Cr12MoV剛性不規(guī)則罩殼的銑削加工
2019-01-03 02:32:58,,
機電元件 2018年6期
,,
(貴州振華群英電器有限公司,貴州 貴陽,550018)
1 引 言
隨著企業(yè)的發(fā)展,各類產(chǎn)品層出不窮,各種結構的產(chǎn)品也相應的出現(xiàn),相對于傳統(tǒng)的電子元器件罩殼,該罩殼運用銑削加工時所采用的裝夾方式或是次數(shù)均相對復雜和增加。罩殼整體外形雖然是長方體,但增加相應的階面后,則出現(xiàn)了許多薄避面,加工時易變形;罩殼材料是Cr12MoV,銑削過程材料極易粘刀,從而造成崩刀或是零件開裂。
2 結構分析及工藝方案確定
罩殼形狀如圖1、圖2所示,該零件形狀復雜,根據(jù)公司現(xiàn)有的生產(chǎn)條件,采用多工序,多次裝夾加工。加工工藝要遵循基準先行,粗精分開的原則。采用普車、數(shù)控車床、加工中心三種不同的設備依次完成各工序的加工。
加工時按以下工序依次進行:毛坯圓棒料→普車粗加工外圓、內孔→數(shù)控車車制外圓、內孔、臺階孔→調頭平端面、車臺階孔、環(huán)形槽→加工中心銑四方→加工中心銑底面臺階、孔、各螺紋孔→加工中心銑正面臺階、孔、螺紋孔→加工中心銑右側面臺階、孔、螺紋孔→加工中心銑左側面臺階、孔、螺紋孔→銑左、右兩側邊斜面→銑大端面各孔→銑小端面四方臺階、孔、螺紋孔→銑右面U型槽
3 工藝線路
3.1 普車粗加工外圓和內孔
按要求車制外圓內孔,其中外圓、內孔以及孔深單邊均留2mm余量,增加工藝搭子,工序簡圖如圖3所示。
3.2 數(shù)控車車制外圓、內孔、臺階孔
根據(jù)零件特征:外圓刀兩把,鏜孔刀兩把;夾持搭子端,拉直,找正,半精車時主軸轉速設為600rpm,走刀量設為(0.1-0.15)mm/轉;外徑留余量0.4mm,內孔留余量0.2mm。精車時,主軸轉速設為750rpm,走刀量設為0.02mm/轉,此時主軸轉速適當提高能保證零件表面粗糙度要求。本工序作為后續(xù)工序的定位基準,必須是一次裝夾進行加工,才能保證好同軸度。工序簡圖如圖4所示。
3.3 調頭平端面、車臺階孔、環(huán)形槽
刀具配備:平面刀1把,鏜孔刀2把,切槽刀1把。用銅皮包住圖4已加工好的外圓面,三爪液壓壓力調整為0.8MPa后夾緊工件,用百分表拉直、找正,檢查零件的平面跳動度。
平端面時主軸轉速設為600rpm,走刀量按0.1mm/轉,吃刀深度為0.2mm,此時進刀不宜進行大的切削量,防止工件在切削力的影響下出現(xiàn)松動而造成對工件外圓的損傷。搭子切除后,及對該面車臺階孔,此時主軸轉速設為750rpm,走刀量為0.2mm/轉,車內孔環(huán)形槽時主軸提高到1000rpm,走刀量按0.01mm/轉,走刀量過大易造成崩刀。工序圖如圖5所示。
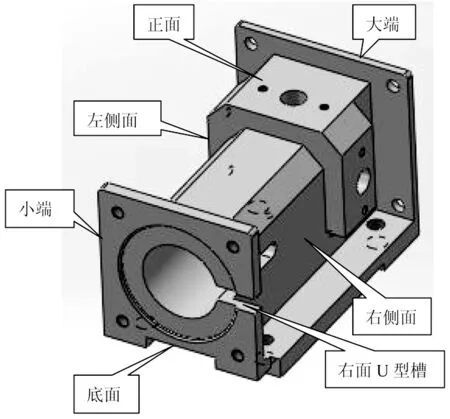
圖1 罩殼三維圖
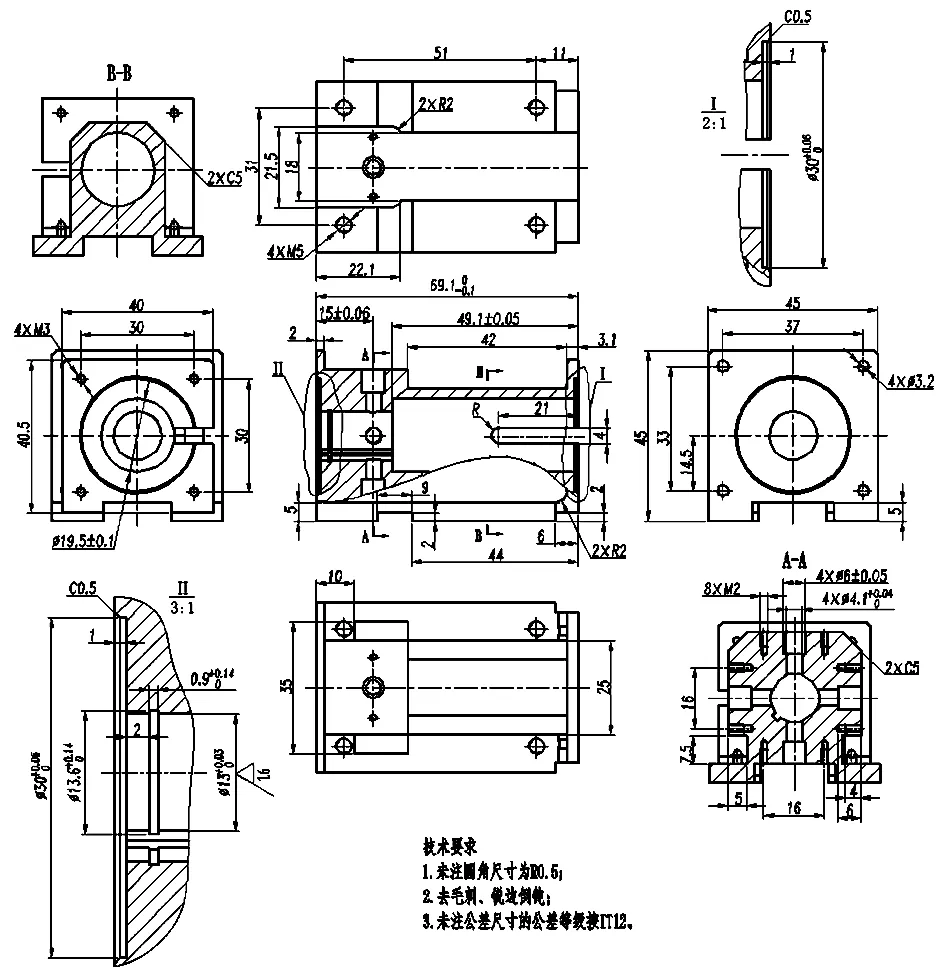
圖2 罩殼平面視圖
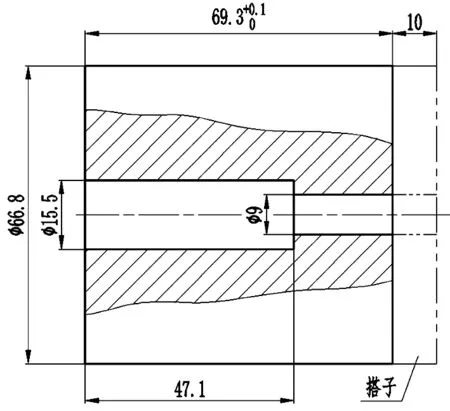
圖3 工序簡圖
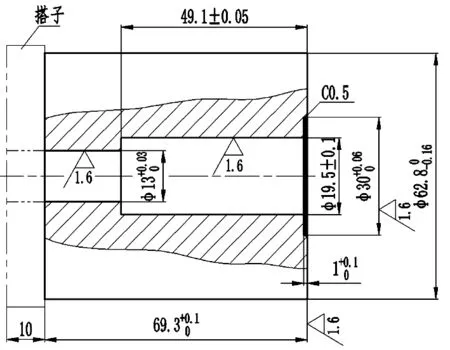
圖4 工序簡圖
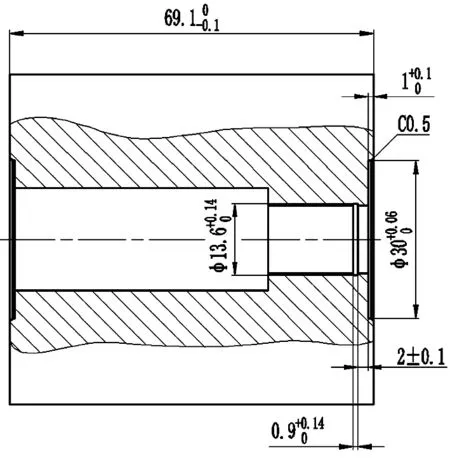
圖5 工序圖
3.4 加工中心銑四方
總的加工方案為:先粗銑,后精銑;并保證相鄰面垂直、相對面平行,為后面的工序提供加工基準。
刀具配備:采用硬質合金刀具,φ12粗銑刀、精銑刀各1把。
夾具:機用平口虎鉗、平行墊鐵。
夾持方式:虎鉗鎖死后再加力一圈半,防止力過小工件松動,過大又造成工件變形;采用豎夾,增加受力面積,夾持時零件底面墊上平行墊鐵,并用銅棒輕輕敲平,用手抽動或推動墊鐵不動即可;用深度尺定位置,只用分中一次即可完成兩相對平面的加工;Z軸方向保證銑削處高出虎鉗1mm。工件夾持方式如圖6所示,本工序加工完畢,如圖7所示,所用的銑削參數(shù)如表1所示。
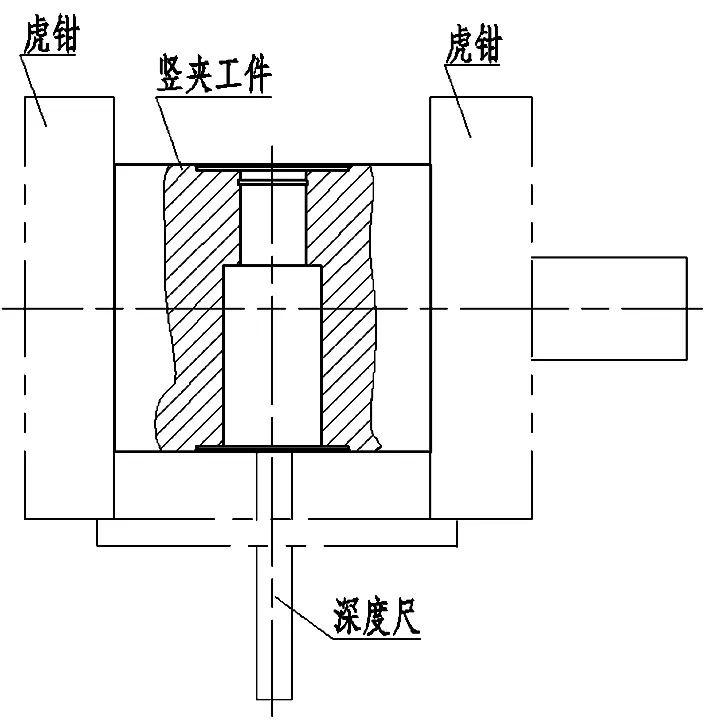
圖6 工件夾持方式
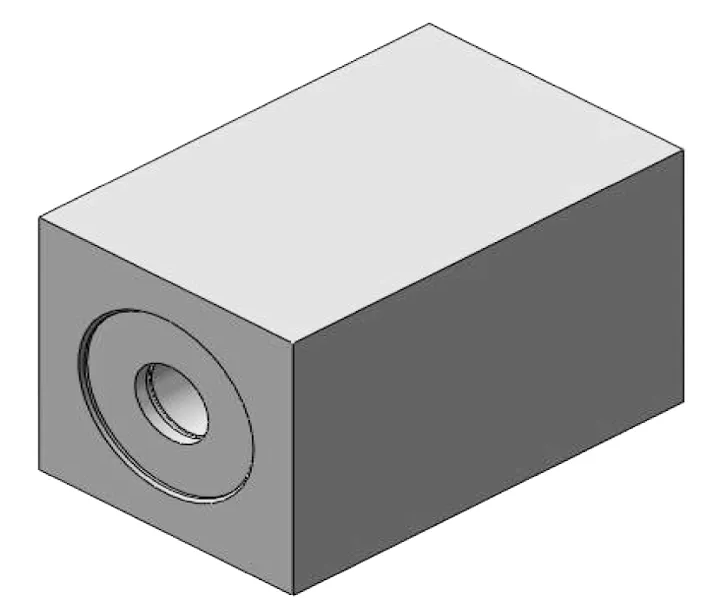
圖7 工序加工效果圖
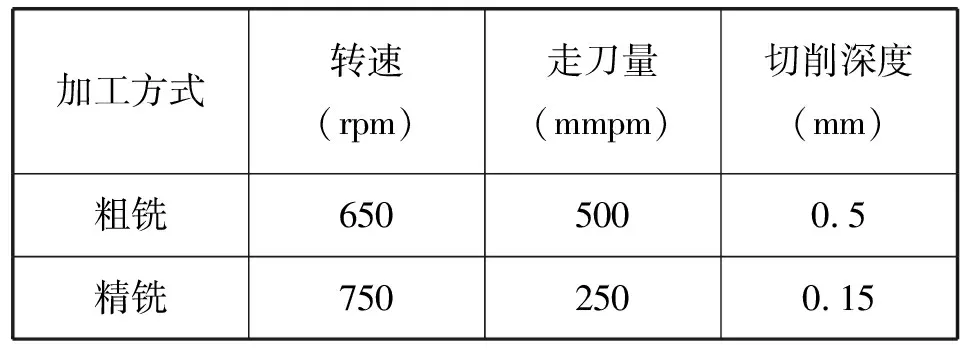
加工方式轉速(rpm)走刀量(mmpm)切削深度(mm)粗銑6505000.5精銑7502500.15
粗銑時,各面留余量0.2mm,平行度、平面度均小于0.05mm。
3.5 加工中心銑底面臺階、孔、各螺紋孔
加工順序:鉆孔→粗精銑臺階→精銑孔→攻絲。
刀具配備:Φ10粗銑刀、Φ4和Φ8精銑刀、Φ6半精銑刀、Φ1.5中心鉆、Φ1.65鉆頭、Φ4鉆頭、Φ6平底鉆、M2絲錐、M5絲錐。
夾具:機用平口虎鉗、平行墊鐵。
夾持方式:夾持方式與3.4工序所述的方式一樣,在這里不進行重述。本工序加工效果圖如圖8所示,銑削參數(shù)如表2所示。
3.6 銑正面臺階、孔、螺紋孔
加工順序:鉆孔→粗精銑兩臺階面→精銑孔→攻絲。
刀具配備:Φ12粗銑刀、Φ10精銑刀、Φ8底面銑刀、Φ4精銑刀、Φ1.5中心鉆、Φ1.65鉆頭、Φ4鉆頭、Φ6平底鉆、M2絲錐。
夾具:機用平口虎鉗、平行墊鐵。
夾持方式:夾持方式與3.4工序所述的方式一樣,在這里不進行重述。本工序加工效果如圖9所示,銑削參數(shù)如表3所示。
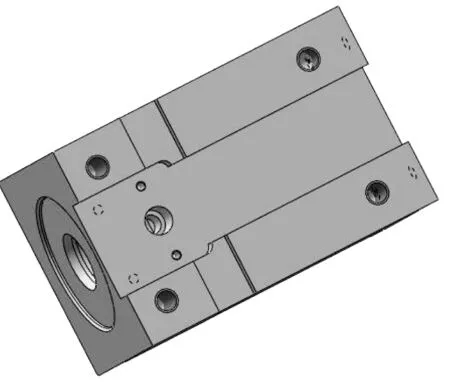
圖8 工序加工效果圖
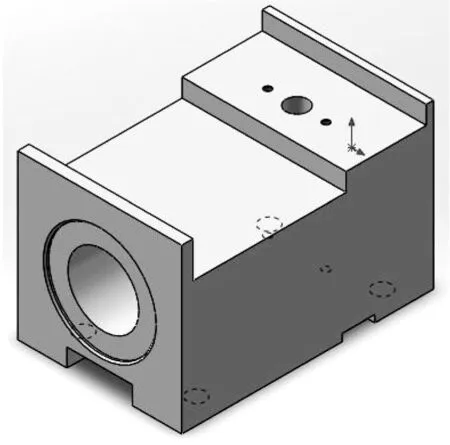
圖9 工序加工效果圖
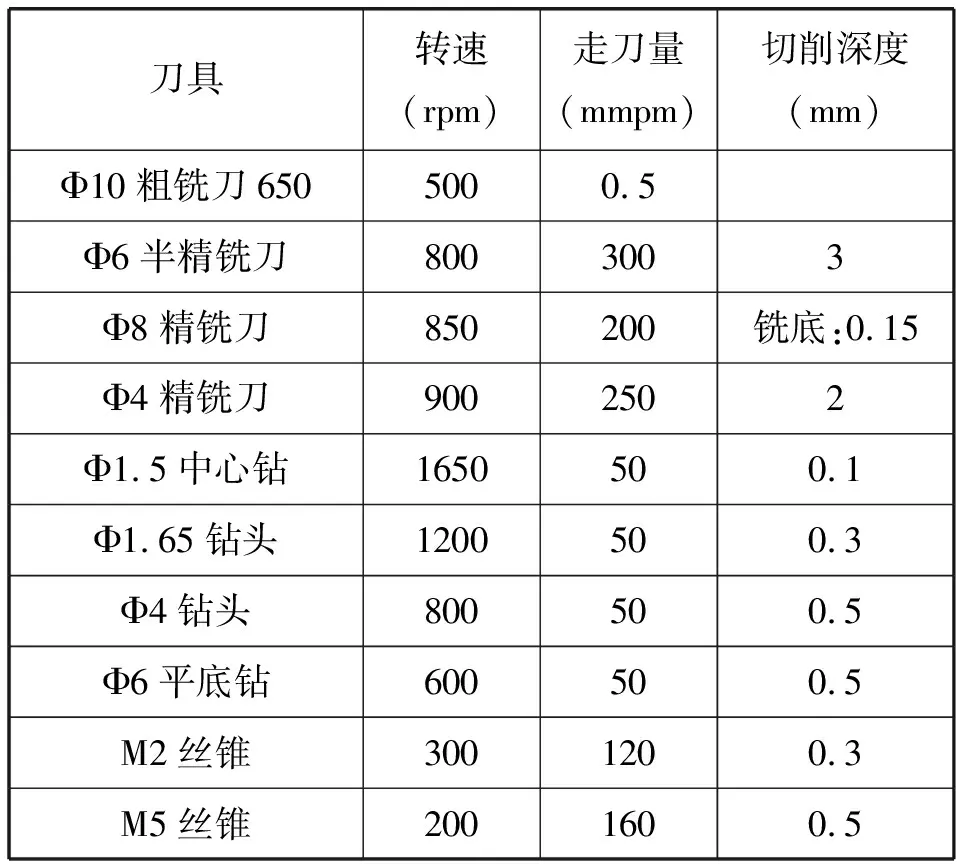
刀具轉速(rpm)走刀量(mmpm)切削深度(mm)Φ10粗銑刀6505000.5Φ6半精銑刀800300 3Φ8精銑刀850200銑底:0.15Φ4精銑刀9002502Φ1.5中心鉆1650500.1Φ1.65鉆頭1200500.3Φ4鉆頭800 50 0.5Φ6平底鉆600500.5M2絲錐3001200.3M5絲錐2001600.5
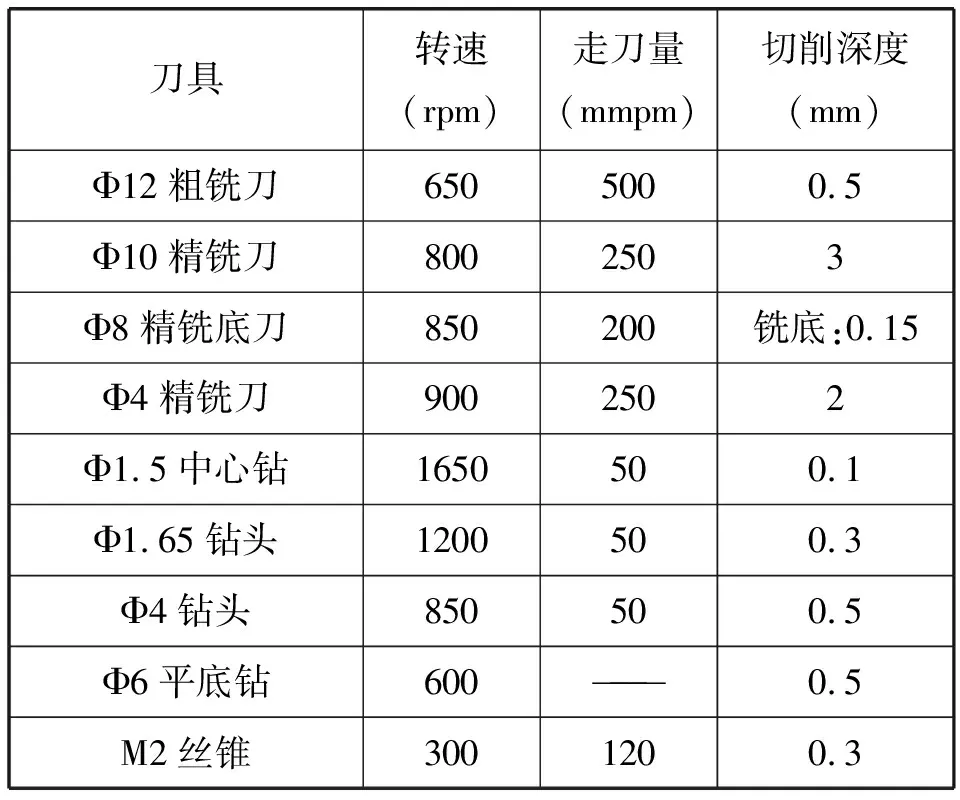
表3 銑削參數(shù)表(三)
3.7 銑右側面臺階、孔、螺紋孔
加工順序:鉆孔→粗精銑兩臺階面→精銑孔→攻絲。
刀具配備:Φ12粗銑刀、Φ10半精銑刀、Φ6半精銑刀、Φ8精銑底刀、Φ6精銑刀、Φ4精銑刀、Φ1.5中心鉆、Φ1.65鉆頭、Φ4鉆頭、Φ6平底鉆、M2絲錐。
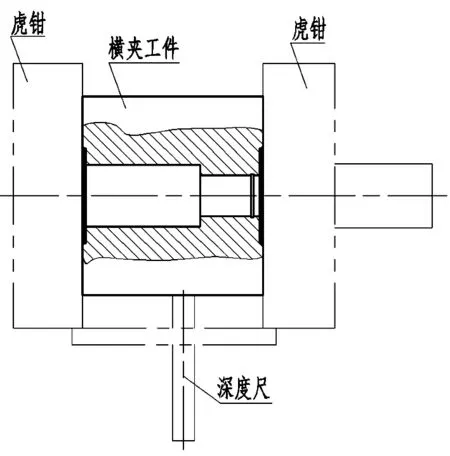
圖10 工件夾持圖
夾具:機用平口虎鉗、平行墊鐵。
夾持方式:平口虎鉗鎖死后再加力一圈半,防止力過小工件松動,過大又造成工件變形;采用豎夾,增加受力面積,夾持時零件底面墊上平行墊鐵,并用銅棒輕輕敲平,用手抽或推墊鐵不動即可,機床Z方向保證銑削處高出虎鉗1mm。每件用深度尺定位置,分中找正一次即可加工。工件夾持圖如圖10所示,零件工序圖如11所示,所用的銑削參數(shù)如表4所示。銑削時,工件臺階深,拐角R小,刀具剛性差,走刀不宜快,故采用兩把Φ6和Φ4精銑刀精銑,走刀時拐角注意減速控制,防止拐角發(fā)生過切或斷刀。
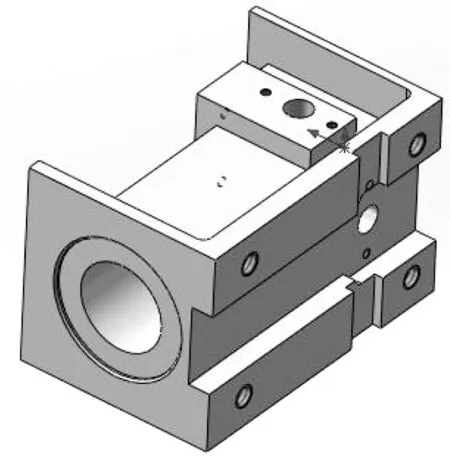
圖11 零件工序圖
3.8 銑左側面臺階、孔、螺紋孔
由于左右兩側臺階面、孔、螺紋孔形狀一致,所使用的刀具、夾具、夾持方法、以及加工參數(shù)均一致,在這里不進行重述。
3.9 銑左、右兩側邊斜面
加工順序:銑完一面,再銑另一面。
刀具配備:Φ12粗銑刀、Φ10精銑刀。
夾具:機用平口虎鉗、平行墊鐵、45°靠模塊。
夾持方式:平口虎鉗鎖死后再加力一圈半,防止力過小工件松動,過大又造成工件變形;采用橫夾方式,夾持兩孔端面,夾緊力保持一致,夾緊時,墊鐵下方加45°靠模塊,工件放在墊鐵上且側邊靠上45°靠模塊,及工件與墊鐵形成45度夾角,利用深度尺定位Y方向,分中對刀。工件夾持方式如圖12所示,本工序加工效果如圖13所示,銑削參數(shù)如表5所示。銑削前,檢查工件與靠模塊是否靠平,并設置好刀具的安全高度,防止兩斜面有高度差而引起撞刀。
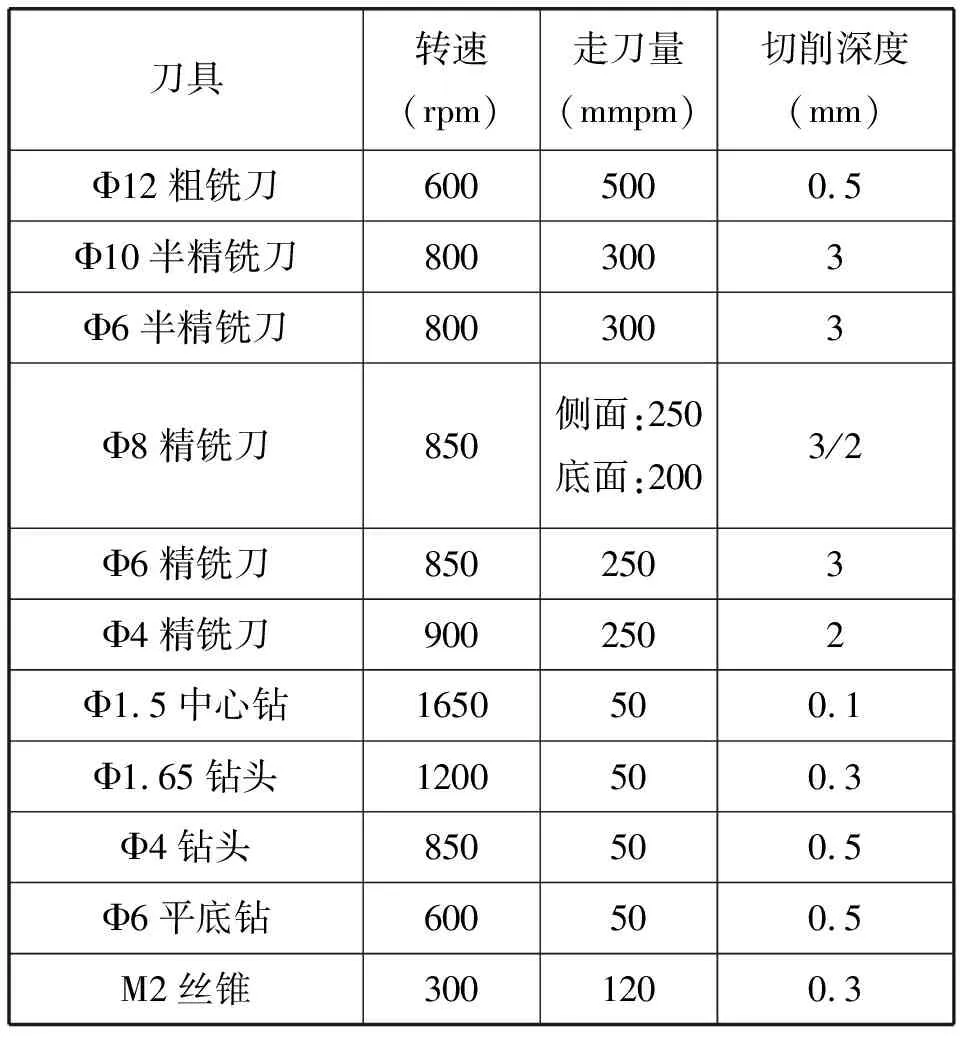
表4 銑削參數(shù)表(四)
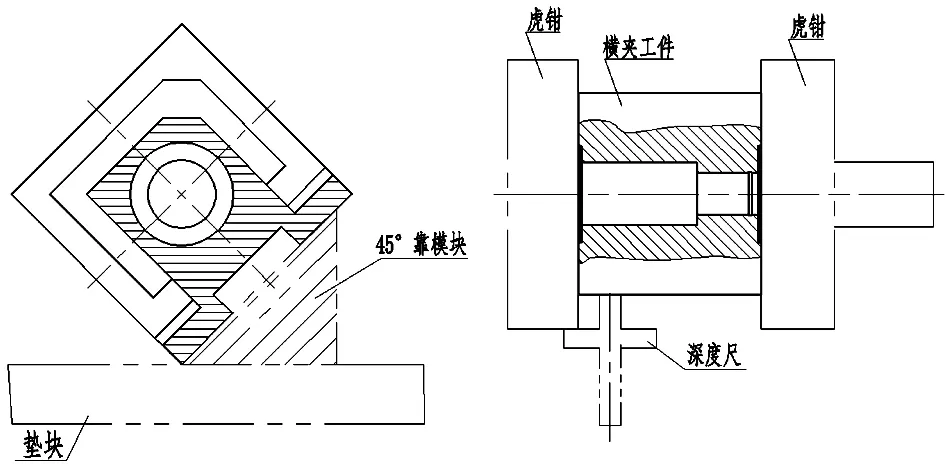
圖12 工件夾持圖
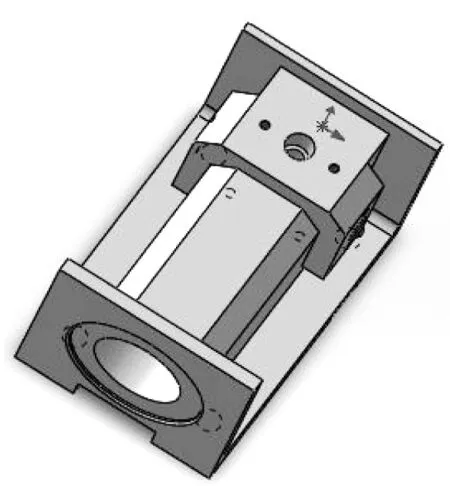
圖13 工序加工效果圖
3.10 銑大端面各孔
刀具配備:Φ1.5鉆頭、Φ3.2鉆頭。
夾具:機用平口虎鉗、平行墊鐵。
夾持方式:平口虎鉗鎖死后加力一圈,夾緊力保持一致,工件底部放上墊鐵,深度尺定位Y方向,用木棒輕輕敲平,保持工件垂直,分中找正一次即可加工。
由于工件立起裝夾,加工面薄,夾持面積少,所以切削深度不宜過大,防止斷刀。本工序加工效果如圖14所示,銑削參數(shù)如表6所示。
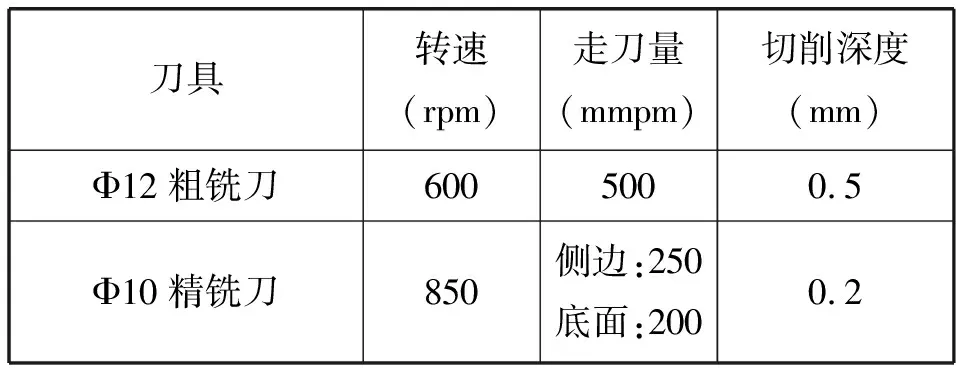
表5 銑削參數(shù)表(五)
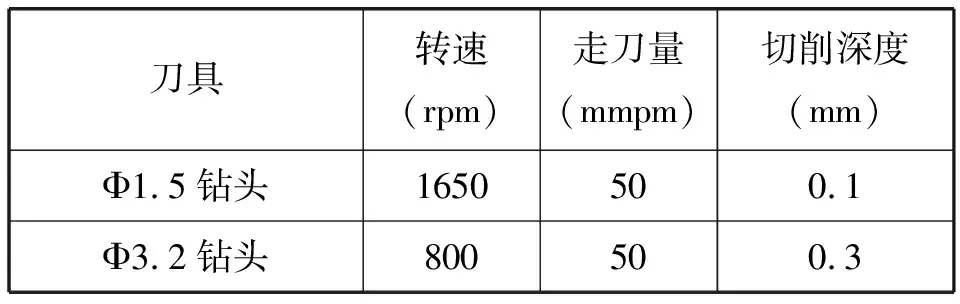
表6 銑削參數(shù)表(六)
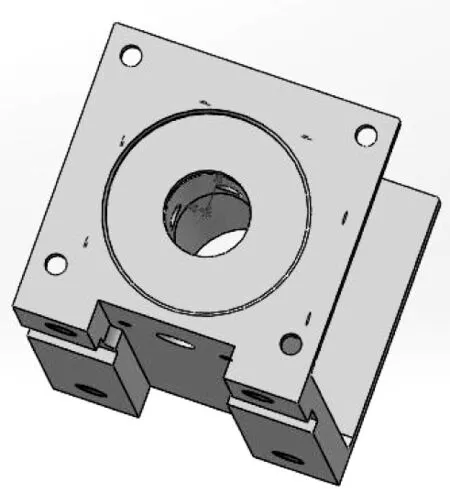
圖14 工序加工效果圖
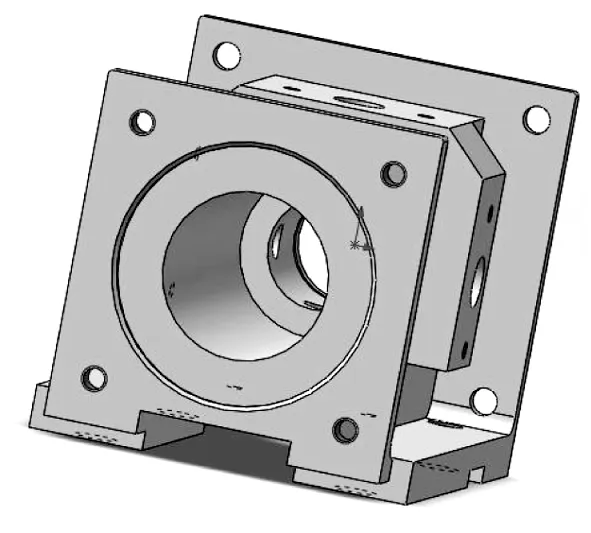
圖15 工序加工效果圖
3.11 銑小端面四方臺階、孔、螺紋孔
由于零件兩端外形尺寸不一致,為了不破壞基準,方便夾持,前面工序中均先保持大小兩端外形一致,直至該工序才對小端外形進行加工。
加工順序:銑外形→鉆孔→攻絲。
刀具配備:Φ6粗銑刀、Φ6精銑刀、Φ1.5中心鉆、Φ2.55鉆頭、M3絲錐。
夾具:機用平口虎鉗、平行墊鐵。
夾持方式:平口虎鉗鎖死后加力一圈,夾緊力保持一致,工件底部放上墊鐵,深度尺定 位Y方向,用木棒輕輕敲平,保持工件垂直,分中對刀。本工序加工效果如圖15,所用的銑削參數(shù)如表7所示。
3.12 銑右側面U型槽
刀具配備:Φ3粗銑刀、Φ4精銑刀。
夾具:機用平口虎鉗、平行墊鐵。
夾持方式:平口虎鉗鎖死后加力一圈,夾緊力保持一致,零件底部放上墊鐵,夾持長方向,深度尺定位Y方向,分中找正。本工序加工效果如圖16、圖17所示,所用的銑削參數(shù)如表8所示。
由于零件槽深,而且到該工序零件基本完成加工,此時夾持面積少,零件剛性差,切削時切削量不宜大,防止斷刀,需分粗、精銑兩次加工。
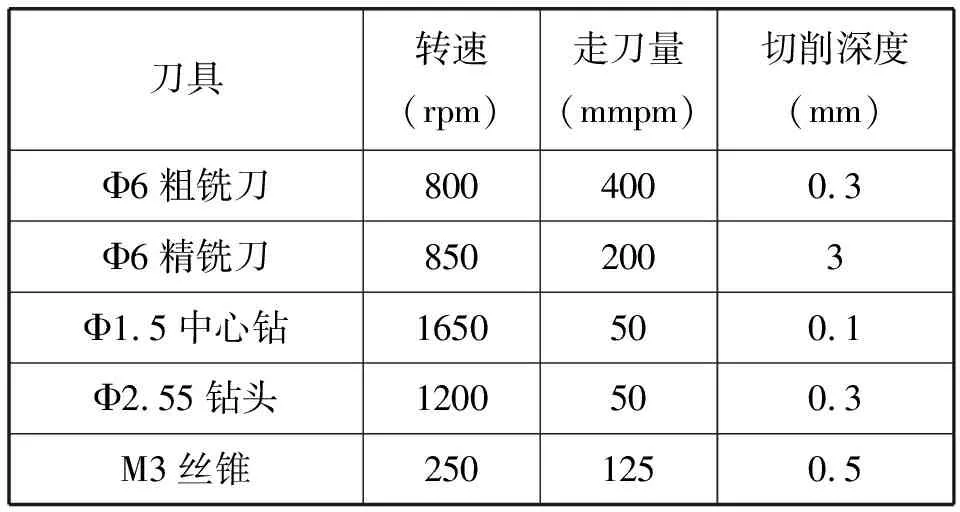
表7 銑削參數(shù)表(七)
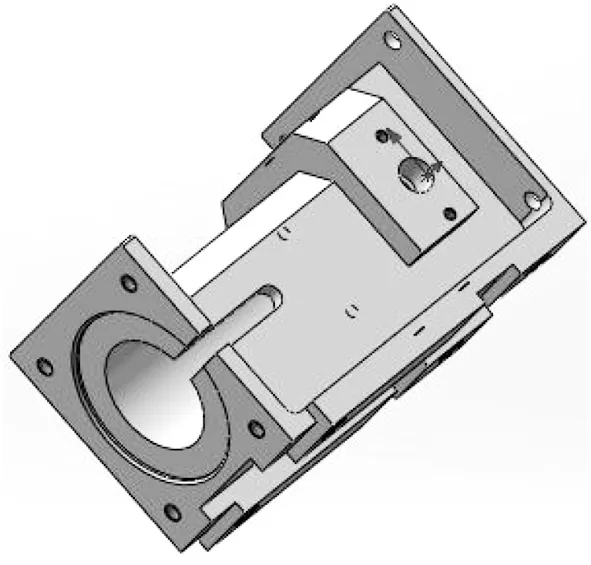
圖16 工序加工效果圖

圖17 工序加工效果圖
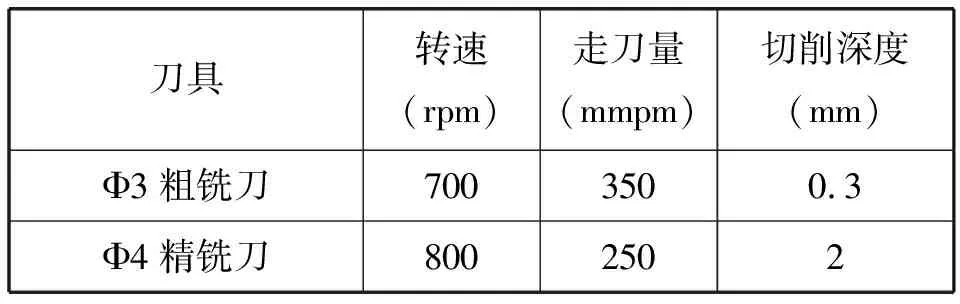
刀具轉速(rpm)走刀量(mmpm)切削深度(mm)Φ3粗銑刀7003500.3Φ4精銑刀8002502
經(jīng)過上述分工序、多次裝夾的加工方案,零件尺寸精度、位置精度、表面粗糙度均達零件圖紙要求。在車間現(xiàn)有設備加工水平有限的情況下,較好的保證了經(jīng)濟效益。
4 刀具的選擇
Cr12MoV材料是一種合金工具鋼,其碳含量較低,且加入鉬、釩元素后,使其加工性能和碳化物的分布有明顯的改善。在加工過程中,本身就有耐磨性好、熱穩(wěn)定性好和強韌性等特點。若加工時采用普通的高速工具鋼銑刀,銑削過程材料易粘刀,且切削速度不宜偏大。相對于硬質合金銑刀,其硬度較低、紅硬性和耐磨性較差,因此,對于批量零件的加工,選擇普通銑刀,不僅零件的尺寸精度不便于保證,而且經(jīng)濟效益差。
反觀使用硬質合金銑刀,能耐高溫,切削時可以選擇較高的切削速度,更能保證零件的尺寸精度,尤其是表面粗糙度;其抗磨性好,大大提高了批量生產(chǎn)時的經(jīng)濟效益和效率。
5 結束語
對于結構復雜的鋼件,在設備加工條件有限的情況下,制定合理的工藝路線,分工序、多次裝夾以及設計一些輔助夾具,就能突破加工設備對生產(chǎn)的影響,既加工出質量合格的零件,又保證了合理的經(jīng)濟效益。
對于Cr12MoV材料在加工過程中所使用到的銑削參數(shù),可作為類似材料在銑削加工時提供適當?shù)膮⒖家罁?jù),方便同行新學者借鑒。