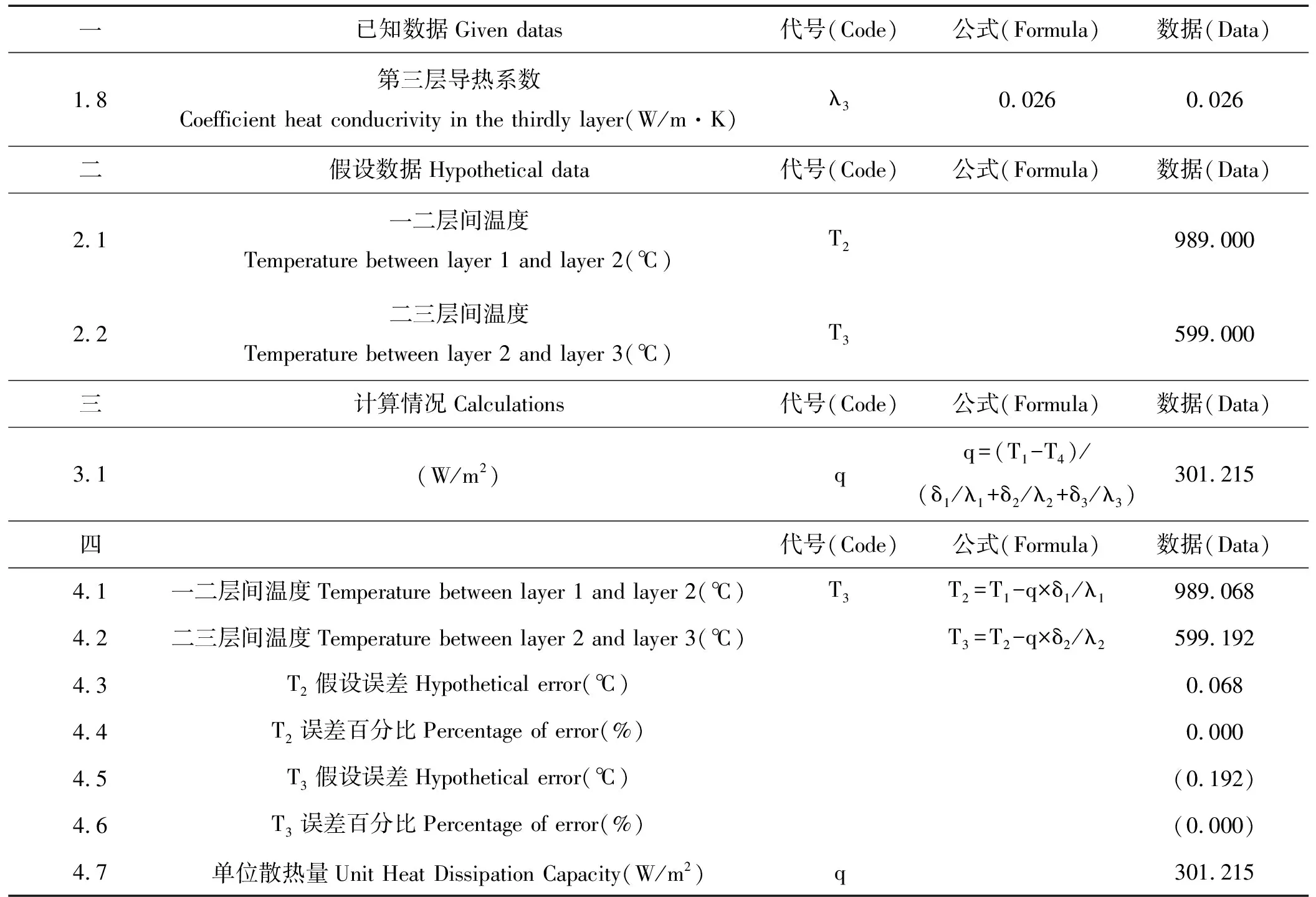
表5 窯墻導熱計算公式(1220~20 ℃)(納米板保溫)
續表5
通過計算得出燒成帶窯墻常規保溫熱量損失為452.9 W/m2;燒成帶窯墻用納米板保溫熱量損失為301.2 W/m2,減少幅度33%;
以L=500 m,內寬為3.1 m窯輥道窯為例(200 m高溫段),窯墻高1.044 m。
節能:(452-301)×200(高溫長)×1.044(窯內寬)×2(邊)=151×417.6=63 057 W·h,約為63 kW·h。1 kW·h=860 kcal,63×860/8 500×24×360×3=165 217元(24:每天24 h;360:每年360 d;3:3元/m3天然氣。
計算得出:年節能費用16萬元左右。
5 結語
窯爐的制造安裝是一項系統工程,它涉及多行業、多工種,特別是交叉作業多,制造、安裝、調試過程中要特別注意安全方面的事宜。目前新形勢下的新技術、新材料不斷涌現,也為我們提高窯爐行業節能環保的指標提供了保障條件。本窯爐從開工到投產僅用了90 d左右,窯爐出磚整齊、產量大、質量好,優等品率一直保持在97%左右,能耗為1.58 m3/m2,產量穩定在42 000 m2/d。與同等規模產量窯爐相比減少人員40人左右。投產只有幾個月取得了很好的經濟效益,得到了客戶的好評。