DT公司汽車頂蓋加工流程改善—案例研究
2018-12-26 08:44:24萬杰林建康
大眾汽車 2018年11期
萬杰 林建康
河北工業大學 經濟管理學院 天津 300401
引言
無論是汽車制造業或者其他產品的生產制造過程中,生產加工流程的不合理必然會導致瓶頸工序的存在,從而影響到整體的作業效率。本文以DT公司無錫分公司車身車間汽車頂蓋的加工流程為研究對象,基于工業工程思想,利用程序分析的方法對該流程進行分析和改善,從而提升整體生產加工效率,并為汽車企業解決類似問題提供一定的參考。
1 公司介紹
作為上汽集團旗下的國際汽車品牌,DT公司銷量持續快速增長,產品以“國賓車”品質,多次服務于APEC峰會、G20峰會、青奧會、金磚五國等國際會議。經過六年的蓄勢積累和滾動式發展,DT公司從初期兩年推出一個產品,深耕細分市場,到一年推出兩個全新產品,形成整車平臺+新能源汽車業務+房車出行,為消費者提供整體體驗方案。海外市場方面,全球經銷網絡初步建立,形成了五大重點核心市場,產品覆蓋全球44個國家和地區,澳大利亞、新西蘭、英國、愛爾蘭等發達國家成為海外銷量主要來源。
DT公司無錫工廠設有沖壓、焊接、涂裝、總裝四大車間,主要生產V80和G10兩大平臺產品。2017年三季度,皮卡及SUV產品投放市場,年產能達到20萬臺規模。至此,無錫分公司產品將覆蓋輕型客車、MPV、輕型卡車、特種改裝車、SUV等多個領域,近500個車型。
2 問題及原因分析
DT公司無錫工廠四大車間使用多車種柔性化生產模式,以提升效率并保證產品穩定性。但由于現場工藝及加工流程的不合理,產生了一系列瓶頸工位,嚴重影響了生產效率。DT公司無錫工廠沖壓、焊裝、涂裝、總裝四大車間所有工位中排名第一的瓶頸工位UB025工位節拍時間為280秒,該工位目前的平均生產加工時間為361秒,平均延時超過20%。平均延時是指該工位平均作業時間比節拍時間多出的時間。可以看出,部分瓶頸工位的延時時間嚴重影響了整體的生產效率,需要予以優化改善。
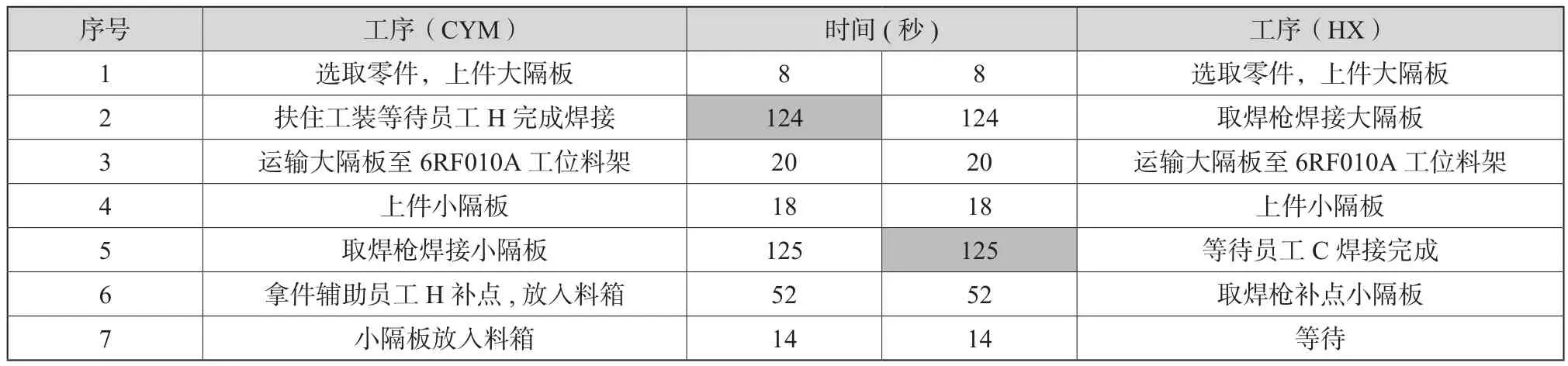
表1 改善前UB025工位流程
本文針對UB025工位進行研究分析和改善。UB025工位的作業為汽車頂蓋的焊接加工,目前UB025工位由CYM和HX兩位操作工完成汽車頂蓋的加工焊裝作業。兩人共用一把焊槍,在同一工位完成大隔板和小隔板的焊接,然后運至6RF010A工位料架。具體工序如表1所示。
從表1中的工序2和工序5可以看出兩位操作工都存在大量的等待時間。這就導致了該工位的加工時間遠超于節拍時間,有很大的優化改善空間。
然后使用魚骨圖從人、機、料、法、環等五個方面對UB025工位成為瓶頸工位進行原因分析。分析如圖1所示。
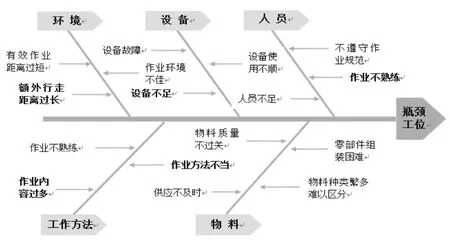
圖1 UB025工位魚骨圖分析(粗體為無關因素)
通過上述分析可以總結出UB025工位成為瓶頸工位的原因如下:
1.設備不足。兩人共用一把焊槍,導致同一時間內只能一人操作,另一人只能輔助甚至等待。
2.作業工序有待改善。由于兩人協同完成的工序設計不合理,導致作業內容和作業方法受到限制,從而影響整個工位的作業時間。
3.額外走動時間過長。工序3和工序4為物料運輸時間,由于工位和料架有一定的距離,導致運輸時間稍長,在不影響其他工位加工和改動成本較小的情況下可以考慮這方面的改善。
4.作業人員操作不熟練。在上件、焊接等操作過程中,作業人員的熟練程度也會影響到整個工位的加工時間。
3 程序分析與改善
大隔板較大需要兩人抬件,所以該工位安排了兩個人操作。改善前專業焊槍只有一把,在焊接時另一人只能做扶住工裝或者轉動工裝等輔助工作。在整個工作過程中兩人各存在124S和125S的等待浪費時間。
A 改善點1:增加設備
為優化操作工序和減少員工等待時間,以提高生產效率,考慮增加鄰近工位,增加一把可以完成小隔板的基本焊接小型焊槍。因為專業焊槍成本較高,考慮投入成本和改善后帶來的效益,增加一把可以完成小隔板的基本焊接小型焊槍既不會有過高的投入,同時也可以達到優化流程和工序調整的目的,從而使兩人協同完成該作業。增加一把小型焊槍后增加小隔板加工的工位,車身車間汽車頂蓋的加工現場改善前后對比如圖2所示。
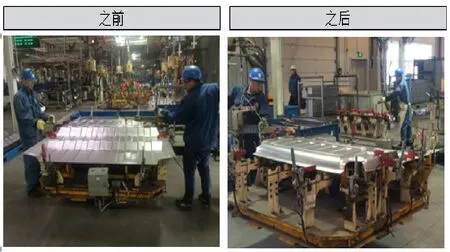
圖2 車身車間頂蓋加工改善前后現場圖
B 改善點2:程序改善
程序改善是經過改善工藝或調整作業順序,使各工序作業時間接近,平衡工作負荷。根據其研究和分析的對象不同可分為生產流程分析、工藝流程分析、加工路線分析、業務流程分析等。
程序分析以工藝程序為基礎,采用專用的圖表和符號對生產過程中的操作、檢驗、搬運、等待和存儲等個環節進行觀察、記錄和描述,應用ECRS改善原則進行分析改善。
ECRS原則是利用取消(Eliminate)、合并(Combine)、重排(Rearrange)和簡化(Simplify)四種手段進行改進。
程序分析是企業降低消耗、提高生產率的重要分析方法之一,一旦與企業生產實際相結合必將發揮重要作用。
對于UB025工位成為瓶頸工位的原因已在上節內容中使用魚骨圖進行了分析總結。對于作業工序的不合理,主要采用ECRS原則進行改善,實現該工位兩人同時作業,縮短該工位的加工時間。首先根據現行的加工流程作出UB025工位雙人作業的程序分析表,如表2所示。

表2 UB025工位雙人作業程序分析表
通過對表2的分析研究,結合改善點1增加一把小型焊槍并增加工位,使用ECRS四原則對該工位兩人的加工流程進行改善。
取消( Eliminate):對于不合理、多余的動作或工序給與取消。工序2在HX進行大隔板的焊接時CYM扶住工裝作用不大,屬于多余工序,可以取消。
重排(Rearrange):在取消、合并之后,考慮工序順序的調整重排也能起到一定的優化效果。由于增加工位加工小隔板,兩人可同時進行加工,重排之后的加工流程如表3所示。
對比表3可以發現,兩人在加工過程中的等待都減少,走動有所增加,總的加工時間明顯縮短,改善效果顯著。
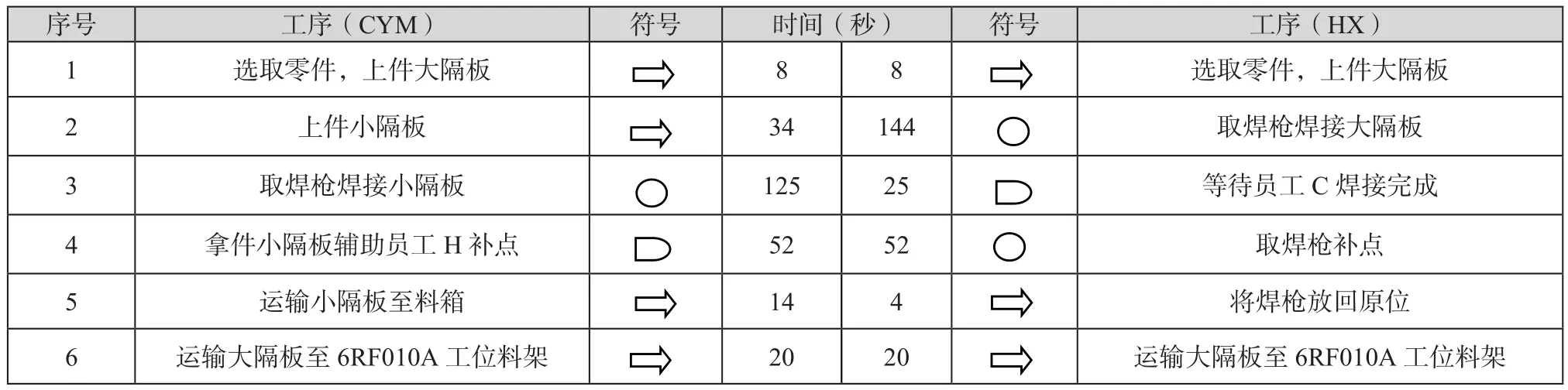
表3 改善后UB025工位加工流程
4 改善效果
通過上節程序分析和改善,UB025工位的加工時間大大縮短,完全滿足節拍時間,不再是瓶頸工位。改善前后對比如表4所示。
表中增值時間、隱含浪費和明顯浪費等時間屬性的定義具體如下:
增值時間:作業人員對物料或半成品進行焊接加工的時間;
隱含浪費:作業人員無增值的走動或物料運輸的時間;
明顯浪費:作業人員等待時間
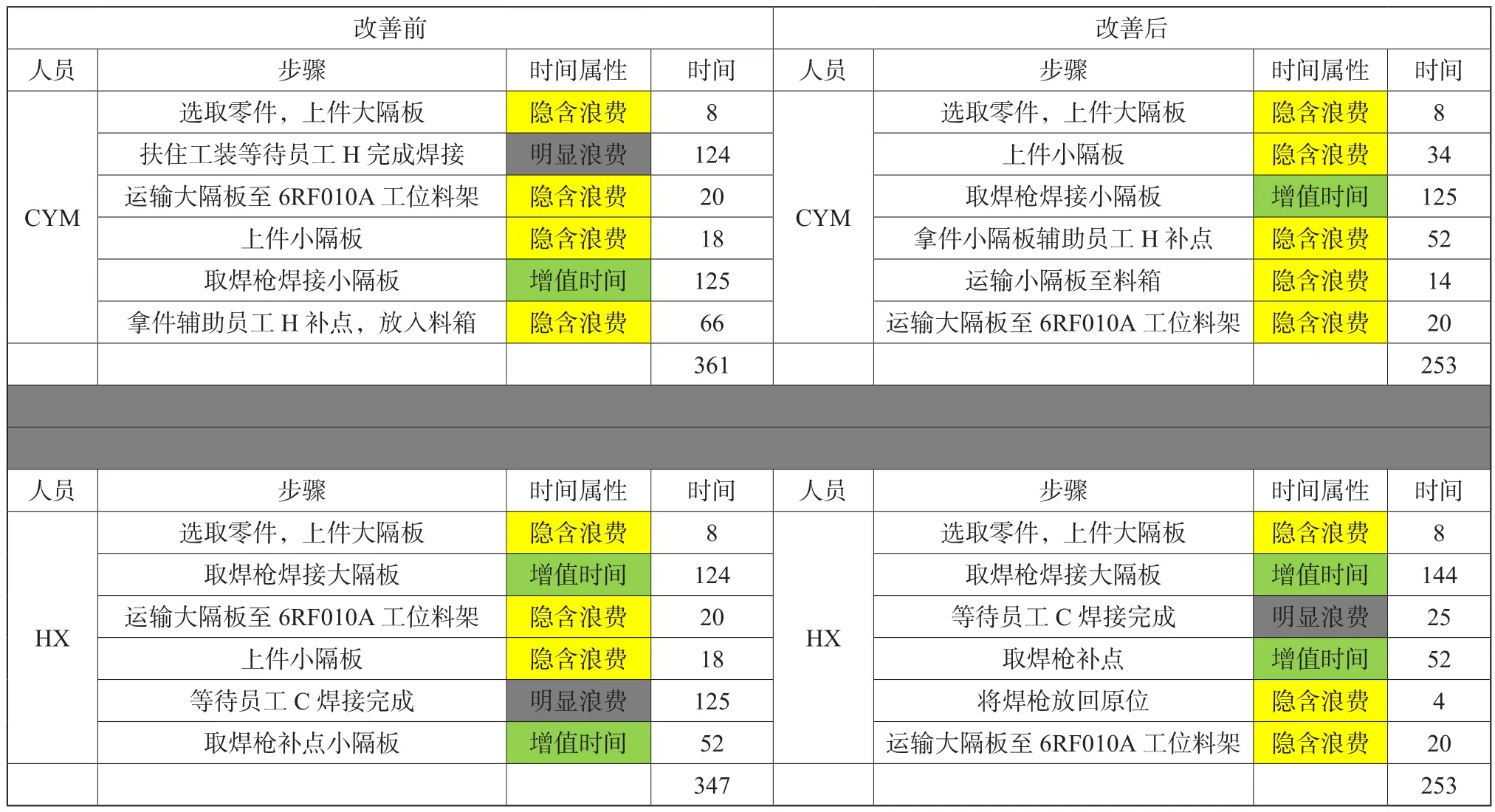
表4 改善前后工序時間對比
經過改善,UB025工位的總加工時間明顯縮短,又原來的361秒縮短為現在的253秒,降低接近30%,效果明顯。由于對兩位作業人員的作業內容和工序順序做了一定的調整,整個作業過程中兩人的增值時間、隱含浪費時間以及明顯浪費時間均有相應的變化。員工CYM的明顯浪費時間完全消除,員工HX的明顯浪費時間降低80%,隱含浪費時間降低超過30%。增加工位造成了CYM增加走動等隱含浪費時間16S;焊接形式由原先焊接時有另外一人扶住工裝并且幫助轉動工裝調整為HX獨立完成大隔板的焊接,造成HX增加了焊接時間20S。
改善后UB025工位的加工時間明顯降低,可以滿足節拍時間,改善效果明顯。
可以看出該工位還存在改善的空間,根據上述分析給出以下建議:
1)增加自動化機械搬運物料,可大大搬運時間,甚至該工位可調整為一人作業;
2)考慮在工位旁增放料架,進一步減少移動距離和時間;
3)作業人員加強操作培訓,達到動作熟練,進一步縮短操作時間。
5 總結
工業工程知識和程序分析、作業分析、動作分析等改善技術可以為企業的生產管理提供強有力的支持和科學指導。程序分析可以發現并改善生產加工過程中工序設計安排和應用中的問題,可以提高工藝流程的合理性,可以改善生產現場平面布置,可以優化現場物流線路等,從而以很低的成本投入,提高作業效率和企業效益。
本文對于UB025工位的分析改善從增加小型焊槍和調整工序步驟兩個方面縮短了該工位的加工時間,使其不再是瓶頸工位,完全滿足節拍時間。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
故事大王(2016年7期)2016-09-22 17:30:08
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
兒童故事畫報(2013年3期)2013-06-24 05:40:30
