迷宮密封環覆熔銅及試驗檢測
2019-01-18 10:33:52陳昌尾黃新源俞翔棟
傳動技術 2018年4期
何 柳 劉 淵 陳昌尾 黃新源 俞翔棟 解 放
(七一一研究所, 上海 200090)
0 引言
迷宮密封環是一種具有密封作用的零件,其鋼基體的內外圓表面為覆銅層,在覆銅層表面加工有密封溝槽。迷宮密封環安裝在設備油腔和軸承座之間,通過內外表面的密封溝槽防止油腔工作油與軸承潤滑油的串通。
迷宮密封環在工作中受到離心力、慣性力、振動力、熱應力的作用,覆銅層與鋼基體的接合強度為考核其性能的主要指標。本文采用熔覆銅技術進行覆銅層的加工,并通過試驗對熔覆性能進行檢測。
1 迷宮密封環覆銅方案
目前常用的覆銅技術有氧乙炔焰堆焊、熔化極氣體保護電弧焊、釬焊及熔覆銅等。
(1) 氧乙炔焰堆焊
使用氧乙炔火焰熔化焊料及母材。迷宮密封環屬于薄壁零件,使用氧乙炔火焰堆焊,對工件的變形難以控制。通過樣件試制,其變形量約為2 mm,而要求的銅合金層在加工溝槽后銅層厚度只有1 mm,不能滿足加工要求。
(2) 熔化極氣體保護電弧焊
將焊絲作為電極,以連續送進的焊絲與工件之間燃燒的電弧作為熱源來熔化焊絲與母材金屬。自動焊接需1 mm直徑的盤裝焊絲,焊接過程穩定,零件變形小。但因產品對焊材的特殊要求,沒有符合材料要求的1 mm焊絲。
(3) 釬焊
釬焊是采用比母材熔點低的金屬材料作釬料,將焊件和釬料加熱到高于釬料熔點,低于母材熔化溫度,利用液態釬料潤濕母材,填充接頭間隙并與母材相互擴散實現連接焊件的方法。釬焊對焊接零件的預留間隙要求較高,迷宮密封環薄壁銅套與鋼基體異種材料熱膨脹系數不同,兩者之間的間隙難以控制,釬焊樣件存在焊不滿和脫焊的現象。
(4) 熔覆銅
熔覆銅是指采用某種加熱方式使預置在基體上的銅合金整體熔化與基體發生冶金結合,而基體不熔化的一種覆銅方法,可實現無熔深表面熔覆[1]。在航天、航空領域及兵器制造業,為改善鋼材的導電、導熱性能和表面硬度,通常在基體表面熔覆銅合金[2,3]。
通過上述方案的對比驗證,熔覆銅為適用于迷宮密封環的覆銅方案。
通過熔覆銅技術,成功制作了迷宮密封環樣件,如圖1所示。

圖1 迷宮密封環熔覆銅Fig.1 labyrinth ring cladding copper
2 迷宮密封環分析計算
迷宮密封環進行疲勞試驗,需對其受力情況進行分析、計算,以確定疲勞試驗的加載方案。
2.1 宮密封環使用工況
根據設備的實際使用環境,迷宮密封環使用工況見表1。
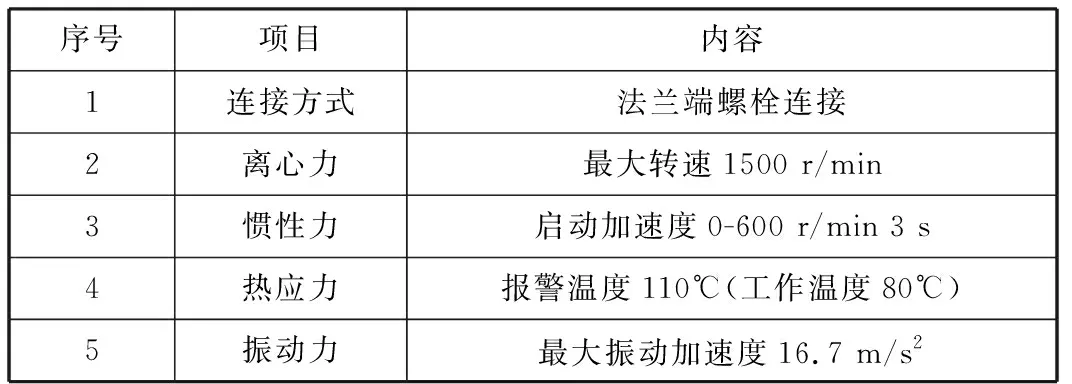
表1 迷宮密封環使用工況
2.2 仿真計算
對迷宮密封環考核的目的是檢驗熔覆層與鋼基體的結合強度,根據表1工況,按照迷宮密封環分別受離心力、慣性力、振動力、熱應力的情況,對迷宮密封環鋼銅結合層的受力進行計算,計算結果如下:
結合層σ離心力max=5 MPa
結合層σ慣性力max=0.008 MPa
結合層σ振動力max=0.06 MPa
結合層最大應力σ熱應力max=42 MPa。
2.3 小結
由上述計算結果可知,不同材料的熱膨脹差異是迷宮密封環鋼銅結合層受力的主要影響因素。
3 迷宮密封環熔覆層試驗測試
3.1 宏觀及微觀金相試驗
根據《ISO 15614-7 2007 焊接工藝評定試驗—第7部分:堆焊》的要求,在樣件上截取試樣進行金相分析,試樣包含鋼基體及內外側熔覆層,試樣低倍形貌如圖6所示。
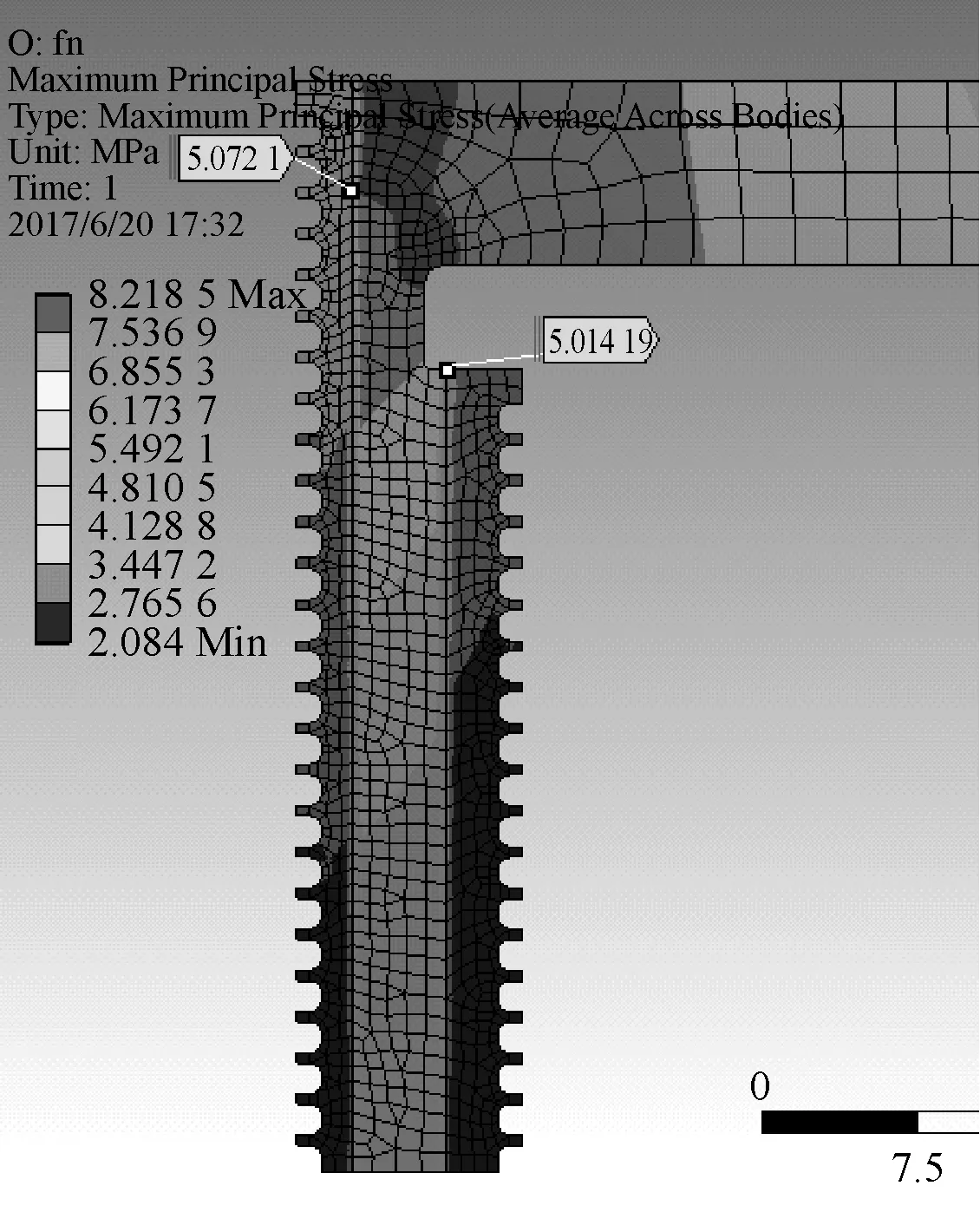
圖2 離心力最大主應力分布圖Fig.2 maximum principal stress of centrifugal force
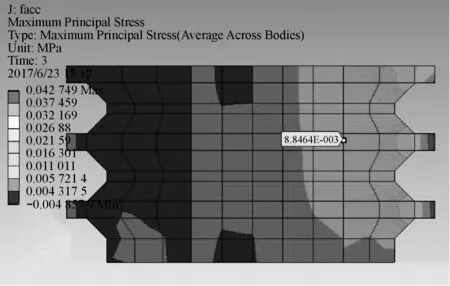
圖3 慣性力最大主應力分布圖Fig.3 maximum principal stress of inertia force
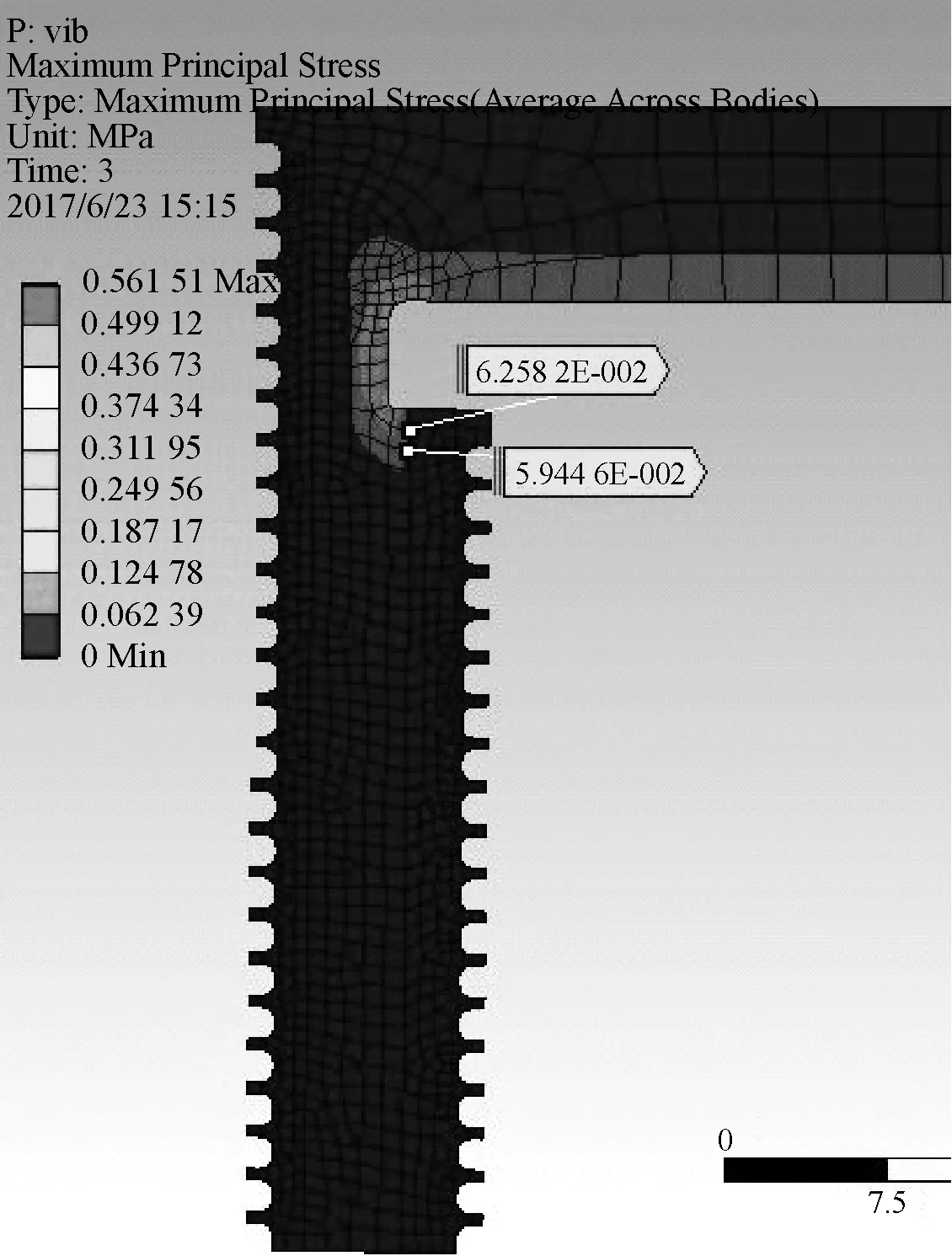
圖4 振動力最大主應力分布圖Fig.4 maximum principal stress of vibration force
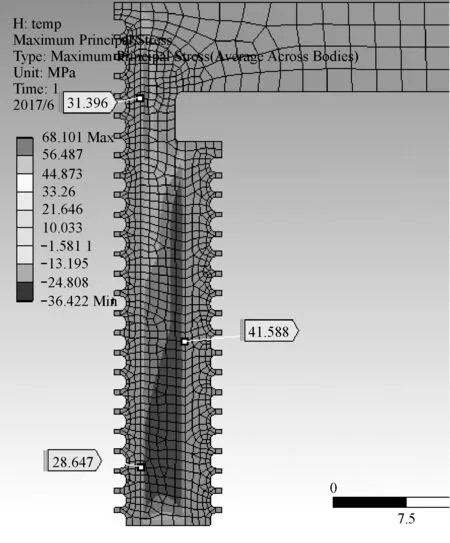
圖5 熱應力最大主應力分布圖Fig.5 maximum principal stress of thermal stress
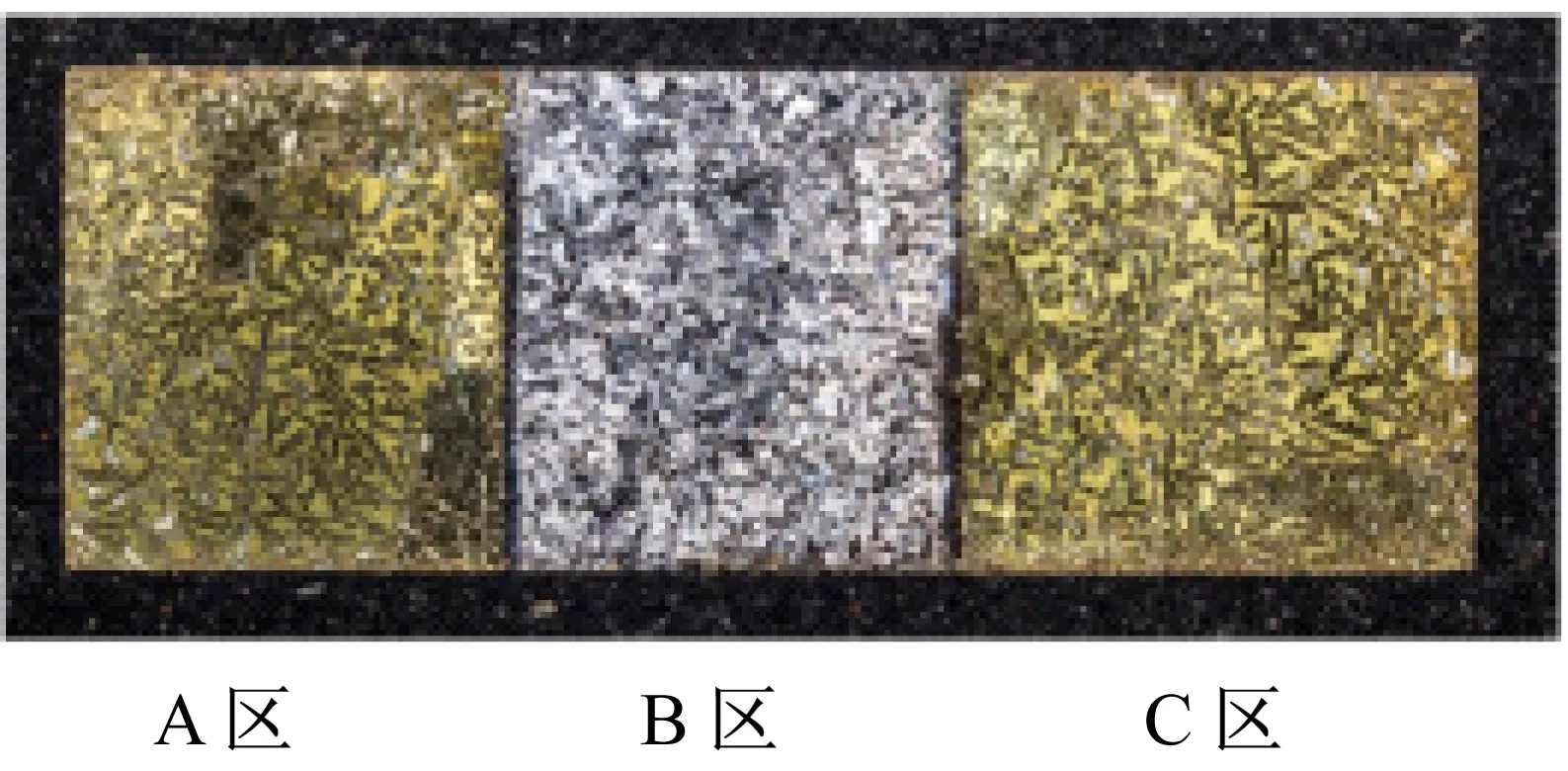
圖6 試樣低倍形貌Fig.6 low magnification of specimen
圖6中A區(內側熔覆層)組織為:α相+β相+少量灰色相,未見缺陷,見圖7所示;
我沒想到自己的作品會獲得如此巨大的曝光,這是讓我繼續下去的一大動力。以很好的價格出售限量版照片也讓我能夠自給自足,并且保持創作自由。

圖7 A區(內側熔覆層)形貌Fig.7 morphology of A region (inner cladding layer)
熔合區(A與B交界區)形貌見圖8所示,未見缺陷;
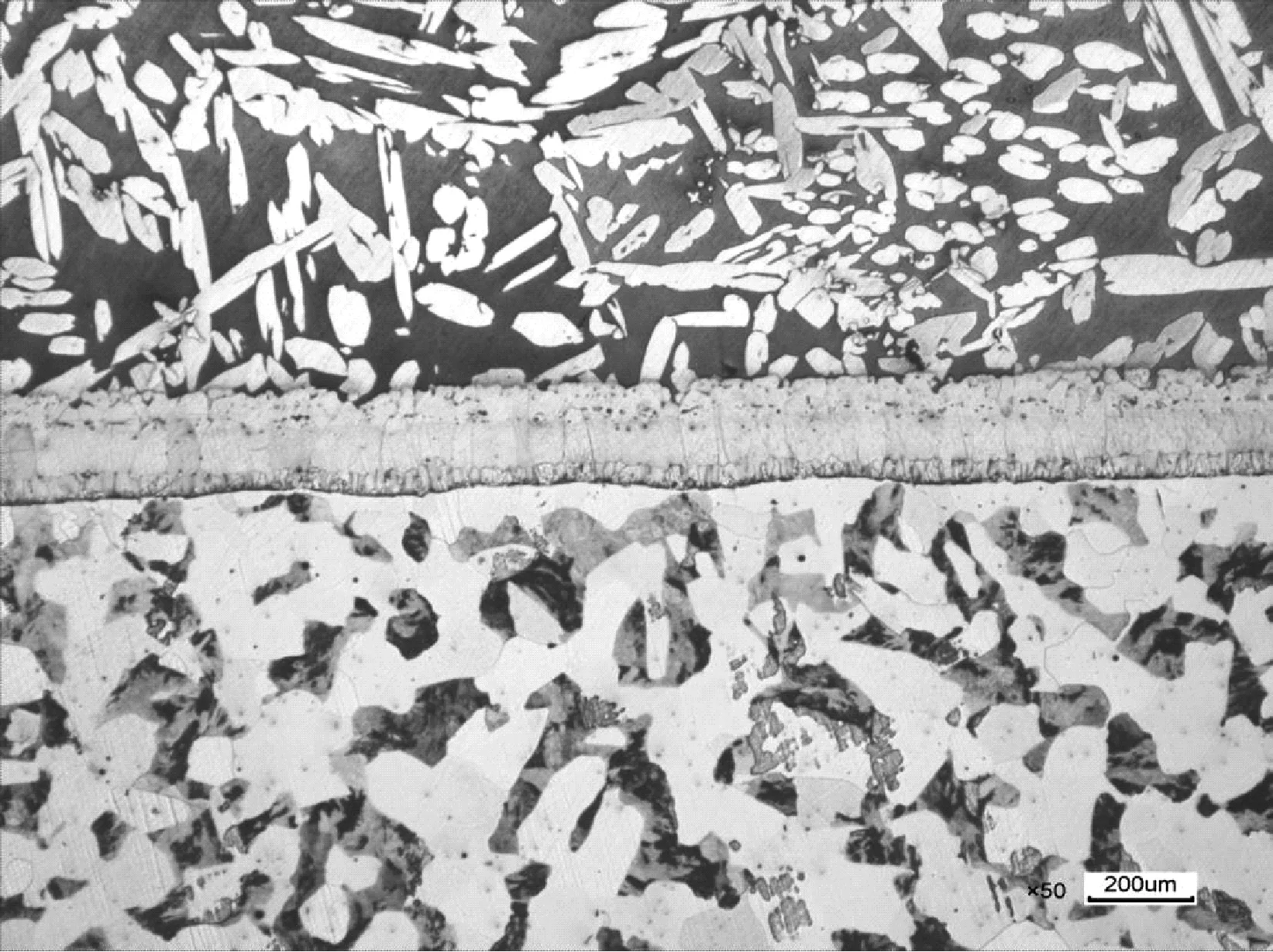
圖8 熔合區(A與B交界區)形貌Fig.8 morphology of fusion area (transiting zone between A and B)
B區(鋼基體)組織為:鐵素體+珠光體,未見缺陷,見圖9所示;
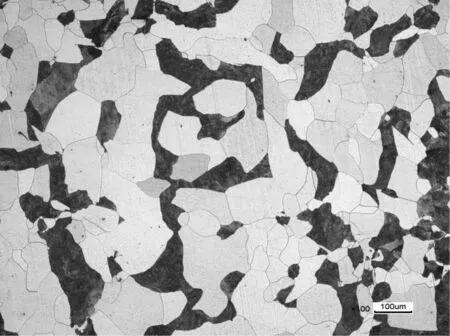
圖9 B區(鋼基體)形貌Fig.9 morphology of B region (steel matrix)
熔合區(B與C交界區)形貌見圖10所示,未見缺陷;
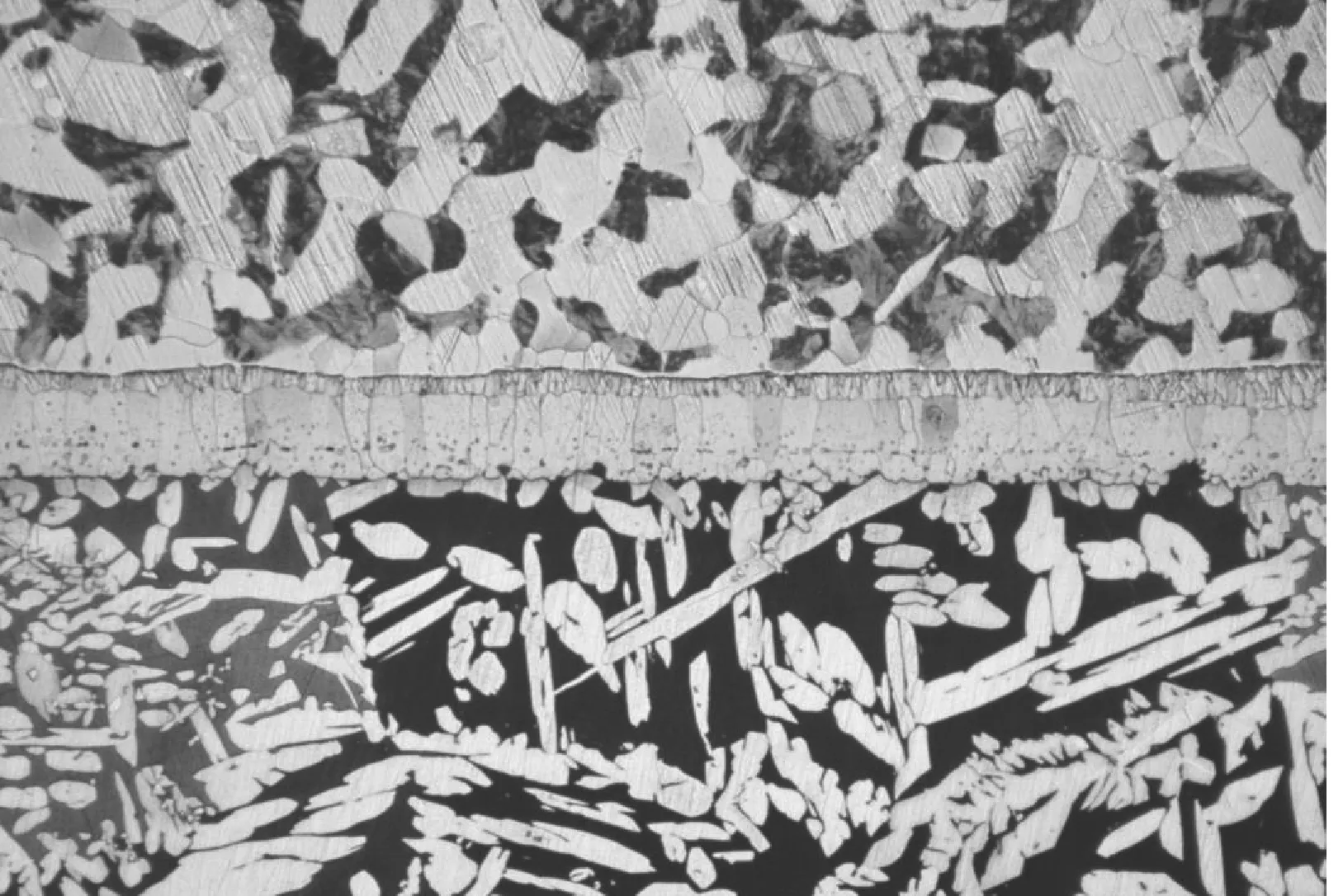
圖10 熔合區(B與C交界區)形貌Fig.10 morphology of fusion area (transiting zone between B and C)
C區(外側熔覆層)組織為:α相+β相+少量灰色相,未見缺陷,見圖11所示。
金相試驗結果表明:鋼基體、熔覆層和結合層均未發現缺陷,滿足ISO 15614-7 2007的要求。
3.2 側彎試驗
根據ISO 15614-7 2007的要求,進行側彎試驗,試樣厚度5 mm,彎曲角度120°,要求試樣的任何方向不得出現>3 mm的單缺陷。

圖11 C區(外側熔覆層)形貌Fig.11 morphology of C region (outer cladding layer)
迷宮密封換試樣經側彎試驗,未出現開裂等損傷,滿足標準要求,如圖12所示。

圖12 側彎試驗Fig.12 lateral bending test
3.3 疲勞試驗
根據零件的結構形式,采用彎曲疲勞試驗。
疲勞試驗加載:1) 機械載荷(離心力、慣性力、振動力)取3倍安全系數;2) 熱應力取報警溫度110℃鋼銅結合面最大應力。
疲勞試驗結合層最大應力:
σ結合層=3*(σ離心力+σ慣性力+σ振動力) +σ熱應力=57.2 MPa
(1)
對復合層結構試樣彎曲應力,采用等效截面法計算:
(2)

(3)
式中:b—試樣寬度,h—試樣厚度
試樣截面如圖13所示:
由式(2)、(3)可得試樣參數,見表2。
表中X為全截面形心位置:

5.6119 mm
(4)
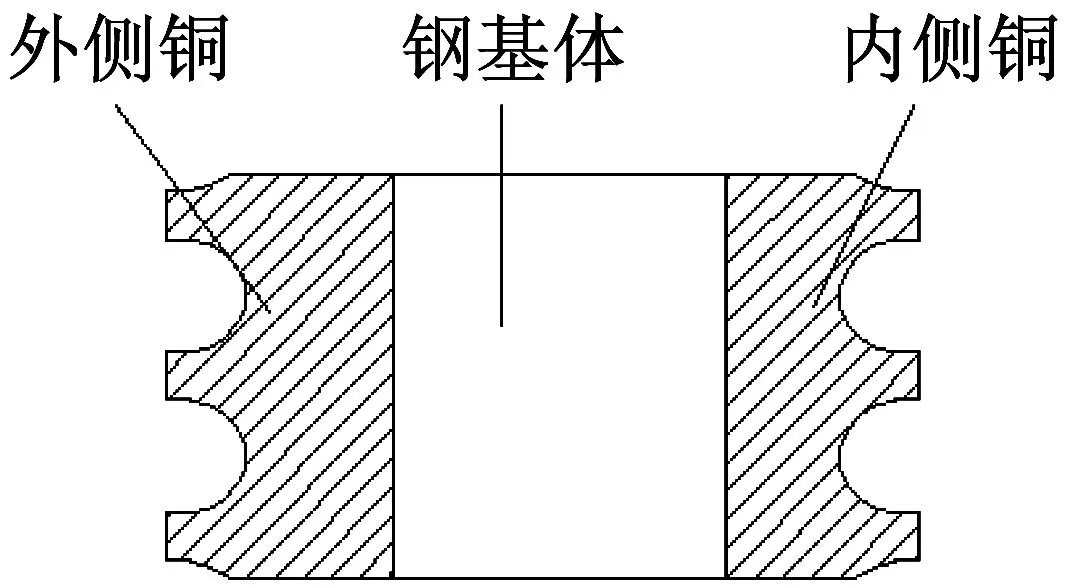
圖13 試樣截面Fig.13 specimen section

內容外側銅-1鋼基體-2內側銅-3寬度b/mm3.74.52.7厚度h/mm555截面積S/mm214.738222.59.7382形心至截面左側面距離X/mm2.18285.458.7396移軸距離aX-X1X-X2X3-X截面慣性矩I/mm412.686337.96884.4388等效截面慣性矩I/mm492.994438.143466.2978
由全截面形心位置X可得:全截面型心距外側鋼銅結合面d1=X-b1=1.9119(mm),距內側鋼銅結合面d2=b1+b2-X=2.5881(mm)。
四點彎曲試驗中,結合面的正應力:
(5)
式中:M—彎矩,F—加載力,L—試驗外支點間距(設為15 mm),I—試驗內支點間距。
由式(5)得:
(6)
由式(1)、(6)得:
F=575 N
參照GB/T 3075-2008 金屬材料 疲勞試驗 軸向力控制方法,確定試驗參數見表3,試驗裝置如圖14所示。
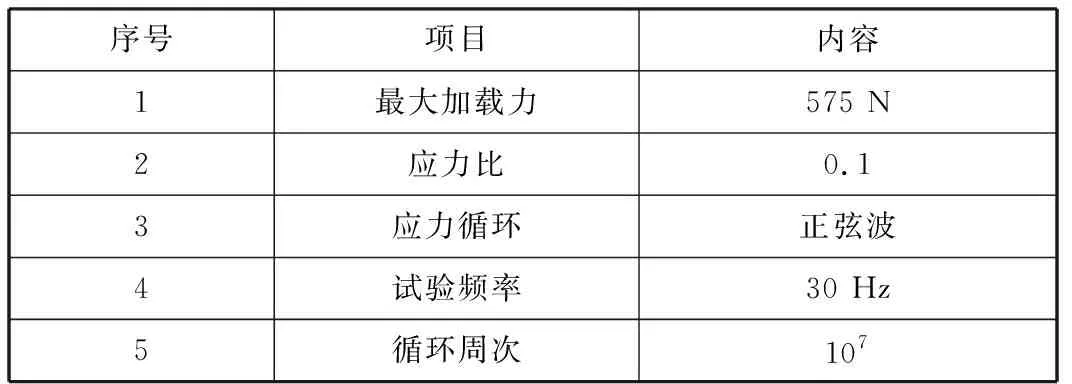
表3 疲勞試驗參數

圖14 疲勞試驗Fig.14 fatigue test
經過疲勞試驗后,對試樣進行探傷檢測,未發現裂紋等缺陷,迷宮密封環熔覆銅試樣通過疲勞試驗測試。
4 結論
迷宮密封環熔覆銅試樣金相試驗結果表明:鋼基與覆銅層界面沒有出現缺陷,實現了冶金結合;側彎試驗及疲勞試驗結果表明:鋼基與覆銅層結合強度符合要求。
熔覆銅技術可以滿足迷宮密封環的覆銅工藝要求,解決了迷宮密封環覆銅工藝的難題,能夠滿足設備使用要求。