可編程步進控制器在整流子點焊機中的應用
2019-01-07 02:40:48方春華
現(xiàn)代機械 2018年6期
關鍵詞:按鈕
金 強,王 亮,方春華
(1.江蘇航空職業(yè)技術學院文理學院,江蘇鎮(zhèn)江212000;2.江蘇航空職業(yè)技術學院工程學院,江蘇鎮(zhèn)江212000)
0 引言
整流子點焊機廣泛應用于微型電機行業(yè),它主要用于將不同規(guī)格的微型電機轉子整流子換向片與漆包線繞組引線(不必去除表面絕緣層)進行焊接[1],本文著重介紹了基于可編程步進專用控制器的全數(shù)控整流子點焊機控制系統(tǒng)及其程序設計,并且給出了不帶衰減和帶衰減功能的整流子焊接程序實例,該系統(tǒng)能夠自動完成電樞夾緊、預熱、焊接、分度及松開的全過程。
1 基于步進控制器的整流子點焊機控制系統(tǒng)設計
1.1 整流子點焊規(guī)范及工藝流程
點焊規(guī)范參數(shù)包括焊接電流、焊接時間、電極壓力和電極端面尺寸。在電極的材料、端面形狀和尺寸選定之后,焊接電流、焊接時間和電極壓力將主要決定點焊接頭的質量[2]。對于傳統(tǒng)的氣壓和液壓式點焊機,其氣閥或液壓閥的調節(jié)響應速度較慢,因此一般只通過減壓閥來調節(jié)和穩(wěn)定電極壓力,在焊接過程中不再對電極壓力進行實時反饋控制,因此點焊控制的主要任務是實現(xiàn)焊接時間和焊接電流的穩(wěn)定。
整流子焊接機屬于點焊機的范疇,焊接電流和焊接時間是影響焊接性能的主要因數(shù),由于焊接電流一般在焊接前已根據(jù)焊接規(guī)范設定好,焊接進行中不再調整,當整流子片數(shù)比較多時,隨著焊點片數(shù)的增加,前面焊點的余熱大,如果還是按照之前的焊接時間進行焊接,焊接熱量就非常大,會造成整流子漆包線因過熱而損壞,這就需要焊機在焊接過程中,隨著焊點數(shù)的增加,能夠自動實現(xiàn)焊接時間的減少。本設計采用引進美國技術生產的步進控制器、步進電機驅動器驅動步進電機,可對任意等份整流子分度,分度時只需按動按鈕改動一個數(shù)據(jù)即可,并且可以根據(jù)整流子的片數(shù)多少調用帶衰減和無衰減的焊接程序。
整流子焊接工藝過程如下:
1)接通電路,水路,打開焊接控制器電源開關,此時電源指示燈亮。
2)根據(jù)所焊整流子的大小選擇適當?shù)暮附右?guī)范。
3)根據(jù)所焊整流子的等分數(shù),修改設定可編程控制器的分度程序數(shù)據(jù)。
4)調節(jié)上電極的高低和位置,對準整流子焊接部位。
5)按下氣動夾緊按鈕,快裝夾頭松開,把電機轉子軸頭放入快裝夾頭內,松開按鈕,電機轉子軸頭被自動夾緊。
6)按下啟動按鈕,設備將自動按預先設定的焊接規(guī)范和分度數(shù)自動進行焊接,焊接結束后自動返回原始位置。
7)操作者按下氣動夾緊按鈕,快裝夾頭松開,這時取下工件,整流子焊接工序全部完成。
1.2 控制系統(tǒng)設計
如圖1所示,該電路所用元器件有美國技術生產的三相反應式步進電機90BC340CH[3],北京斯達特機電科技生產的步進電機驅動器SH-3F090M[4],可編程步進專用控制器STC-01Z[5]、小型斷路器DZ47-63、中間繼電器KA、KA1、三個按鈕開關(啟動、緊急停止、夾緊)。步進控制器的輸入有啟動和緊急停止按鈕,輸出有控制步進電機分度轉動的脈沖信號CP、方向信號DIR、驅動信號OPTO,還有兩路線圈輸出,分別控制中間繼電器KA和KA1的輸出,中間繼電器KA的一個常開觸點作為焊接控制器的焊接啟動信號,中間繼電器KA1的一個常開觸點控制電磁閥DF,從而控制機頭氣缸和下電極氣缸動作,夾緊按鈕控制電磁閥DF1工作,從而控制夾緊氣缸動作,氣動原理如圖2所示。完整的整流子焊接控制過程如下:1)按下夾緊按鈕,DF1通電,將整流子松開,裝上待焊的整流子后松開按鈕,整流子被夾緊;2)按下可編程步進控制器STC-01Z啟動按鈕,輸出1使KA1線圈得電,KA1常開觸點閉合,電磁閥DF得電,將上、下電極夾緊加壓,延時一定時間后,輸出2使線圈KA得電,KA常開觸點閉合,從而觸發(fā)焊接控制器啟動,按設定好的焊接規(guī)范進行焊接,焊完一點后,按照控制程序,線圈KA1失電,上、下電極松開,由步進控制程序判斷焊點的個數(shù),如未焊完,步進驅動器驅動步進電機自動轉位,轉位后重新使線圈KA1得電,上下電極夾緊加壓,延時后,KA得電,焊接控制器啟動,如此循環(huán),直到焊完所有的焊點,步進電機回到原點,整個焊接過程由步進控制程序自動完成,焊接結束自動歸零,沒有分度誤差,同時提高了生產效率。
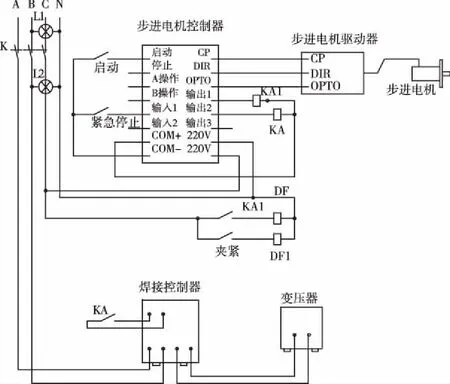
圖1 整流子點焊機控制系統(tǒng)結構圖
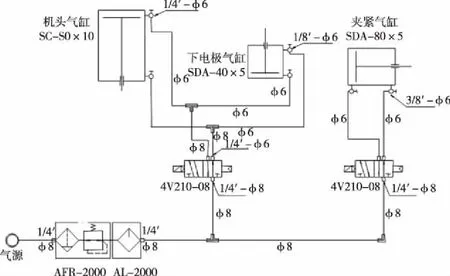
圖2 整流子點焊機氣動原理圖
1.3 步進控制程序設計
圖3所示為整流子點焊機的焊接循環(huán)圖。
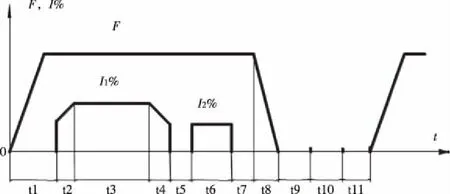
圖3 整流子點焊機焊接循環(huán)圖
圖3中t1~t8階段分別為預壓、預熱、焊接、緩冷、通電間隙、回火、維持、休止過程,其中t2~t4階段可合并作為第一次通電過程,t6階段可作為第二次通電過程,根據(jù)需要兩次通電也可合并為一次通電,在t1~t7階段一直加壓,直到焊接休止t8階段以后壓力才去除,t9~t11分別為步進電機轉位前上、下電極松開時間,轉位時間,上、下電極夾緊時間,其中t2~t7為焊接控制器的焊接控制時間,其值應小于或等于步進控制器通過延時程序給出的通電時間。當整流子的片數(shù)較少時,每片焊點的焊接時間主要由焊接控制器時序控制,此時步進控制程序無衰減功能,每個焊點的通電時間不變,焊接時間為焊接控制器事先設定的值。以下給出一個為不帶衰減功能的整流子點焊程序實例:
00 CNT-0 //計數(shù)器清零
01 OUT 1NNN //輸出1導通,上、下電極夾緊
02 DELAY 100 //預壓,延時100ms
03 OUT N1NN //輸出2導通,焊接啟動
04 DELAY 300 //延時300ms,焊接時間
05 OUT 00N0 //輸出1、2不導通,上、下電極松開,一個焊點完成
06 CNT-1 //計數(shù)器加1
07 J-CNT 12 022 //計數(shù)器超過22,則跳轉到12行,蜂鳴器長聲報警,焊接結束
08 J-BIT 12 1 0 //輸入1緊急停止按鈕按下,跳轉到12行,焊接結束
09 SPEED 29000 //賦值速度 29kHz
10 G-LEN 1566 //設定步長,1566表示焊點數(shù)為22時,步長為1566
11 JUMP 01 //跳轉到01行,焊接下一點
12 OUT NNN1 //蜂鳴器長聲報警,焊接結束
13 END
實例中,步進控制器STC-01Z的參數(shù)設定為:JF=1000,HL=4000,HF=1000 ,BF=1000,CC=0000,NA=***,NB=*** ,由于三相反應步進電機90BC340CH步距角為1.5°,步進驅動器SH-3F090M的細分數(shù)設定為40,則步長的計算公式為:
步長=(360°/1.5°*40)/焊點數(shù)=9600/焊點數(shù) (細分數(shù)40,減速比為1∶1)
當外設減速比為1∶3.59時,步長=9600/22*3.59=1566。
當整流子片數(shù)較多時,為減少前面焊點的余熱對后面焊點焊接的影響,如果將焊接控制器啟動后的通電時間(即圖3中的t2~t7)按照每焊幾個焊點就減少一定周波(1周波=20 ms)的焊接時間,就可實現(xiàn)熱量自動衰減的功能。以下給出一個帶衰減功能的程序實例,其中整流子片數(shù)為60,細分數(shù)為40,步進控制器輸出1的延時時間為300 ms,用于上下電極夾緊,輸出2的時間也就是焊接時間,從第10個焊點到40個焊點,每隔5個焊點按800 ms、760 ms、720 ms、680 ms、640 ms、600 ms、500 ms遞減,第40至第50個焊點按400 ms,第50至第60個焊點按300 ms時間焊接,程序如下:
00 CNT-0 //計數(shù)器清零
01 OUT 1NNN //輸出1導通,上、下電極夾緊
02 DELAY 300 //預壓,延時300ms
03 OUT N1NN //輸出2導通,啟動焊接
04 DELAY 800 //延時800ms,焊接時間
05 OUT 00N0 //上、下電極松開,焊接完畢
06 CNT-1 //計數(shù)器加1
07 JUMP 63 //跳轉到63行,焊接最前面10點,判斷計數(shù)器值是否超過60
08 OUT 1NNN //輸出1導通,上、下電極夾緊
09 DELAY 300 //延時300ms
10 OUT N1NN //輸出2導通,線圈KA得電,啟動焊接第11點
11 DELAY 760 //延時760ms
12 OUT 00N0
13 CNT-1
14 JUMP 63
15 OUT 1NNN
16 DELAY 300
17 OUT N1NN
18 DELAY 720 //延時720ms
19 OUT 00N0
20 CNT-1
21 JUMP 63
22 OUT 1NNN
23 DELAY 300
24 OUT N1NN
25 DELAY 680 //延時680ms
26 OUT 00N0
27 CNT-1
28 JUMP 63
29 OUT 1NNN
30 DELAY 300
31 OUT N1NN
32 DELAY 640 //延時640ms
33 OUT 00N0
34 CNT-1
35 JUMP 63
36 OUT 1NNN
37 DELAY 300
38 OUT N1NN
39 DELAY 600 //延時600ms
40 OUT 00N0
41 CNT-1
42 JUMP 63
43 OUT 1NNN
44 DELAY 300
45 OUT N1NN
46 DELAY 500 //延時500ms
47 OUT 00N0
48 CNT-1
49 JUMP 63
50 OUT 1NNN
51 DELAY 300
52 OUT N1NN
53 DELAY 400 //延時400ms
54 OUT 00N0
55 CNT-1
56 JUMP 63
57 OUT 1NNN
58 DELAY 300
59 OUT N1NN
60 DELAY 300 //延時300ms
61 OUT 00N0
62 CNT-1
63 J-CNT 85 060 //計數(shù)器超過60,則跳轉到85行
64 J-BIT 85 1 0 //如果輸入1導通,緊急停止按鈕閉合,則跳轉到85行
65 SPEED 29000 //賦值速度 29KHz
66 G-LEN 160 //電機步長為:9600/60=160
67 J-CNT 69 010 //計數(shù)器超過10,則跳轉到69行
68 JMP 01 //否則跳轉到01行,繼續(xù)焊接下一點,通電時間為800ms
69 J-CNT 71 015 //計數(shù)器超過15,則跳轉到71行
70 JUMP 08 //否則跳轉到08行,繼續(xù)焊接下一點,通電時間為760ms
71 J-CNT 73 020 //計數(shù)器超過20,則跳轉到73行
72 JUMP 15 //否則跳轉到15行,繼續(xù)焊接下一點,通電時間為720ms
73 J-CNT 75 025 //計數(shù)器超過25,則跳轉到75行
74 JUMP 22 //否則跳轉到22行,繼續(xù)焊接下一點,通電時間為680ms
75 J-CNT 77 030 //計數(shù)器超過30,則跳轉到77行
76 JUMP 29 //否則跳轉到29行,繼續(xù)焊接下一點,通電時間為640ms
77 J-CNT 79 035 //計數(shù)器超過36,則跳轉到79行
78 JUMP 36 //否則跳轉到36行,繼續(xù)焊接下一點,通電時間為600ms
79 J-CNT 81 040 //計數(shù)器超過40,則跳轉到81行
80 JUMP 43 //否則跳轉到22行,繼續(xù)焊接下一點,通電時間為500ms
81 J-CNT 83 050 //計數(shù)器超過50,則跳轉到83行
82 JUMP 50 //否則跳轉到50行,繼續(xù)焊接下一點,通電時間為400ms
83 J-CNT 87 060 //計數(shù)器超過60,則跳轉到87行,回到起點
84 JUMP 57 //否則跳轉到57行,繼續(xù)焊接下一點,通電時間為300ms
85 OUT NNN1 //蜂鳴器長聲報警
86 DELAY 300 //延時300ms
87 GOTO 00000000 //回到原點
88 END
在實際使用中,步進控制器需要配合焊接控制器協(xié)調工作,當整流子片數(shù)比較少時,其焊接熱量主要由焊接控制器精確控制,焊接過程中無須調整設定好的焊接時間,焊接一氣呵成,步進控制程序啟動焊接控制器后,通電時間無變化。當整流子片數(shù)比較多時,在焊接進行時,為了防止余熱對后面焊點的影響,需要減少焊接時間,而每次手工調整焊接時間既不現(xiàn)實也不方便,通過設計帶衰減功能的步進控制程序,實現(xiàn)了不間斷連續(xù)焊接,保證了焊點前后一致性,提高了生產效率。
2 結論
基于可編程步進控制器的整流子點焊機控制系統(tǒng),具有技術先進,操作簡便,焊接穩(wěn)定的特點,該系統(tǒng)的使用進一步提高了整流子點焊機整機的性能,實現(xiàn)了整流子焊接過程自動化。
猜你喜歡
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創(chuàng)新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創(chuàng)新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業(yè)評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00
