接頭的制造工藝優化與車削夾具設計
2018-12-28 20:41:40趙忠剛曹學亮趙政策
科學與財富 2018年30期
趙忠剛 曹學亮 趙政策

3山東能源重型裝備制造集團新汶分公司 山東 泰安 271222)
摘 要: 本文通過對接頭的應用要求分析,論述了其工藝優化的過程,并闡述了其車削專用夾具的設制和應用方法,改變了接頭的常規制造模式,有效降低了接頭的制造成本。
關鍵詞: 車削;接頭;夾具
0.引言
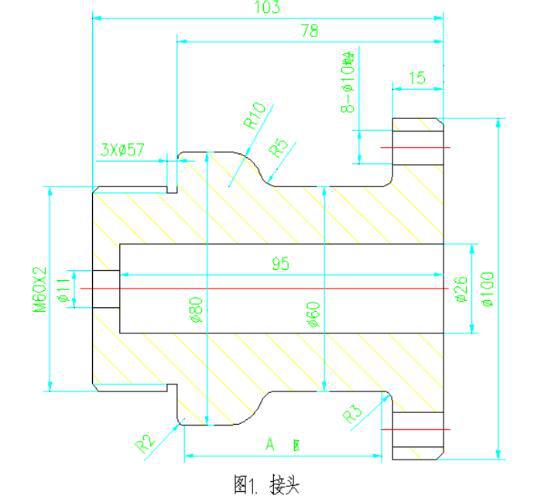
許多高壓電網系統所用的形如圖1所示的鋁制接頭的制做過程各生產廠家目前基本都是先精密鑄造后全部車削、鉆削或者用棒材直接加工成形。當然,用棒材加工是比較浪費原材料的,但鑄造毛坯后全部加工也不科學,因其A區范圍在其使用過程中屬于外露部分,沒有裝配上的要求,只要該范圍尺寸足夠、表面光滑即可。因此,筆者經過認真分析,選擇了當前比較可行的制造方案:精鑄毛坯(A區無加工余量)——車削A區以外各部——鉆削8-φ10孔——打磨修光。為保證該件A區與其它部位的形位尺寸符合圖紙要求,該件在加工時必須以A區部位為車削校正的基準。如果在車削過程中采用常規的敲擊微調校正的方式,效率必然很低,且有一定難度,一般車工也操作不了。因此,許多廠家的工藝人員也就沒有改變該件傳統的加工模式——照舊進行。當然,大家也都知道,如果有定位準確且高效的車削夾具,該件的A區是可以直接鑄造成形而不用車削的。筆者了解到上述情況后,優化了其鑄造工藝和車削工藝,即A區直接鑄造完成,車削時以A區為基準直接用專用夾具裝夾。鑄造方面只是改變一下模具的成形腔體即可,這里重點介紹該件的車削夾具設制與使用。
1.夾具的設制
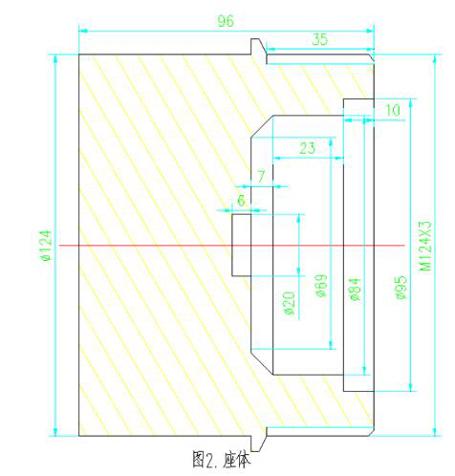
如果以該件的A區作為車削其它部位的基準,那就必須以A區作為夾具的夾持部位,即加工基準。通過對該件的使用要求(8-φ10安裝螺栓,15左面須車削)和其A區的外形輪廓分析,裝夾時必須以其103左端面為軸向定位基準,以其φ60外圓作為徑向定位基準,以其R10處作為夾緊過程中的軸向及徑向推擠面。因此,專門設制了起著聯接車床卡盤與工件的裝夾主體,即圖2座體;設制了具有定心和協助夾緊工件作用的軸向和徑向定位裝置,即圖3定心卡;最后設制了具有鎖緊作用的圖4螺套。
為定位牢靠,座體外圓中部有個適當凸起的定位臺,在其夾緊過程中該臺靠實卡爪端面,杜絕了在車削工件的過程中由于過力現象引起座體軸向滑移的隱患。定心卡的圓弧面必須淬火處理,以增強其使用壽命,由于工件φ60處不很規則,定心卡與此處接觸定位處的孔徑按照φ60適當加大0.3mm左右加工,該處也要淬火處理,定心卡在車削并適當淬火后在線切割上軸向切開,并留有4mm的間隙。由于工件的φ100處在加工前是φ104mm,螺套的過孔刨削大于該尺寸,設計為φ106mm,且其與定心卡外圓的定位接觸為微間隙配合,為使其在應用過程中定位準確和方便裝卸,設計尺寸為φ118 ~φ118.05mm,其與定心卡接觸部位也要淬火處理,以提高其使用壽命。
2.夾具的應用
其應用非常簡便,如圖5所示,首先將座體夾緊在卡爪中,將工件連同定心卡安裝在座體上,再將螺套旋擰在座體上即可。為緊固牢靠,用φ9.5mm的圓鋼柄插入螺套徑向孔中適當擰緊一下螺套即可車削工件的右部及內孔等。之后再夾持工件的右部φ100處,車削其左部,然后鉆孔、打磨。
3. 結尾語
應用該方案制造接頭成本合理,且該夾具設計科學,便于制做和應用。
參考文獻
[1] 王健石 主編.機床夾具和輔具速查手冊[M].北京:機械工業出版社,2007.
[2] 成大先 主編. 機械設計手冊(第五版第1卷). 北京: 化學工業出版社 2010.
作者簡介內容:趙忠剛(1969年—),男,漢族,山東泰安市人,畢業于山東科技大學:機電一體化,專科。在省級和國家級刊物發表科技論文90余篇,國家鏜工技師,技術員,泰安良辰工貿有限公司常務副總經理,主要協助總經理項目開發及編制體系文件和解決生產過程中的各類問題等。
