管道測壓閥工藝加工鉆銑專用夾具設計分析
2018-12-20 06:28:10黃金輝
現代制造技術與裝備 2018年11期
黃金輝
(湖南聯誠軌道裝備有限公司,株洲 412000)
管道測壓閥工藝加工鉆銑專用夾具的設計,必須迎合市場需求,針對不同的管道工程,按照工程實際需求對工藝方法進行優化,從而提升各項技術指標。另一方面,管道測壓閥工藝加工鉆銑專用夾具設計,還要考慮材料以及設計方法的限制條件,選用針對性的設計模式,減少固有偏差現象,為管道工程做出更加卓越的貢獻。
1 管道測壓閥工藝加工鉆銑專用夾具設計意義
目前我國大部分的管道工程建設,都能夠按照預期設想進行,整體上創造的經濟效益、社會效益都非常顯著。結合相關工作經驗以及目前管道工程工作標準,管道測壓閥工藝加工鉆銑專用夾具設計的意義可以概括為兩個方面的內容。
第一,管道測壓閥工藝加工鉆銑專用夾具設計,能夠不斷豐富夾具體系,使得管道工程各項工作發揮應有作用效果。另外從管道工程整體工作部署角度考慮,專用夾具設計能夠進一步改善測壓閥的加工工藝,并對管道工程發展起到良好的推動作用。
第二,在夾具設計的過程中,鉆銑工作也可以獲得更多技術參考和指導,尤其是在測壓精度提升方面,通過專用夾具設計,可以滿足相關工作要求。
總之,管道測壓閥工藝加工鉆銑專用夾具設計對于管道工程整體優化具有獨特的作用,值得深入研究。
2 管道測壓閥工藝加工鉆銑專用夾具設計的問題和不足
2.1 設計理論較為薄弱
以往的夾具設計,對于很多內容沒有做出深入研究,尤其是在設計理論方面,是夾具設計的薄弱點,導致后續管道測壓閥工藝加工鉆銑專用夾具設計,無論是在理論研究,還是實踐方面,都出現了很大的問題。
首先,設計理論研究的不足,導致夾具設計部分工作的無法擁有嚴謹的學術依據,完全是靠經驗來進行的。極大阻礙了管道測壓閥工藝加工鉆銑專用夾具設計的發展,并且造成專用夾具設計各項工作發生矛盾,對于后續設計也非常不利,甚至可能造成潛在性設計隱患。
其次,由于設計理論的不足,管道測壓閥工藝加工鉆銑專用夾具設計的一些成品失敗率比較高。另外,專用夾具設計理論的匱乏對管道工程的建設、測壓閥綜合改進都會產生比較大的阻礙。
2.2 設計實踐不夠先進
從客觀角度來看,管道測壓閥工藝加工鉆銑專用夾具設計在業內已近有了比較多的研究實例,但是很多設計理念還需要通過實踐工作進行檢驗,只有在實踐中不斷積累和改進,才能達到設計目的,使管道測壓工作得到更多保障。但在調查研究過程中,筆者發現目前管道測壓閥工藝加工鉆銑專用夾具設計實踐程度普遍不高,未能夠達到預期標準。
首先,設計實踐開展過程中,針對具體實踐方案未做出科學的擬定,很多實踐操作完全是憑借主觀上的臆想來完成的,這就導致管道測壓閥工藝加工鉆銑專用夾具設計偏差問題嚴重,不僅提升了實踐工作的危險程度,而且對后續實踐工布置和實施,都起不到積極推動的效果。
其次,設計實踐具有較高的單一性特點。管道測壓閥工藝加工鉆銑專用夾具設計本身具有較高的特殊性,設計實踐如果按照單一的方法進行制定,雖然能夠滿足技術指標的協調要求,但是會出現較多的負面影響,造成的損失是無法在短期內彌補的。
3 管道測壓閥工藝加工鉆銑專用夾具設計的原則
從工程角度來看,管道工程的很多細節內容都要深入的研究。管道測壓閥工藝加工鉆銑專用夾具設計工作,不僅要對既有問題進行妥善解決,而且在后續實踐工作中,應堅持在相關進行工作。
首先,管道測壓閥工藝加工鉆銑專用夾具設計的初期階段,設計方案必須保持高度完善。傳統設計技術手段,很多已經無法達到預期設計效果,那么更應該重視管道測壓閥工藝加工鉆銑專用夾具設計的創新性,這對于未來工作部署以及相關工作操作,都能起到很好的促進作用。
其次,在管道測壓閥工藝加工鉆銑專用夾具設計過程中,應堅持不同影響因素分類對比分析的原則。尤其在動態因素的應對與解決過程中,必須選用正確的方式方法,不能出現嚴重的疏漏情況。
最后,在管道測壓閥工藝加工鉆銑專用夾具設計過程中,應適當參考國際經驗和國內全新標準,這樣才能保證專用夾具設計工作不斷向前發展。
4 管道測壓閥工藝加工鉆銑專用夾具設計的對策
4.1 確定生產綱領和類型
在管道工程研究與創新過程中,管道測壓閥工藝加工鉆銑專用夾具設計是非常有代表性的內容,想要保證專用夾具設計有較好的使用成績,必須確定生產的綱領與類型。通過上述工作,管道測壓閥工藝加工鉆銑專用夾具能夠很好地解決傳統測壓問題。例如,在閥體零件生產過程中,除了要完成生產任務所規定的數量目標,還要具有一定備品率和平均廢品率。某公司的生產任務是為年計劃產量1000臺產品,每臺產品中只包含1個閥體零件,要求備品率為5%,廢品率為1%,確定零件的生產綱領如式(1)所示。

式中,Q為產品的年產量,n為每臺產品零件的數量,a為備品率,b為廢品率。該批管道測壓閥屬于中型零件,閥體生產綱領經計算為1060件,屬于大批量生產。
從上述實例來看,確定生產綱領和類型后,能夠在原有管道測壓閥工藝加工鉆銑專用夾具設計方法上,取得更好的指引效果,便于在后續各項工作實施過程中,對矛盾和沖突問題進行更好的解決。
4.2 確定毛坯的制造形式
目前,管道測壓閥工藝加工鉆銑專用夾具設計還存在一定局限性,想要在日后測壓工作中,不斷對既有問題進行解決,就要對毛坯的制造形式進行確定。毛坯是管道測壓閥工藝加工鉆銑專用夾具設計的基礎組成部分,如果在制造形式上,沒有進行精確化處理,或者是在具體的方法和手段上出現設計漏洞,那么在后續的管道測壓工作的開展中,很容易出現較大偏差,產生非常嚴重損失。測壓閥體在工作中了承受了較大的管道壓力,根據壓
力等級要求,毛坯有不同的機械制造方法,如鑄造、鍛造等。鑄造方法生產的毛坯容易出現夾雜、疏松等缺陷,而管道測壓閥體屬于中高壓規格的閥體,所以宜采用鍛造工藝生產。閥體零件的毛坯材料多為AISI4130系列的合金結構鋼,在毛坯的制造形式確立后,才能進行管道測壓閥工藝加工鉆銑專用夾具設計的下一步驟,其他工作也才能朝著正確的方向進行。由此可見,毛坯制作形式的確定對于整體鉆銑專用工具設計具有非常大的影響作用。
4.3 機械加工余量及毛坯尺寸確定
從目前所掌握的情況來看,管道測壓閥工藝加工鉆銑專用夾具設計過程中,必須對多方面指標進行精準分析和把控,從簡單的設計層面來理解這項工作,并不能取得良好的成績。機械加工余量及毛坯尺寸確定,是管道測壓閥工藝加工鉆銑專用夾具設計的細節組成部分,應做到準確計算和深入分析。根據《機械加工余量實用手冊》,確定的閥體零件機械加工余量如表1所示,由加工余量確定的閥體鍛件毛坯尺寸如圖2所示。
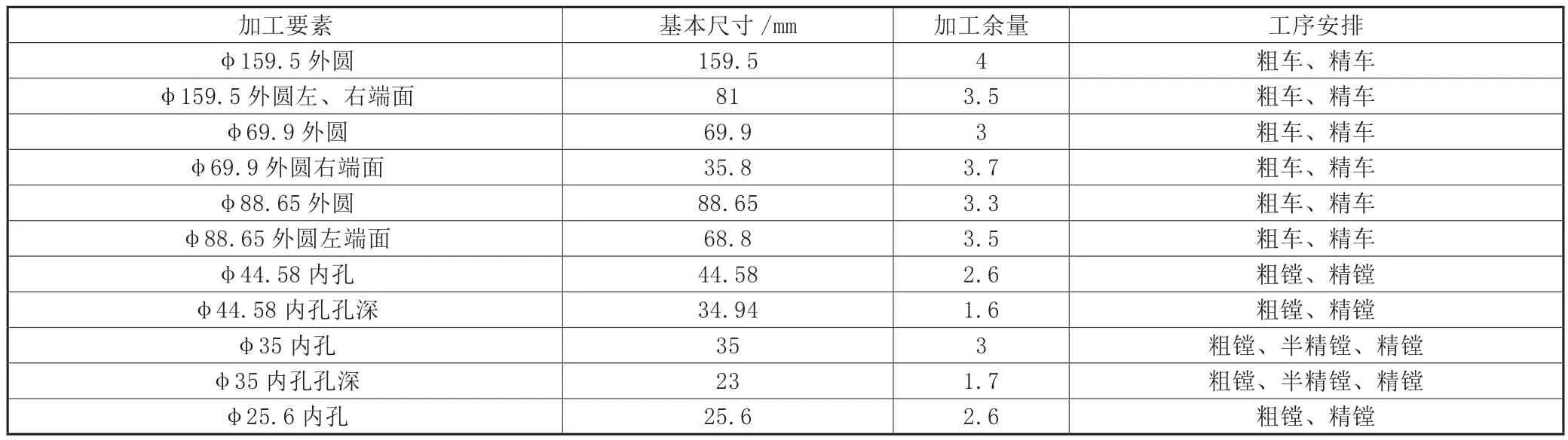
表1 機械加工余量
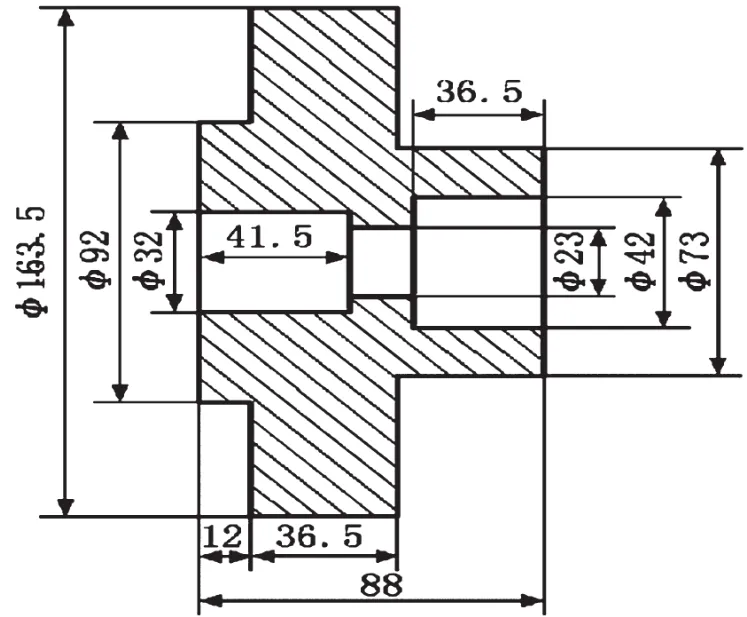
圖2 毛坯的尺寸
4.4 定位基準的選擇
現階段研發工作中,管道測壓閥工藝加工鉆銑專用夾具設計,是比較有代表性的內容,為了管道測壓閥工藝加工鉆銑專用夾具設計能夠創造出更高的價值,需要在基準定位方面加大研究力度,努力獲得良好的成績。對于零件加工而言, 粗基準的選擇對后續精加工至關重要,通過研究調查,管道測壓閥屬于回轉體零件,比較規則,所以粗基準容易選擇。為了保證前后端面位置精度的要求,選擇φ159.5mm右端面作為粗基準。選擇精基準時應重點考慮如何減少工件的定位誤差,保證加工精度,并使夾具結構簡單,工件裝夾方便。根據以上原則,首先選擇φ25.6mm內孔和φ69.9mm外圓右端面定位,用φ159.5mm外圓找正φ25.6mm內孔和φ69.9mm外圓右端面,用φ159.5mm外圓找正φ25.6mm內孔母線。精基準選擇φ25.6mm內孔軸線,這樣可以在一次裝夾中盡可能完成所需零件形狀的加工。其次,再掉頭加工左端部分時,同樣按照基準統一原則,精基準選擇φ25.6mm內孔軸線。
5 管道測壓閥工藝加工鉆銑專用夾具設計發展
隨著科技的不斷進步,管道測壓閥工藝加工鉆銑專用夾具設計體系日趨完善,在各項問題的解決和處理方法選擇上,能夠做出正確決定,整體工作進步幅度比較大。今后,應繼續在管道測壓閥工藝加工鉆銑專用夾具設計測試方面加大研究力度,針對全新測試理念和方法進行拓展,從多個角度擴展設計適用范圍。與此同時,管道測壓閥工藝加工鉆銑專用夾具設計內涵也要不斷豐富,學習國際上先進理念,為夾具制造行業發展做出更加卓越的貢獻。
6 結語
我國對于管道測壓閥工藝加工鉆銑專用夾具設計的重視程度較高,今后要繼續豐富設計體系,保證每一項設計工作的順利,創造出更高的應用價值,推動我國工業技術的可持續發展。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
