鋼結構焊接殘余應力及焊接變形控制技術*
2019-01-16 01:11:00張景麗吳翠蓮
沈陽工業大學學報 2019年1期
張景麗,吳翠蓮
(1.鄭州科技學院 土木建筑工程學院,鄭州 450064;2.中原工學院信息商務學院 土木建筑工程系,鄭州 451191)
鋼結構是現代建筑主要結構,焊接鋼結構殘余應力會導致結構產生疲勞裂紋,導致局部受損并逐漸影響整個鋼結構性能.我國從20世紀80年代開始進行焊接數值模擬的研究工作,馬鋒等[1]考慮了材料的物理、力學常數隨溫度的變化,對一個簡單的焊接模型進行了焊接過程的力學行為研究,表明線性單元在保證較高分析精度的同時,能夠有效縮減計算時間,提高計算效率;賈寶華等[2]對H維非線性瞬態焊接溫度場進行了有限元分析,探討了焊接溫度場的特點和提高求解精度的若干途徑,結果表明,在保證結構精度和強韌性的前提下,將結構的焊接應力降到最小,并對焊接殘余應力均勻分布,有效地防止了應力腐蝕裂紋的產生;王軍強等[3]介紹了焊接殘余塑性應變的計算方法和基于殘余塑變預測焊接變形的有限元法,并給出了計算實例,結果表明,加熱工藝后縱向殘余應力峰值比原堆焊試樣顯著降低且分布趨于平緩.
現代建筑鋼結構復雜,焊接工藝繁瑣,焊接中會出現多條焊縫相交錯的情況,鋼結構焊縫接頭處為應急集中多發處,并會伴隨殘余拉應力作用,此處為疲勞裂縫起始處,在殘余應力作用下進一步延伸.建筑鋼結構在焊接后受到載荷作用會部分疊加至焊接殘余應力中,導致鋼結構焊縫處發生裂縫,其抗腐蝕能力進一步下降,在殘余應力及腐蝕介質作用下,建筑鋼結構使用壽命被進一步降低,出現腐蝕疲勞現象[4-5].綜合來看,鋼結構性能與焊接殘余應力關系密切,在實際焊接過程中需要通過有效手段降低焊接殘余應力,控制其結構變形產生裂縫.
1 對接形式焊接殘余應力測定
1.1 試驗材料及焊接工藝參數
鋼板對接是建筑鋼結構最常見模式,通過兩塊鋼板模擬建筑鋼結構對接形式,設定試驗使用鋼板尺寸均為500 mm×200 mm×8 mm,材料為建筑常用Q345B鋼,焊接參數如表1所示.

表1 鋼板結構對接焊接參數Tab.1 Butt welding parameters for steel plate structure
在表1焊接參數條件下對其進行焊接,焊接前需對鋼板進行前處理,經由剪板機對其進行粗加工后再細加工,確保焊接面穩定.對位后先對焊縫兩側進行點焊固定位置,對接焊接模型及成品如圖1所示.
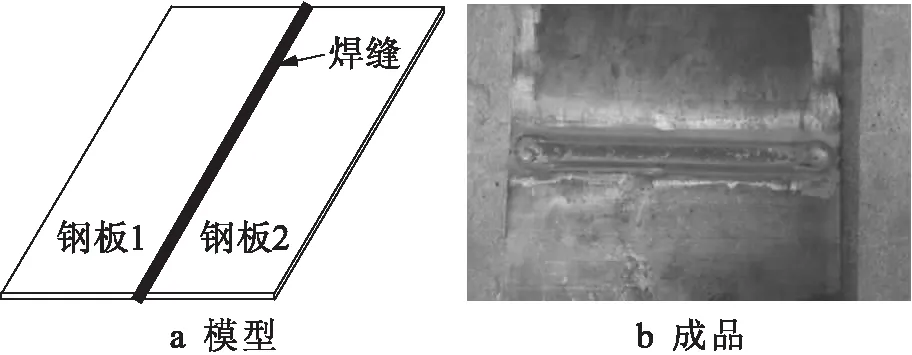
圖1 鋼板對接焊接模型及成品Fig.1 Butt welding model and finished product for steel plate
1.2 測試點分布及數據提取
根據SL499-2010標準進行殘余應力測試,鋼板1和鋼板2在材質和尺寸上均相同,僅需研究其一.取鋼板2為研究對象,在離焊縫25 mm處引進一條與焊縫平行的邊,將其平分為11等分,取其10個等分點作為測試點,并將其分別標記為序號1~10.在第6個等分點引一條垂直于焊縫的直至邊緣的線段,將該線段等分為5份,取其4個等分點作為測試點,并將其分別標記為序號11~14,測試點分布如圖2所示.在測試時分別取水平方向、豎直方向、45°方向作為測試方向,將所有測試點在不同方向測得的數據記錄下來,結果如表2所示.
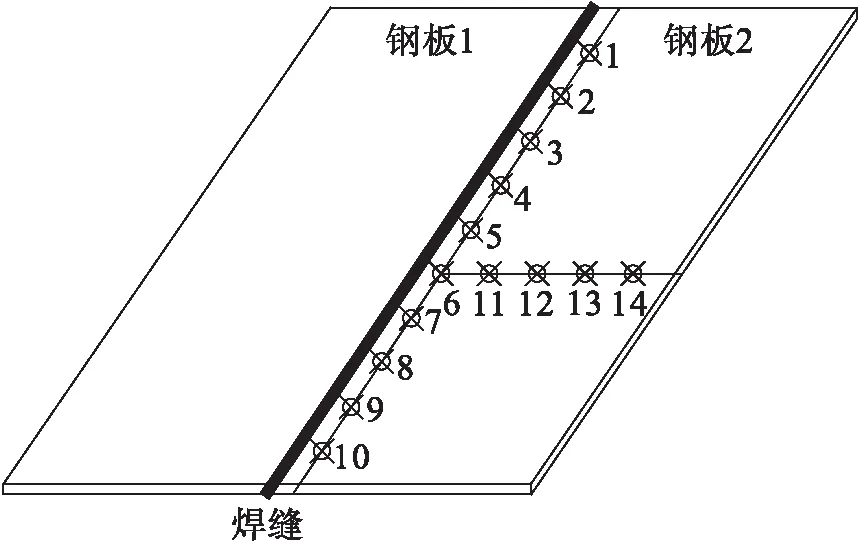
圖2 殘余應力測試點分布Fig.2 Test point distribution for residual stress
結合上述數據進行焊接橫向及縱向殘余應力計算,其表達式為
(1)
式中:σx、σy分別為焊接橫向及縱向殘余應力;ε1、ε2為釋放應變;A、B為應變釋放系數,與多種因素相關,可視為定值.由式(1)可知,該結構的焊接橫向及縱向殘余應力與計算建立的坐標系x軸向以及y軸向一致,將其分別定義為橫向應力和縱向應力.
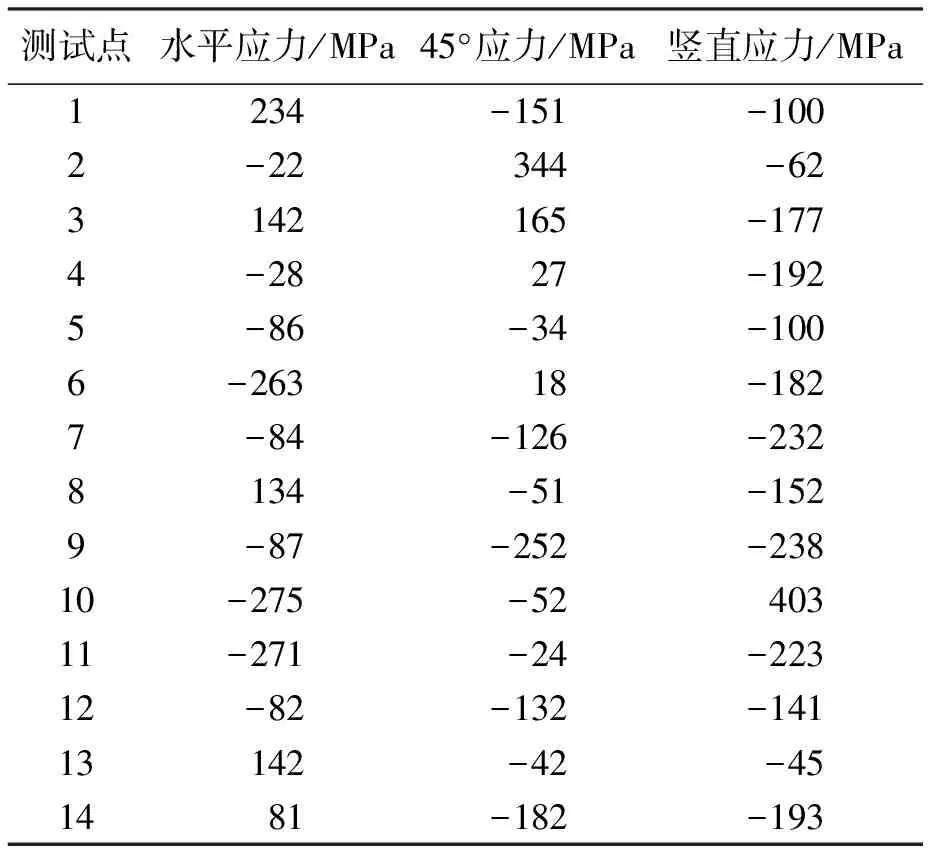
表2 測試數據Tab.2 Test data
鋼板1和鋼板2在材質和尺寸上均相同,僅對鋼板1建立有限元分析模型即可.對鋼板1進行模擬計算,根據過渡網格技術對其進行模型分塊處理,越靠近焊縫處網格越密集,向外逐漸呈現分散趨勢,如圖3所示.

圖3 鋼板結構焊接件有限元分析網格結構Fig.3 Grid structure for finite element analysis of welded parts of steel plate structure
1.3 數值結果分析
通過對比分析可知,該鋼結構焊縫附近部分殘余應力較大,其他區域隨著與焊縫距離不斷提升,其殘余應力不斷下降.對接焊縫區域為殘余應力集中處,焊縫兩側部位表現為壓應力,其作用范圍較小.中間部位表現為拉應力,作用區域較大,但數值較小.拉應力與壓應力在焊縫兩側部位實現轉變,其中,壓應力最大值為45 MPa,拉應力最大值為121 MPa.
通過各測試點收集焊接過程的溫度變化,將焊縫等分為3個部分,分別取兩個等分點及起始和結束四個點,按照起始點到結束點的順序依次將其標記為P1、P2、P3、P4,以時間為自變量,以各點溫度為因變量繪制時間溫度變化曲線.為了驗證試驗結果,通過計算機建模重新進行上述分析過程,并將溫度場相關系數等作為基本參數輸入,設定與上述模型相同的測量方式,模擬結果為離散型點狀圖,對其進行回歸計算得出結果與試驗值存在細微差別,如圖4所示.
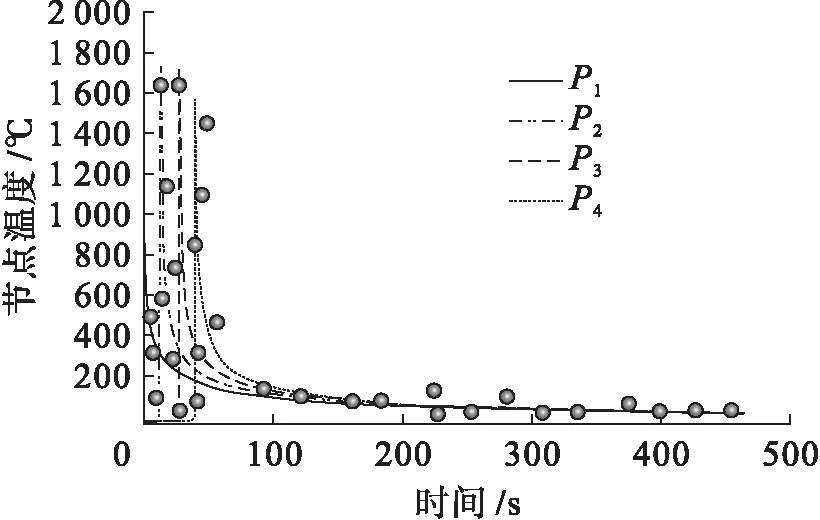
圖4 模擬焊接過程時間溫度曲線Fig.4 Time and temperature curves during simulated welding process
試驗采用盲點法進行測量,其原因為盲點法在實際操作中存在系統誤差,且模擬情況與試驗過程本身存在差異,證明試驗過程具有一定可靠性.在計算機模擬時通過更換測試點及試件尺寸等方式發現殘余應力出現異動,說明在實際焊接過程中應該將焊件尺寸作為一種描述殘余應力的參考因素,在控制變形過程中可通過優化焊件尺寸降低焊接殘余應力造成的影響[6].
2 鋼結構焊接變形控制技術
2.1 殘余應力調控工藝窗口
殘余應力是造成鋼結構焊接變形的一項因素,降低殘余應力可有效降低結構焊接變形情況.鋼結構焊接后由于溫度場集中于焊縫部位,導致冷卻后殘余應力集中于焊縫處.焊接過程初始焊接溫度、焊點到焊件距離、最大溫度、有效加熱半徑和試件厚度等均是影響鋼結構焊接的條件[7].為了探究建筑鋼結構殘余應力的控制效果,研究設定其殘余應力調控工藝窗口,如表3所示.

表3 殘余應力調控工藝窗口Tab.3 Adjust and control technological window of residual stress
2.2 試驗設計
試驗采用建筑常用Q345B鋼,試件制定過程與殘余應力測定試驗過程相似,試件預制時首先需對其進行點焊處理,之后將其進行應力熱退火,消除試件預制加工殘余應力,設定退火溫度為600 ℃,退火時間為40 min,到達退火時間后便可讓其自行冷卻至常溫.
通過傳感器收集焊接過程的溫度數據,并對加熱過程中試驗模型進行參數校核.采用盲孔法進行數據收集,盲孔深度為1 mm,通過盲點收集信號,并通過無線傳感器將其傳輸至計算機終端[8].
表4為焊接工藝參數,按照表4所示參數進行焊接.焊接過程采用混合氣體保護方式防止焊接氧化.焊接設置工藝條件與表1不同,為改進后焊接工藝參數,用以驗證焊接殘余應力控制.采用交流電源作為焊接電源,并設置焊接速度為3 mm/s,以慢速焊接方式方便觀察效果.
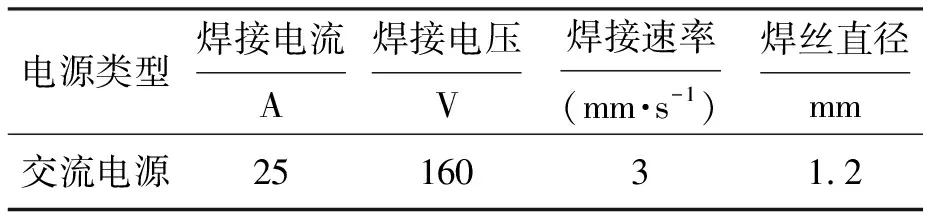
表4 焊接工藝參數Tab.4 Welding technological parameters
準備兩組試件,一組為對照組,另一組為試驗組,對照組焊接完成后不對其做任何處理,室溫靜置即可.對試驗組試件進行加熱處理,采用氧乙炔火焰對距離焊趾處25 mm的直線區域進行平行加熱處理,通過傳感器收集加熱溫度,加熱時控制溫度區間在[500 ℃,550 ℃].
試驗組試件進行熱處理后,分別對試驗組和對照組試件表面殘余應力進行測量,驗證通過該種熱處理工藝后試件殘余應力調整效果.在試驗組試件中設置幾個測試點,如圖5所示(單位:mm),設置五個測試點分別為1、2、3、4、5,每個點分別測試五次,消除其中最高數據以及最低數據后對剩余3個數據取平均,得出最終結果.
2.3 試驗數據分析
根據所設置工藝窗口確定平行加熱最佳加熱溫度區間為[500 ℃,550 ℃],該區間可實現對殘余應力的有效調控.在平行加熱過程中將其參數調整至[500 ℃,550 ℃]范圍,測得最大熱流密度為6.1 W/mm2.調節最佳加熱半徑為8 mm,加熱移動速度為5 mm/s,中心處溫度峰值為520 ℃,在此條件下可將加熱模型表示為
(2)
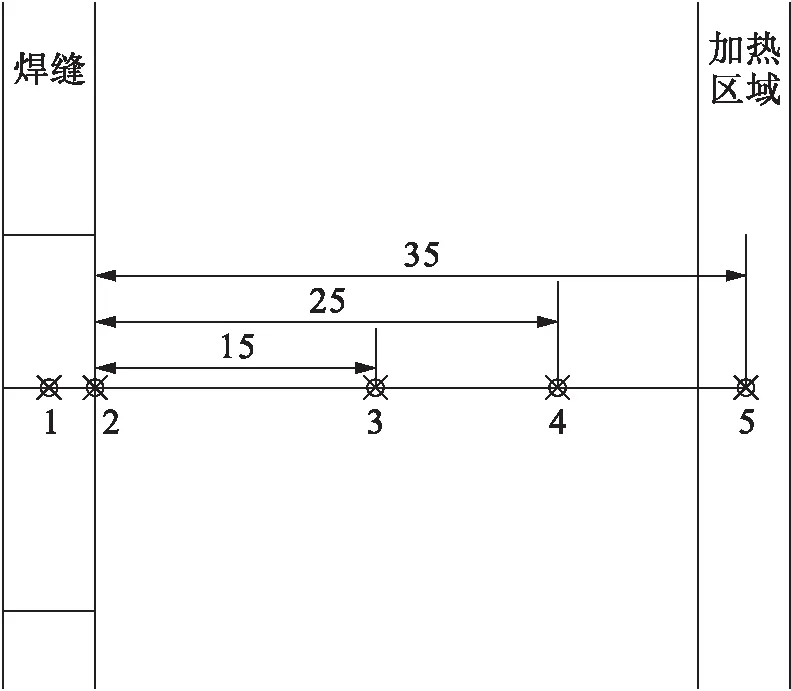
圖5 測試點分布Fig.5 Test point distribution
式中:x、y為熱量傳播距離;t為傳播時間.
為了驗證試驗結果,通過計算機建模重新進行上述分析過程,將溫度場相關系數等作為基本參數輸入,設定與上述模型相同的測量方式.將盲點法收集的數據作為試驗數據,與計算機模擬結果進行對比,驗證通過平行加熱降低焊接殘余應力的實效性.圖6為盲點實測與計算機模擬熱循環曲線對比.盲點法收集數據表明平行加熱區域中心溫度峰值為504.5 ℃,通過試驗模擬出的平行加熱區域中心溫度峰值為515.2 ℃,誤差比為2.1%,該誤差范圍極小.實際測量及計算機模擬溫度均處于最佳溫度區間,條件控制良好,處于窗口推薦條件范圍.
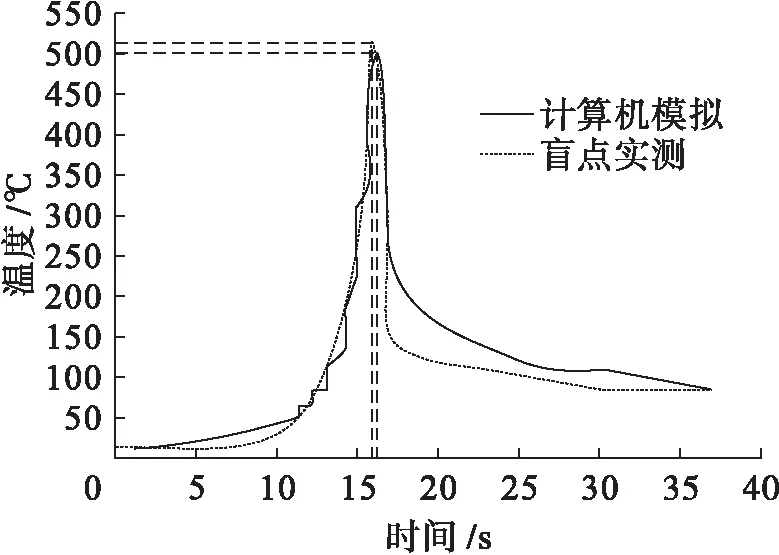
圖6 盲點實測與計算機模擬熱循環曲線對比Fig.6 Comparison in thermal cycle curves between blind spot measurement and computer simulation
對焊件進行平行加熱處理后測定橫向殘余應力由處理前243.5 MPa下降至225.2 MPa,下降比例為7.5%.橫向殘余應力在初始加熱時期會呈現較快下降趨勢,之后逐漸趨于平緩,且焊趾部位為橫向殘余應力峰值處.
通過計算機模擬得出的試樣,在對其進行熱處理前橫向殘余應力最大值為123.67 MPa,計算機模擬熱處理前橫向殘余應力最大值為112.67 MPa,模擬誤差為8.9%.對其進行平行加熱處理后,橫向殘余應力最大值為117.23 MPa,計算機模擬熱處理后橫向殘余應力最大值為109.1 MPa,模擬誤差為6.9%.通過計算機模擬得出殘余應力下降3.2%.
通過對比研究可知,焊縫及周邊位置縱向殘余應力較大,試件表面縱向殘余應力會隨著到焊趾部位距離提升而呈現降低趨勢,且其應力作用方式逐漸由擠應力轉變為壓應力.峰值出現在焊趾部位,試驗測得該處應力值為224.5 MPa,計算機模擬值為162.4 MPa,誤差比例為27.7%.試驗測定焊縫部位應力值為94.5 MPa,計算機模擬值為115.7 MPa,誤差比例為18.2%.
對焊件進行平行加熱處理后,試驗測得該處應力值為115.5 MPa,計算機模擬值為114.3 MPa,誤差比例為1%.對比試驗前可知焊趾部位縱向殘余應力試驗值從224.5 MPa下降至115.5 MPa,下降比例為48.6%,模擬值從162.4 MPa下降至114.3 MPa,下降比例為28.9%.
由上述對比分析可知,通過平行加熱處理縱向殘余應力下降程度較大,該種方法適用于應對縱向殘余應力較大的焊接方式,鋼板對接焊接變形主要原因是縱向殘余應力過大導致,可通過平行加熱處理降低縱向殘余應力影響,對其他不同焊接方式可采用相對應方法降低殘余應力影響.
3 結 論
本文通過分析得出如下結論:
1) 對接焊接鋼結構焊縫附近部分殘余應力較大,其他區域隨著與焊縫距離不斷提升,其殘余應力不斷下降.對接焊縫區域為殘余應力集中處,應力形式為焊縫兩側部位表現為壓應力,作用范圍較小;中間部位表現為拉應力,作用區域較大,但數值較小.
2) 計算機模擬時通過更換測試點及試件尺寸等方式發現殘余應力出現異動,說明實際焊接過程中應該將焊件尺寸作為一種描述殘余應力的參考因素,在控制變形過程中可通過優化焊件尺寸降低焊接殘余應力造成的影響.
3) 對接焊接鋼結構殘余應力在初始加熱時期會呈現較快下降趨勢,后逐漸平緩,且焊趾部位為橫向殘余應力峰值處,該處為引起變形根源,為控制變形關鍵處.
4) 平行加熱處理縱向殘余應力下降程度比橫向殘余應力大,該方法適用于應對縱向殘余應力較大的焊接方式,鋼板對接焊接變形主要原因是縱向殘余應力過大導致,可通過平行加熱處理降低縱向殘余應力影響,對其他不同焊接方式可采用相對應方法降低殘余應力影響.
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
小學科學(學生版)(2021年7期)2021-07-28 06:44:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:34
消費導刊(2017年20期)2018-01-03 06:26:40
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24