表帶觸指加工工藝的研究與分析
2018-12-28 05:48:36武涇元王宇馳任東峰王光明
科技視界 2018年29期
關鍵詞:工藝
武涇元 張 健 王宇馳 任東峰 王光明
(西安西電高壓開關有限公司,陜西 西安 710018)
0 引言
表帶觸指在高壓電器產品中使用廣泛, 根據表帶觸指的使用要求, 表帶觸指要符合高導電率和高彈性,選擇合適的材料、加工及熱處理工藝、鍍銀工藝。通常材料選用0.2mm 厚鈹青銅板, 加工采用沖壓成形。 表帶觸指加工關鍵是設計一套多工序復合級進模具,模具模柄采用浮動模柄,由模柄接頭、活動模柄、球形墊片連接而成, 導向主要靠三級導向, 導向精度高,送料定位、及沖孔、沖齒、沖扭的合理布置,卸料采用彈性卸料。
1 研究目的
表帶觸指是高壓SF6 產品中的關鍵零件, 由于表帶觸指體積小, 結構簡單, 不需要壓緊彈簧; 接觸點多,導電能力強,電動穩定性及熱穩定性高;既可用于GIS 母線連接, 也可用作主導電回路中的直動式滑動觸頭等特點, 在高壓電氣產品中被廣泛使用, 該零件形狀復雜,精度要求高,生產高壓SF6 產品初期,表帶觸指從日本進口, 到二十世紀末, 國內就具備加工表帶觸指的能力, 加工方法處于保密狀態, 各自有自己的加工優勢和特點, 筆者把表帶觸指加工工藝與大家分享,為了探尋一種經濟性、工藝性更好的加工工藝,提高表帶觸指的加工效率和質量。
2 材料的選用
根據表帶觸指的使用要求, 表帶觸指的材料同時要滿足高導電率和高彈性, 同時, 也要滿足沖壓成形和熱處理工藝的要求,綜合考慮材料選用0.2mm 厚鈹青銅板,QBe2:Be 2.1%,Ti0.01%.Ni0.32%,其余為Cu;也可選用C17200 鈹銅,該材料稱為“有色金屬彈性之王”,具有高機械強度、高硬度、高彈性、高耐磨性、高導熱及導電性, 化學成分為:Be1.90-2.15%,Ni0.20-0.25%.Co0.35—0.65%, 其余為Cu, C17200 鈹銅價格較貴。
3 沖壓成形
3.1 選用沖壓設備
根據表帶觸指的外形特點和沖裁力, 選6.3 噸雙柱底傳動精密壓力機, 根據設備和加工需要, 設計一套技術先進、 工藝合理的多工序復合級進精沖模具,是解決表帶觸指加工的關鍵。
3.2 模具的設計
由于表帶觸指的精度要求高,形狀復雜,模具凸凹模間隙要求為(0.005-0.01),模具設計需要解決的技術問題是模具材料的選用、模具的導向、送料定位、及沖孔、沖齒、沖扭的合理布置等。
模具設計時,模具材料的選用也是一項重要事情,由于模具間隙小, 凸凹模選用DT 合金材料, DT 合金材料耐磨性好,選用DT 合金材料,主要是考慮模具的使用壽命,若選用高Cr 合金或硬質合金作為精沖模具材料,模具壽命比選用DT 合金要短。 經過實踐證明,凸凹模選用DT 合金材料,加工600 條表帶觸指需要開模,加工12000 條表帶觸指模具報廢;凸凹模選用高Cr合金,加工100 條表帶觸指需要開模,加工2000 條表帶觸指模具報廢。
模柄采用浮動模柄,由模柄接頭、活動模柄、球形墊片連接而成, 模柄與壓力機連接。 導向主要靠三級導向,導向精度高,保證沖壓工作不啃模,延長模具壽命。
模具的導向采用三級導向, 第一級是滾珠導柱導向,該導向裝置是一種無間隙導向,精度高,壽命長,適于精密沖裁模的沖壓; 導柱和導套之間有銅套,滾珠鑲嵌在銅套里,滾珠精度取IT5,滾珠排列對稱,分布均勻,與中心線成5°度角,是每個滾珠在上下運動時都有各自的滾道。第二級采用小導柱導向,小導柱選用材料是Cr12,外徑尺寸是¢12,公差為(0,-0.008),與導板成H6/f6 配合。 第三級采用沖頭與導向板的導向,沖頭與導板成H6/f6 配合。
選用導料板導向、定位,兩塊導料板用銷、釘固定在凹模上,用凸出的臺階做送料定位,搭邊緊靠側邊,定位精度要求達到0.01mm。
卸料采用彈性卸料, 彈性卸料板裝在上模, 沖壓時, 彈性卸料板始終壓住板料, 保證沖壓成形后的表帶觸指較平整。
3.3 附圖說明模具結構
圖1 模具的正視圖
沖裁模具包括上座(8)、導柱導套(7)、模柄(9)、上模(10)、導向板(12)、下模(13)、下座(5)、定位銷(6)、滾珠(7)、上座(8)、模柄(9)、沖模(10)、連接螺釘(11)、導料板(12)、下模(13)、上模(14)。
圖2 為模具下模的俯視圖
其 中:1 為 彎 齒 模;2 為 沖 孔 模;3 為 沖 扭 模;4 為沖齒模;
模柄采用浮動模柄(9),由模柄接頭、活動模柄、球形墊片連接而成,壓力機的壓力垂直的傳給上模。
表帶觸指沖裁模具的導向,采用三級導向,第一級是滾珠導柱(7)導向,該導向裝置是一種無間隙導向,精度高,壽命長,適于精密沖裁模的沖壓;滾珠精度取IT5,滾珠排列對稱,分布均勻,與中心線成5°度角,是每個滾珠在上下運動時都有各自的滾道。 第二級采用小導柱(11)導向,小導柱選用材料是Cr12,外徑尺寸是¢12,公差為(0,-0.008),與導向板(14)成H6/f6 配合。 第三級采用沖頭(10)與導向板(14)的導向,沖頭與導板成H6/f6 配合。
選用導料板(12)導向、定位,兩塊導料板用銷、釘固定在凹模上, 用凸出的臺階做送料定位, 搭邊緊靠側邊,定位精度達到0.01mm。
表帶觸指沖裁模具5 塊沖頭的合理布置, 凸模由5 塊組成,前端兩側兩塊沖齒,沖齒模(4),中間1 塊沖孔,沖孔模(3),接著1 塊是扭曲成形,沖扭模(2),最后1 塊彎齒形,彎齒模(1),如圖2 所示,工序間布局合理。
4 熱處理工藝
表帶觸指熱處理的主要目的是提高表帶觸指的彈力,增加接觸壓力,降低接觸電阻。
熱處理工藝為: 固溶處理——氨爐中加熱780-790oC(保溫9 小時)水淬(晶粒0.015-0.025mm),時效處理——320oC 保溫3 小時-空氣中冷卻,硬度達到380HV。
5 表面處理
表帶觸指表面要求鍍銀處理, 靜接觸的表帶觸指鍍銀12um,滑動接觸的表帶觸指鍍銀24um,要求操作5000 次不漏銅。
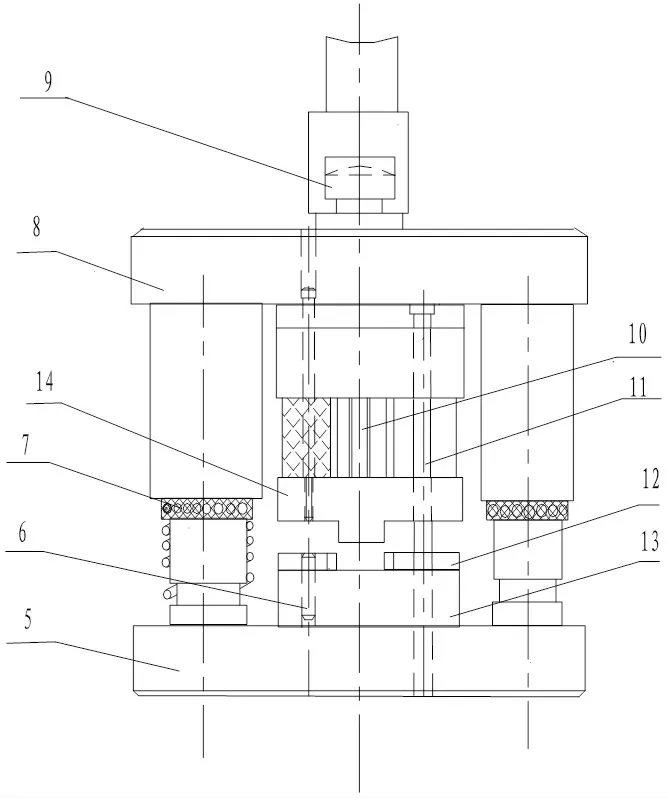
圖1 模具正視圖
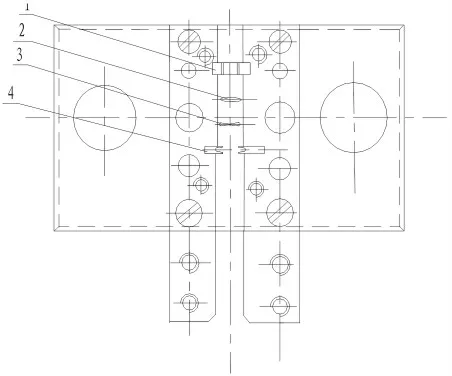
圖2 凹模俯視圖
6 結語
本文闡述了表帶觸指的加工工藝, 著重闡述了精密沖壓模具的結構設計, 提供了一種加工表帶觸指的加工方法。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
