圓錐形單點(diǎn)增量成形件軸向精度研究
2019-01-18 06:55:02張敬沖吳學(xué)亮楊明順袁啟龍
西安理工大學(xué)學(xué)報(bào) 2018年4期
關(guān)鍵詞:實(shí)驗(yàn)
張敬沖,李 言,吳學(xué)亮,楊明順,袁啟龍
(西安理工大學(xué)機(jī)械與精密儀器工程學(xué)院,陜西西安710048)
金屬板料單點(diǎn)增量成形技術(shù)是一種新型塑性成形技術(shù),具有成本低、周期短、數(shù)字化程度高等特點(diǎn),已在航空航天、汽車、醫(yī)療、藝術(shù)品和日常生活等領(lǐng)域有所應(yīng)用[1]。其成形過程是一個(gè)復(fù)雜的變形累積過程,涉及工藝參數(shù)繁多,存在很多難以預(yù)測和控制的成形缺陷,尺寸精度不高已成為制約該技術(shù)推廣的重要因素。近年來,大量學(xué)者對成形機(jī)理[2]、成形過程中工藝參數(shù)對成形性能的影響[3]、成形工具頭的路徑優(yōu)化[4-5]、成形過程的數(shù)值模擬[6-7]及非常溫成形[8-9]等方面進(jìn)行了研究。Radu[10]等通過使用響應(yīng)曲面法和神經(jīng)網(wǎng)絡(luò)算法有效地提高了成形件的精度。Guzmn等[11]研究了成形力與成形精度之間的關(guān)系,提出了減小成形載荷、提高成形精度的方法。Husain等[12]提出應(yīng)力比的概念,改變與應(yīng)力比相關(guān)的參數(shù)來控制成形件的缺陷。高霖等[13]分析了層間距、成形角、板料厚度和工具頭直徑等因素對于方錐臺件鼓包和材料堆擠等缺陷的影響,通過合理選擇工藝參數(shù)較好地控制了上述缺陷。韓飛等[14]采用遺傳神經(jīng)網(wǎng)絡(luò)算法對板料成形過程中的回彈量進(jìn)行了建模,為金屬板料數(shù)字化漸進(jìn)成形回彈量預(yù)測開辟了一條新途徑。甘文星[15]提出通過使用背壓板以及增大成形角度的方法以達(dá)到抑制或減小回彈的目的。
綜上所述,國內(nèi)外的科研工作者對成形件精度的研究主要集中在誤差產(chǎn)生機(jī)理、路徑優(yōu)化、回彈建模等方面,取得了一定的成果。然而,以軸向誤差作為研究對象來衡量精度的研究還比較少。為此,本文由成形件軸向誤差產(chǎn)生機(jī)理作為研究切入點(diǎn),通過ABAQUS仿真模擬軸向誤差在不同工藝參數(shù)下的變化規(guī)律,然后通過相應(yīng)實(shí)驗(yàn)對其規(guī)律進(jìn)行驗(yàn)證分析,最終實(shí)現(xiàn)對軸向誤差的預(yù)測和控制。
1 軸向誤差產(chǎn)生原理
1.1 單點(diǎn)增量成形原理
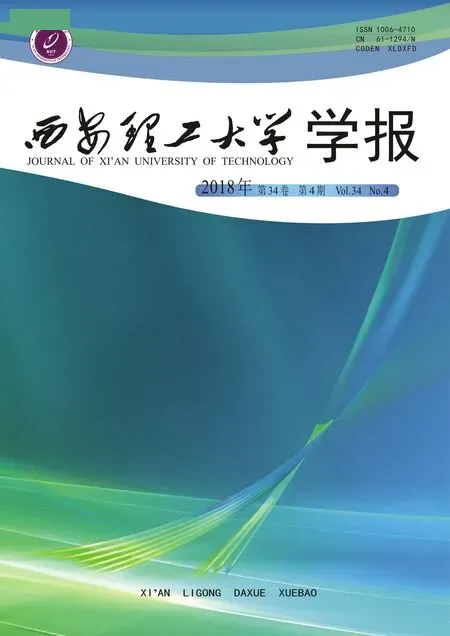
單點(diǎn)增量成形技術(shù)是一種新型的板料柔性塑性成形技術(shù),成形原理類似于3D打印的“分層制造”。首先,根據(jù)目標(biāo)制件的幾何形貌,離散生成一系列沿高度方向的等高輪廓層;然后,定制的工具頭在機(jī)床的控制下沿等高輪廓層逐層擠壓板料;最后,被擠壓的板料在局部變形的累積作用下,形成了與目標(biāo)制件形貌一致的成形件,見圖1。圖1中D是工具頭直徑,α是成形角,t是板料初始厚度,Z為層間距。本文選擇圓錐臺作為最終的成形件形狀,將圓錐臺功能表面軸向高度的實(shí)際值與理論值之間求差,即為軸向誤差,見圖2。
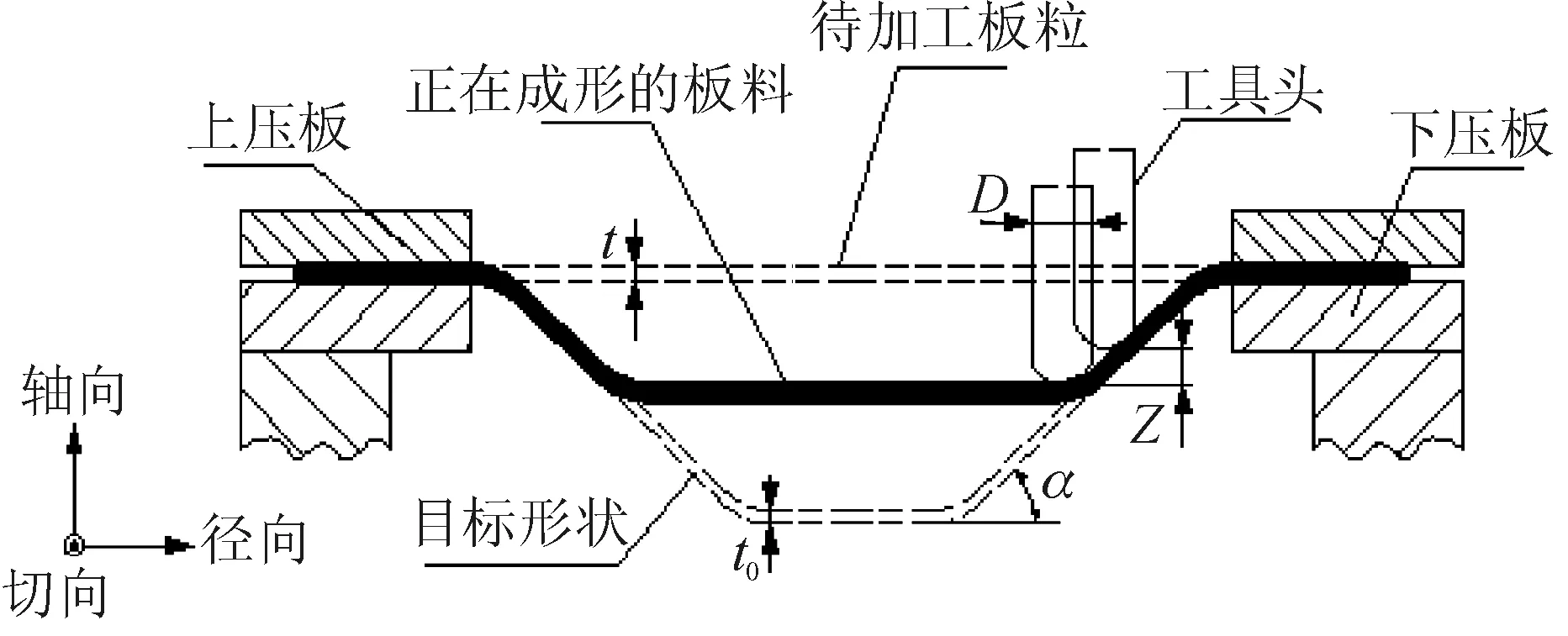
圖1 單點(diǎn)增量成形原理圖Fig.1 Principle diagram of SPIF
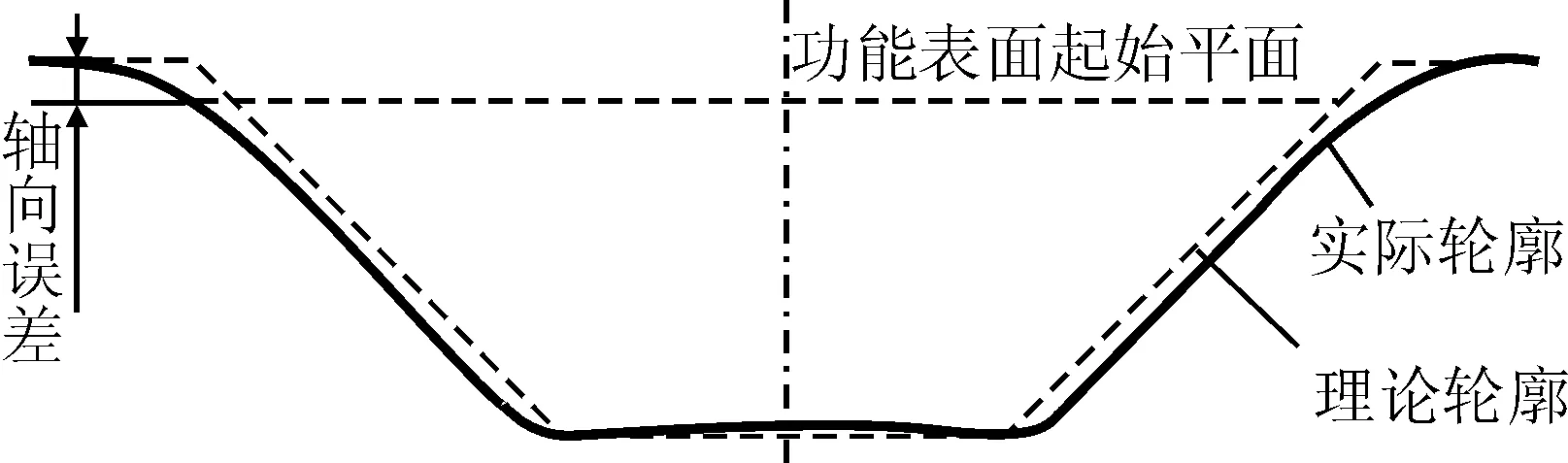
圖2 單點(diǎn)增量成形軸向誤差示意圖Fig.2 Diagram of axial error
1.2 板料回彈造成的軸向誤差
單點(diǎn)增量成形過程完成時(shí),由于工具頭與板料之間不再有接觸,作用在板料上的軸向力會消失,殘余應(yīng)力會使板料沿軸向發(fā)生回彈;而將成形件從夾具中取下時(shí),夾具對板料邊緣的夾持力突然消失,板料亦會在殘余應(yīng)力作用下發(fā)生回彈現(xiàn)象。當(dāng)回彈量超過一定值時(shí)會影響成形件精度,造成幾何缺陷,見圖3。
圖3 成形工件的回彈示意圖Fig.3 Springback of forming part
1.3 板料彎曲造成的軸向誤差
單點(diǎn)增量成形件的軸向高度是以功能表面的起始處到結(jié)束處的垂直距離,其成形過程是以NC程序控制機(jī)床進(jìn)行。程序默認(rèn)的工件軸向高度起始于板料的上端面,但由于未成形區(qū)域會發(fā)生不可逆的塑性彎曲變形,故實(shí)際的工件功能表面并未起始于板料的上端面平面,在板料彎曲變形處有部分軸向高度損失,如圖4所示。
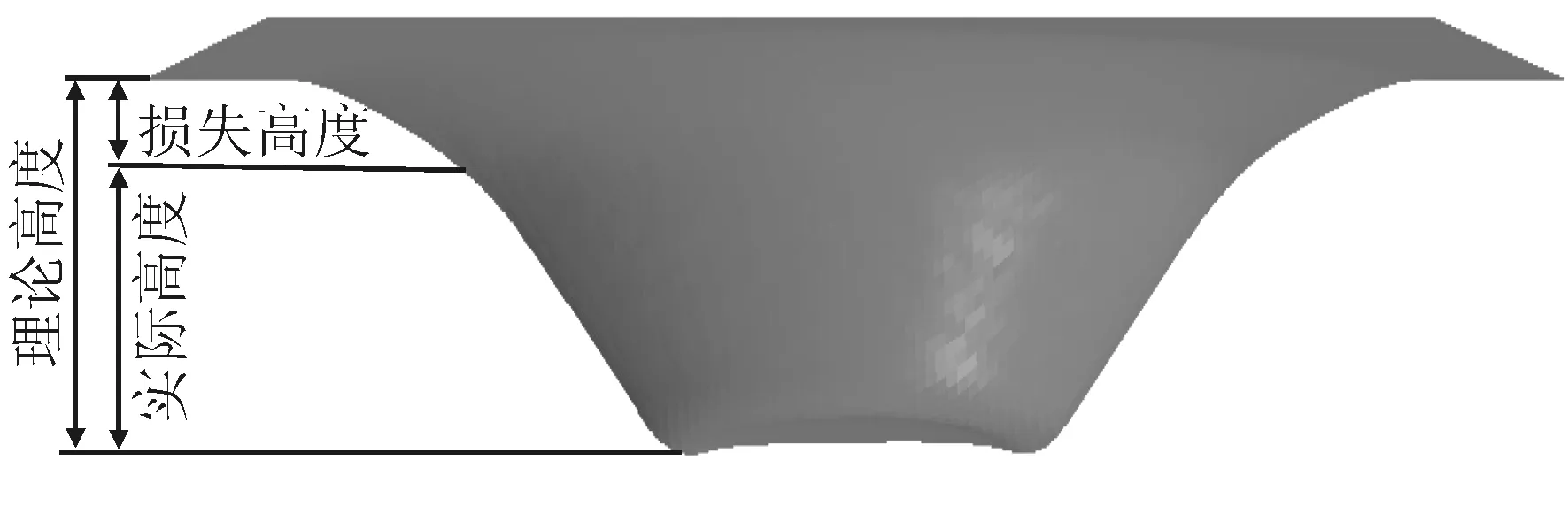
圖4 板料彎曲變形示意圖Fig.4 Sketch of springback of sheet metal
2 有限元建模
2.1 幾何模型
幾何模型形狀選擇典型的圓錐臺,圓錐臺深度24 mm,頂圓半徑45 mm;待成形板料尺寸為140 mm×140 mm的方板;工具頭選用球頭工具;夾具采用環(huán)形夾具,外環(huán)半徑70 mm,內(nèi)環(huán)半徑55 mm。工具頭直徑、板料厚度、成形角度及底圓半徑根據(jù)實(shí)驗(yàn)條件決定,建立的幾何模型見圖5,其中板料選用1060鋁板,其材料性能見表1,應(yīng)力應(yīng)變屬性見表2。根據(jù)仿真算法特性和成形過程特性,對成形過程采用動力顯式算法(Explicit),對成形后夾具卸載過程采用靜力隱式算法(Standard)進(jìn)行模擬。成形過程中的接觸方式設(shè)為面-面接觸,接觸算法設(shè)為罰函數(shù),摩擦類型設(shè)為Coulomb摩擦。對板料進(jìn)行網(wǎng)格劃分,網(wǎng)格屬性設(shè)為殼單元S4R,邊長是1 mm。
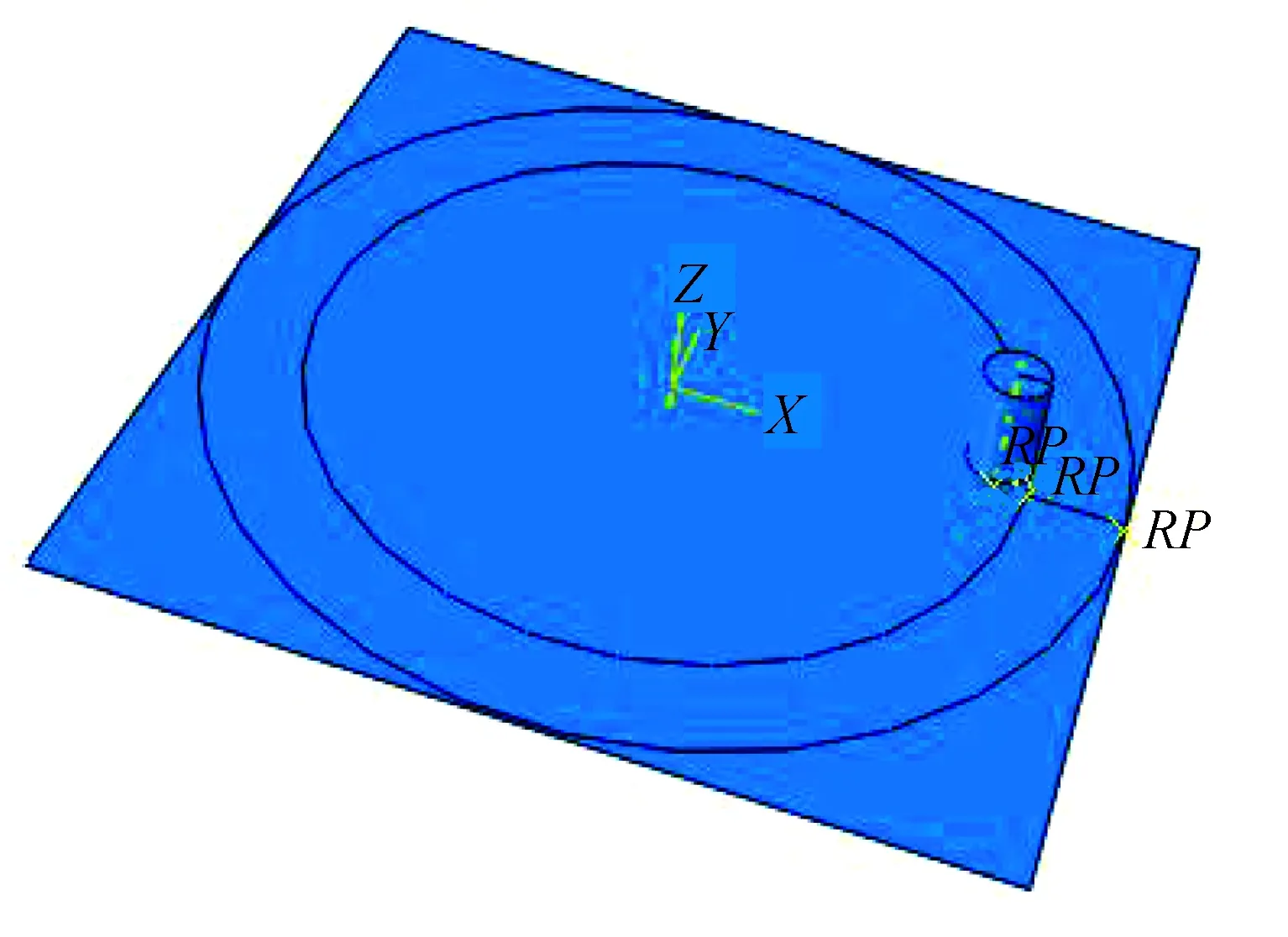
圖5 仿真模型Fig.5 Simulation model
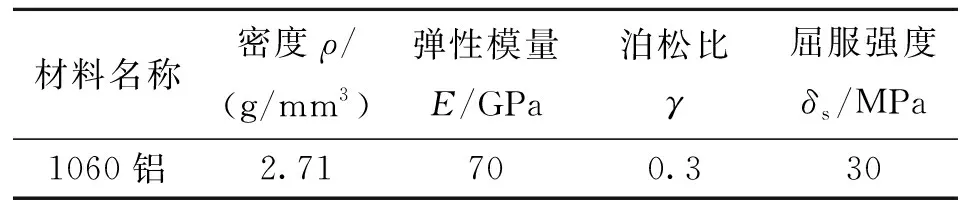
材料名稱密度ρ/(g/mm3)彈性模量E/GPa泊松比γ屈服強(qiáng)度δs/MPa1060鋁2.71700.330
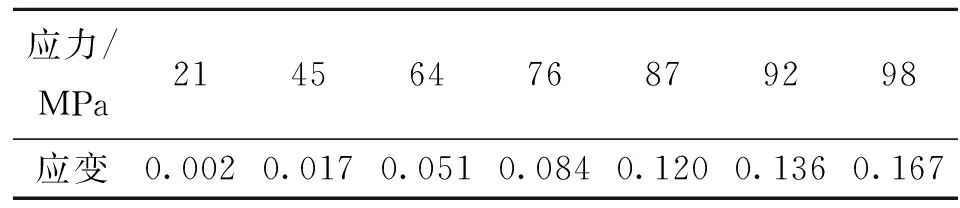
表2 1060鋁應(yīng)力應(yīng)變關(guān)系Tab.2 1060 aluminum stress-strain relationship
2.2 動態(tài)軌跡加載
為提高仿真效率和精度,以實(shí)驗(yàn)所用的NC程序代替?zhèn)鹘y(tǒng)建模的分析步設(shè)置。首先,在Excel中將每行NC代碼修改為(X、Y、Z)的坐標(biāo)格式,并以文檔格式另存;然后,通過Matlab對將(X、Y、Z)坐標(biāo)與時(shí)間進(jìn)行一一對應(yīng);最后,將對應(yīng)關(guān)系(X,T)、(Y,T)、(Z,T)導(dǎo)入到ABAQUS中,實(shí)現(xiàn)仿真與實(shí)驗(yàn)的統(tǒng)一。
在仿真中將單點(diǎn)增量成形的空間軌跡分解成X、Y、Z方向的分運(yùn)動,利用平滑分析步進(jìn)行加載,將Matlab提取出的(X,T)、(Y,T)、(Z,T)數(shù)據(jù)對應(yīng)到X、Y、Z三個(gè)方向運(yùn)動的幅值中,三個(gè)方向的運(yùn)動在分析步時(shí)間內(nèi)合成即得到成形過程的空間軌跡。
根據(jù)上述過程,最終建立的有限元模型見圖6,仿真完成后等效應(yīng)力云圖見圖7。
3 仿真結(jié)果與分析
3.1 模擬仿真方案
單點(diǎn)增量成形過程中工藝參數(shù)較多,其對軸向精度影響規(guī)律和影響程度各不相同,為研究工具頭直徑、層間距、進(jìn)給速度、成形角度、板料厚度等工藝參數(shù)對軸向誤差的影響,設(shè)計(jì)正交實(shí)驗(yàn),見表3。
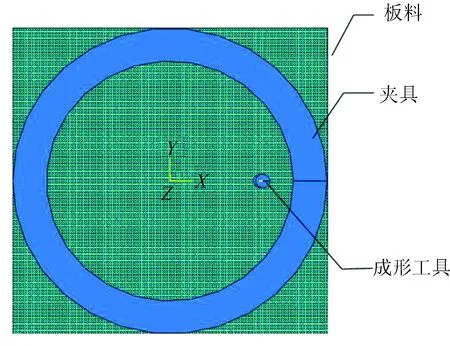
圖6 單點(diǎn)增量成形有限元模型Fig.6 Finite element model of SPIF

圖7 仿真完成后等效應(yīng)力云圖Fig.7 Stress cloud after simulation
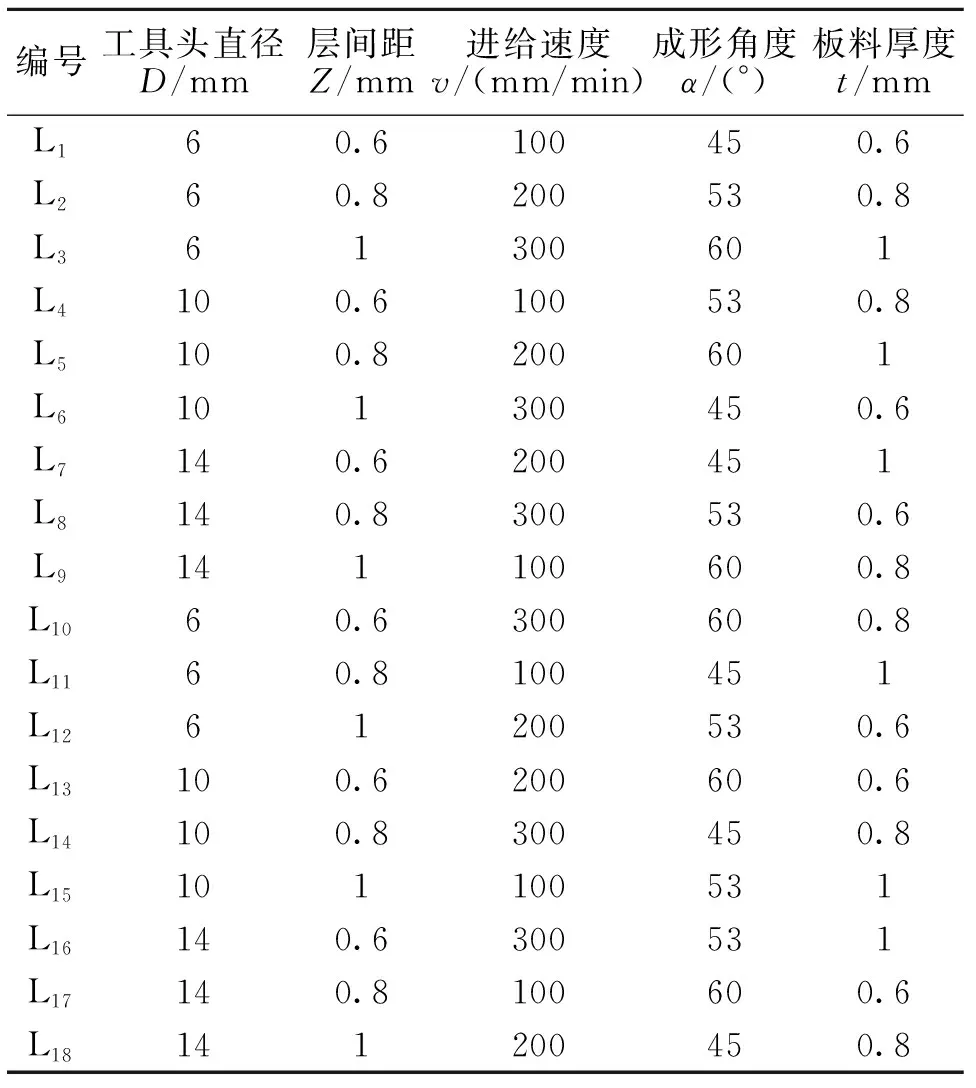
編號工具頭直徑D/mm層間距Z/mm進(jìn)給速度v/(mm/min)成形角度α/(°)板料厚度t/mmL160.6100450.6L260.8200530.8L361300601L4100.6100530.8L5100.8200601L6101300450.6L7140.6200451L8140.8300530.6L9141100600.8L1060.6300600.8L1160.8100451L1261200530.6L13100.6200600.6L14100.8300450.8L15101100531L16140.6300531L17140.8100600.6L18141200450.8
當(dāng)正交實(shí)驗(yàn)進(jìn)行完畢后,會得出各工藝參數(shù)對成形精度的影響規(guī)律和影響權(quán)重,為驗(yàn)證這些結(jié)論的正確性,設(shè)計(jì)單一實(shí)驗(yàn)進(jìn)行驗(yàn)證。然后觀察這個(gè)實(shí)驗(yàn)變量對實(shí)驗(yàn)結(jié)果的影響。對照正交實(shí)驗(yàn),設(shè)計(jì)單一實(shí)驗(yàn),見表4。
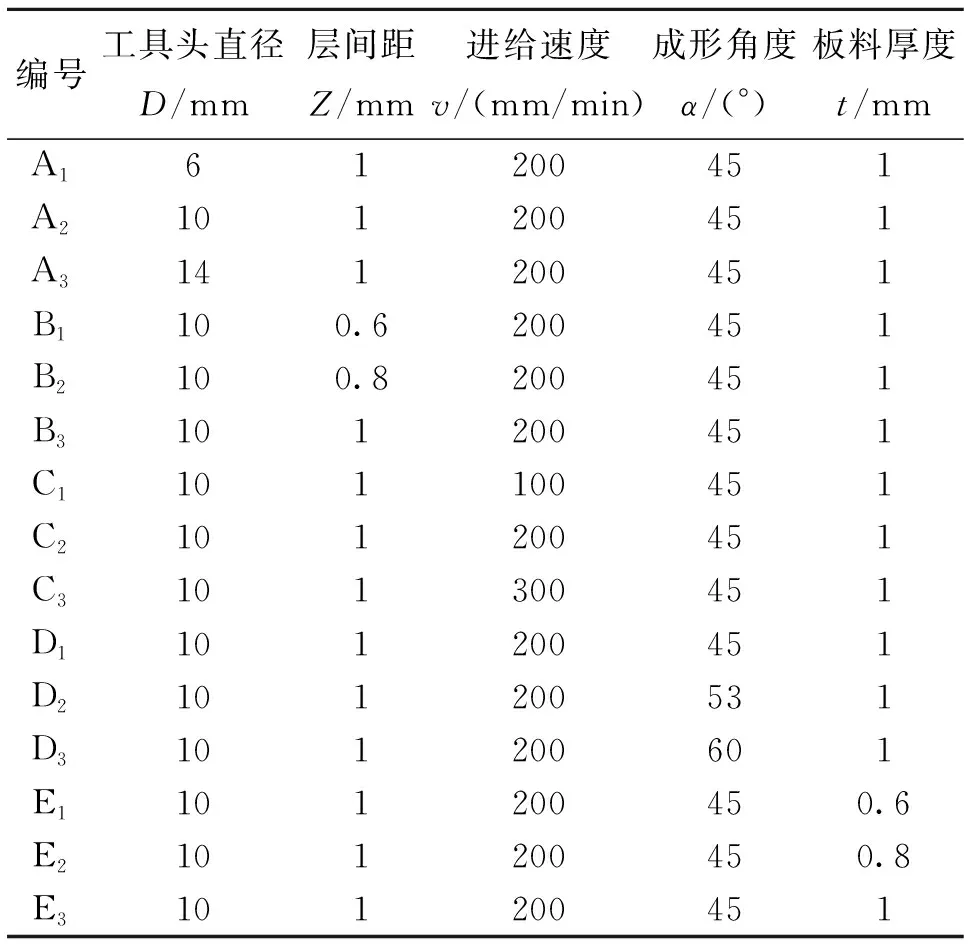
表4 單一實(shí)驗(yàn)參數(shù)Tab.4 Single experimental parameters
圖8為成形件的半剖圖,圖中的結(jié)點(diǎn)1~2相處同一高度,兩節(jié)點(diǎn)的距離為制件在此高度處的直徑,這條直徑線與圓錐臺底圓的距離是實(shí)際軸向高度,此高度與理論高度值的偏差即是成形件的軸向誤差。
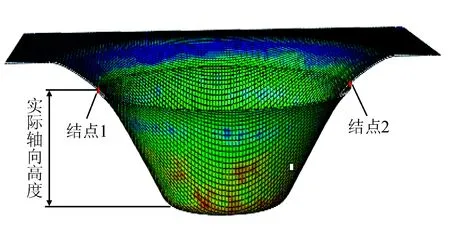
圖8 軸向精度測量方法Fig.8 Radial accuracy measurement method
3.2 仿真結(jié)果
對模擬結(jié)果進(jìn)行處理,分別求取表3中不同編號實(shí)驗(yàn)時(shí)成形件軸向誤差值ΔH(單位:mm),得出的數(shù)據(jù)見表5。
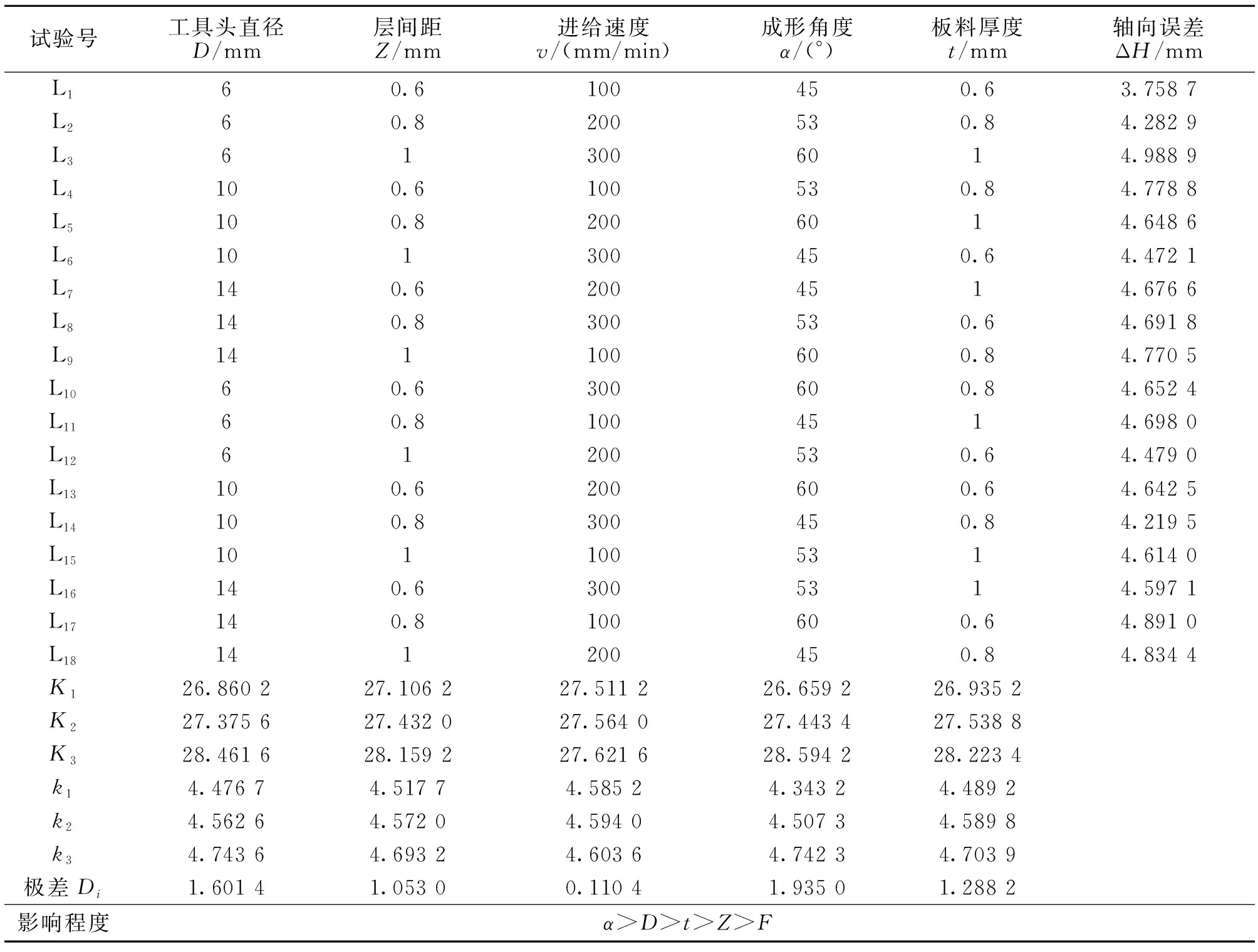
表5 仿真時(shí)不同工藝參數(shù)對軸向誤差的影響Tab.5 Effects of different process parameters on axial error simulation
極差(Di)是將各種因素在每種水平下的模擬結(jié)果求和(用Ki表示),用和的最大值減去最小值所得。極差數(shù)值越大代表該因素在模擬的水平范圍內(nèi)對結(jié)果在數(shù)值上影響越大,極差值最大的因素,即為對模擬結(jié)果影響最重要的因素。在對軸向誤差的模擬中,極差值的大小順序?yàn)?α>D>t>Z>F,故各因素對軸向誤差的影響程度從大到小依次為:成形角度(α)、工具頭直徑(D)、板料厚度(t)、層間距(Z)、進(jìn)給速度(F)。ki為Ki的平均值(ki=Ki/n),可用來表示每種因素在不同水平下模擬結(jié)果的變化規(guī)律,即各種工藝參數(shù)對成形精度變化規(guī)律的影響。
正交實(shí)驗(yàn)和單一實(shí)驗(yàn)下不同工藝參數(shù)對軸向精度的影響規(guī)律和影響程度對比見圖9。
由圖9可以看出,在單一實(shí)驗(yàn)和正交實(shí)驗(yàn)中,各因素對軸向誤差值的影響規(guī)律一致。驗(yàn)證了正交實(shí)驗(yàn)?zāi)M得出規(guī)律的正確性。軸向誤差值隨工具頭直徑、層間距、成形角度和板料厚度的增大而增大,進(jìn)給速度對軸向誤差值影響較小。
3.3 成形精度的經(jīng)驗(yàn)公式擬合
單點(diǎn)增量成形是一個(gè)幾何非線性和位移非線性的復(fù)雜成形過程,成形機(jī)理復(fù)雜且涉及的工藝參數(shù)繁多,要通過定性的分析得出準(zhǔn)確的成形誤差表達(dá)式比較困難。正交實(shí)驗(yàn)統(tǒng)計(jì)了大量實(shí)際可用的數(shù)據(jù),故可利用計(jì)算機(jī)模擬將實(shí)驗(yàn)進(jìn)行數(shù)學(xué)模型化,通過回歸模擬擬合出相應(yīng)的數(shù)學(xué)模型,即可得出較為可靠的經(jīng)驗(yàn)公式。
正交實(shí)驗(yàn)的回歸方式中應(yīng)用較廣的是線性回歸和二次多項(xiàng)式回歸兩種,二次多項(xiàng)式回歸又可分為純二次多項(xiàng)式回歸、交叉二次多項(xiàng)式回歸。對于軸向誤差進(jìn)行回歸分析,得出經(jīng)驗(yàn)公式和對應(yīng)剩余標(biāo)準(zhǔn)差如下。
1) 線性回歸公式:
y1= 2.3362+0.0334x1+0.4387x2+0.0001x3+
0.0214x4+0.5367x5
(1)
剩余標(biāo)準(zhǔn)差為SE=0.081 1。
2) 純二次多項(xiàng)式回歸公式:
y2= 5.2157-0.0260x1-0.8993x2+0.0001x3-
(2)
剩余標(biāo)準(zhǔn)差為SE=0.290 8。
3) 交叉二次多項(xiàng)式回歸公式:
y3= -2.6181+0.1625x1+5.8889x2-0.0182x3+
0.0599x4+7.5926x5-0.0744x1x2-
0.0004x1x3+0.0018x1x4-0.0579x1x5+
0.0083x2x3-0.0849x2x4-2.2154x2x5+
0.0004x3x4-0.0031x3x5-0.0768x4x5
(3)
剩余標(biāo)準(zhǔn)差為SE=0.146 1。
可看出線性回歸公式的剩余標(biāo)準(zhǔn)差最低,顯著性最好,為最優(yōu)回歸經(jīng)驗(yàn)公式。故軸向誤差最優(yōu)求解經(jīng)驗(yàn)公式為:
εZ= 2.3362+0.0334D+0.4387Z+
0.0001F+0.0214α+0.5367t
(4)
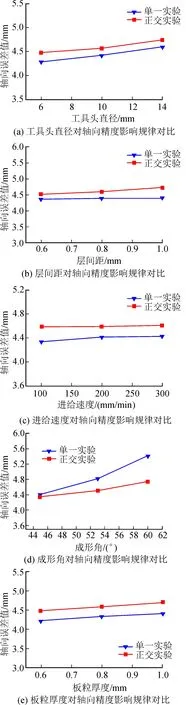
圖9 正交實(shí)驗(yàn)和單一實(shí)驗(yàn)結(jié)果對比Fig.9 Comparison of orthogonal experiment and single experiment results
4 實(shí)驗(yàn)驗(yàn)證
4.1 軸向精度的測量
成形件的實(shí)際高度測量方法見圖10,將數(shù)控銑床刀具用直徑為2 mm的探針替代,以成形件內(nèi)表面底部為參考面,記錄該參考面z方向坐標(biāo),手動控制主軸將探針精確定位在起始功能表面處,記錄下該平面z方向坐標(biāo),通過對兩平面z方向坐標(biāo)值求差即可得到成形件的實(shí)際軸向高度。

圖10 三坐標(biāo)測量示意圖Fig.10 Sketch map of three-coordinate measurement
4.2 實(shí)驗(yàn)結(jié)果分析
采用表4中的實(shí)驗(yàn)參數(shù)并適當(dāng)增加實(shí)驗(yàn)次數(shù)進(jìn)行成形,求取成形件軸向誤差,其變化規(guī)律見圖11。
工具頭直徑由6 mm增大到14 mm時(shí),軸向誤差由16.92%增大到21.42%,變化顯著;當(dāng)層間距由0.6 mm增大到1.0 mm時(shí),軸向誤差由18%增大到20.50%,變化明顯;當(dāng)進(jìn)給速度由100 mm/min增大到300 mm/min時(shí),軸向誤差由20.17%增大到21%,變化不明顯;當(dāng)成形角度由45°增大到60°時(shí),軸向誤差由20.50%增大到24.42%,變化顯著,成形角度是造成軸向誤差的最重要因素;當(dāng)板料厚度由0.6 mm增大到1.0 mm時(shí),軸向誤差由19.42%增大到21.96%,變化不大。
4.3 回歸公式的驗(yàn)證
式(4)基于仿真的結(jié)果,其正確性和實(shí)用性還需進(jìn)一步經(jīng)實(shí)驗(yàn)結(jié)果驗(yàn)證。將表4中各工藝參數(shù)分別代入成形精度所對應(yīng)的三種不同的回歸經(jīng)驗(yàn)公式,把計(jì)算出的結(jié)果與實(shí)驗(yàn)結(jié)果對比見圖12。
從圖12可以直觀看出,對于軸向誤差,實(shí)驗(yàn)結(jié)果與各種回歸公式所求解出的結(jié)果不僅分布規(guī)律相同,而且偏差量比較接近。
通過對數(shù)據(jù)分析可得出線性回歸公式所求得結(jié)果與實(shí)驗(yàn)相差7.06%,純二次回歸公式所得結(jié)果與實(shí)驗(yàn)相差8.73%,交叉二次回歸公式所得與實(shí)驗(yàn)相差6.4%,與實(shí)驗(yàn)所得結(jié)果均比較接近。其中交叉二次多項(xiàng)式回歸公式最接近實(shí)驗(yàn)值,但其剩余標(biāo)準(zhǔn)差為0.146 1,大于線性回歸公式的0.081 1,顯著性較差,綜合顯著性和偏差量選取線性回歸公式作為最優(yōu)經(jīng)驗(yàn)公式。即:
εZ= 2.3362+0.0334D+0.4387Z+
0.0001F+0.0214α+0.5367t
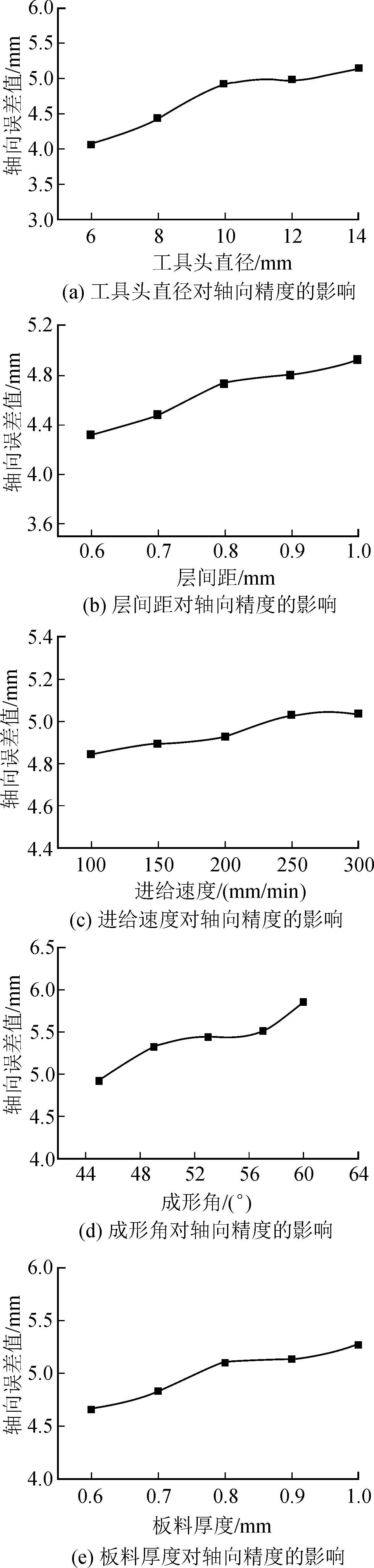
圖11 工藝參數(shù)對軸向精度的影響Fig.11 Influence of process parameters on the axial accuracy

圖12 軸向誤差回歸公式與實(shí)驗(yàn)結(jié)果對比示意圖Fig.12 Axial error regression formula and experimental results contrast diagram
5 控制軸向精度的方法
由仿真和實(shí)驗(yàn)結(jié)果均可看出,單點(diǎn)增量成形過程中軸向誤差在15%以上,已經(jīng)嚴(yán)重影響成形件精度,故必須提出能減小軸向誤差的方法。通過以上分析可得出采用合理的工藝參數(shù)可以在一定程度上控制軸向誤差,但提高的程度有限,還不能達(dá)到要求的精度。故提出以下兩種提高軸向精度的方法。
1) 誤差補(bǔ)償。見圖13,將高度補(bǔ)償區(qū)域設(shè)定在板料的彎曲變形區(qū)域,以理想工件上端面為參考面向上補(bǔ)償,每向上補(bǔ)償1 mm,頂圓直徑增加2 mm,將通過補(bǔ)償?shù)某尚渭乩硐氤尚渭纳隙嗣媲懈罴纯傻玫捷S向精度較高的工件。補(bǔ)償高度與軸向精度的關(guān)系見圖14(Δh為補(bǔ)償量)。
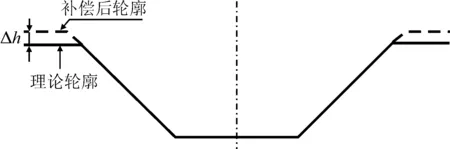
圖13 軸向幾何誤差補(bǔ)償Fig.13 Geometric compensation for axial error
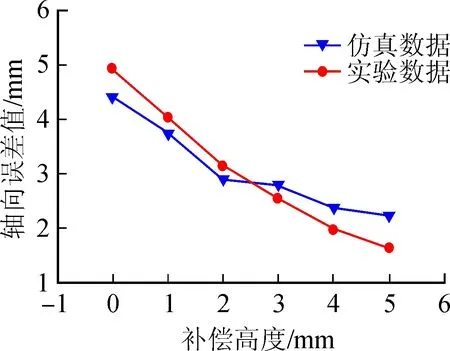
圖14 軸向誤差與補(bǔ)償高度關(guān)系示意圖Fig.14 Diagram of relationship between axial error and compensation height
由圖14可以看出,軸向誤差與補(bǔ)償高度基本成線性關(guān)系,當(dāng)補(bǔ)償高度由0增加到5 mm時(shí),軸向誤差由4.920 mm減小到1.632 mm,軸向精度提高了13.71%,軸向精度得到了較大程度上的提高。故增加補(bǔ)償高度可得到軸向精度較高的成形件。
2) 工具頭自轉(zhuǎn)生熱。單點(diǎn)增量成形所采用的成形工具頭多為球頭形刀具,在成形過程中對工具頭施加一定轉(zhuǎn)速可使成形區(qū)域局部溫升,使板料的屈服強(qiáng)度下降,從而提高板料的塑性,減小成形力,達(dá)到提高成形精度的目的。在0~2 000 r/min范圍內(nèi)每隔250 r/min進(jìn)行一次成形實(shí)驗(yàn),測量實(shí)驗(yàn)后成形件的軸向誤差值,得出轉(zhuǎn)速與軸向誤差的關(guān)系見圖15。
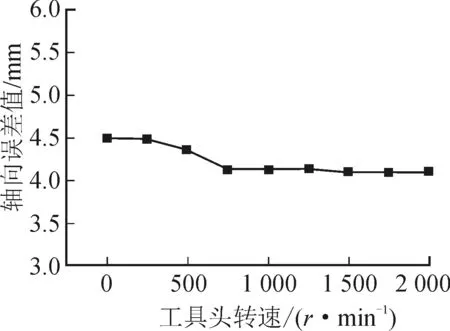
圖15 工具頭轉(zhuǎn)速與軸向誤差的關(guān)系Fig.15 Relationship between speed of the tool and axial error
由圖15可以看出,當(dāng)自轉(zhuǎn)轉(zhuǎn)速在0~750 r/min的范圍內(nèi),軸向誤差隨工具頭的轉(zhuǎn)速的增大而減小,超過750 r/min的范圍軸向精度隨著轉(zhuǎn)速的提高基本不變,考慮到高轉(zhuǎn)速對機(jī)床主軸造成傷害,實(shí)際成形過程中選取轉(zhuǎn)速750 r/min,在獲得具有較高軸向精度的成形件的同時(shí)還可以減小對機(jī)床主軸的傷害。
6 結(jié) 論
1) 建立了以圓錐臺件作為研究對象的仿真模型,并利用此模型研究了層間距、成形角、進(jìn)給速度、板料厚度以及工具頭直徑等工藝參數(shù)對軸向誤差的影響規(guī)律,并通過實(shí)驗(yàn)對其結(jié)果進(jìn)行了驗(yàn)證。
2) 軸向誤差值隨著層間距、成形角、進(jìn)給速度、板料厚度以及工具頭直徑的增大而增加,成形角度是造成軸向誤差的最重要因素。
3) 通過單一實(shí)驗(yàn)驗(yàn)證了線性回歸公式,可以較好地預(yù)測成形件的軸向精度。
4) 采用高度補(bǔ)償和工具頭自轉(zhuǎn)生熱的方法可有效減小軸向誤差。
猜你喜歡
作文·小學(xué)低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(bào)(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55