焊接速度對TA2工業純鈦激光焊接接頭性能的影響
2018-11-28 08:40:22
機械工程材料 2018年11期
關鍵詞:焊縫
(攀鋼集團攀枝花鋼鐵研究院有限公司,攀枝花 617000)
0 引 言
21世紀以來,鈦及鈦合金因具有低的密度、高的比強度、良好的耐高溫性能、較好的韌性、優良的抗疲勞和抗蠕變性能而在航空航天、生物醫療、化工、核能及發電等領域得到廣泛的應用,特別是鈦及鈦合金因能滿足航空航天領域中有關減小質量、延長壽命等的設計和使用要求而被譽為航空航天工業的"脊柱"之一[1],因此鈦及鈦合金具有較大的發展潛力及廣闊的應用前景[2-5]。TA2工業純鈦作為工業中應用最廣泛的合金,具有優異的耐腐蝕性能,特別是耐氯離子腐蝕性能較強[6]。采用TA2工業純鈦所制造的設備的使用壽命較長,維護成本較低,因而具有極高的經濟效益。
隨著對現代工業產品精度、可靠性以及成品率等要求的日益提高,焊接技術得到迅速發展。鈦及鈦合金的焊接方法主要包括氬弧焊、電子束焊、攪拌摩擦焊和激光焊。氬弧焊的熱輸入大,接頭組織粗大且易形成焊接缺陷,焊接效率低;雖然可通過在焊件表面涂敷活性劑來提高其焊接質量,但成本大大增加[7]。電子束焊接鈦及鈦合金接頭的質量較好,焊縫成形性能好,晶粒尺寸小,韌性好,但電子束焊需真空條件,且設備成本較高[8]。鈦及鈦合金在較高溫度下仍具有高的強度和硬度,因而對攪拌頭材料的要求非常高,實現攪拌摩擦焊連接的難度也較大[9]。激光焊具有能量集中、焊縫成形性能好、接頭質量高和變形小、生產效率高、無需真空等特點,已成為鈦及鈦合金的主要焊接方法[10-13]。在工業生產中,為了提高工作效率,焊接過程中通常采用較大的焊接速度。為了擴大TA2工業純鈦的應用范圍,作者研究了焊接速度對TA2工業純鈦激光焊接接頭性能的影響。
1 試樣制備與試驗方法
1.1 試樣制備
試驗材料為TA2工業純鈦薄板,厚度為0.6 mm,供貨態為軋制退火態,兩軋程軋制,退火溫度為600 ℃,化學成分見表1,屈服強度為247 MPa,抗拉強度為360 MPa,斷后伸長率為36.5%。由圖1可以看出,TA2工業純鈦的顯微組織為等軸α晶粒,晶粒尺寸較小,且分布均勻。
激光焊接裝置由IPG YLR-6000型光纖激光器、6軸工業機器人以及激光焊接系統組成,最大輸出功率6 kW,焦點光斑直徑0.4 mm。將尺寸均為100 mm×200 mm×0.6 mm的純鈦薄板進行平板對接焊,焊接方向垂直于軋制方向;焊接過程中采用純氬氣作為保護氣體,正面氬氣流量40 L·min-1,背面氬氣流量20 L·min-1;激光功率為800 W,離焦量為+20 mm,焊接速度分別為1.0,1.2,1.6 m·min-1,所得焊接接頭分別編號為1#,2#,3#。

表1 TA2工業純鈦的化學成分(質量分數)Table 1 Chemical composition of commercially puretitanium TA2 (mass) %
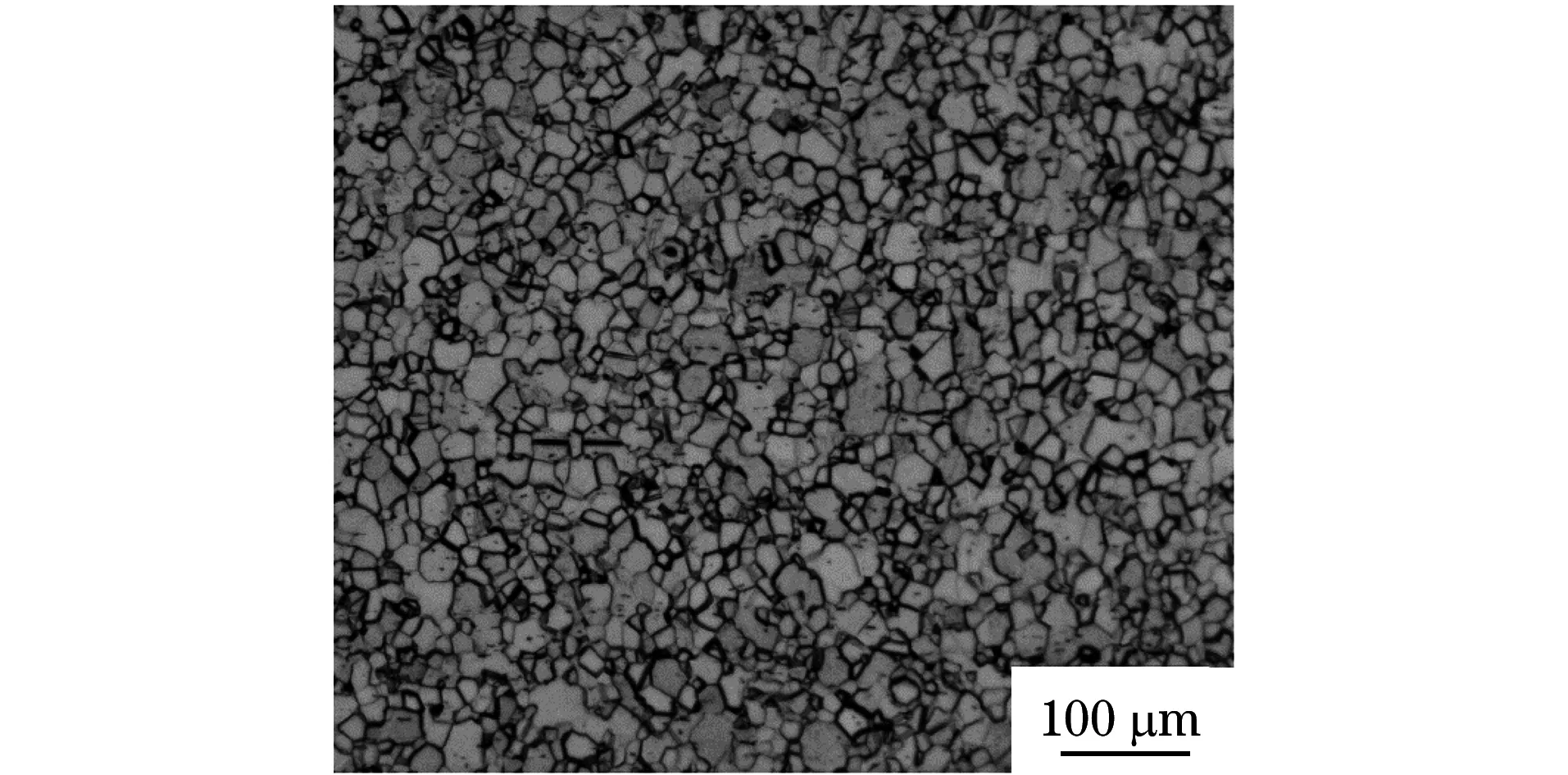
圖1 TA2工業純鈦的顯微組織Fig.1 Microstructure of commercially pure titanium TA2
1.2 試驗方法
焊接接頭經切割、鑲嵌、機械研磨、拋光和用由體積比為1∶2∶97的氫氟酸、硝酸、水組成的混合溶液腐蝕后,在Axio Observer A1m型光學顯微鏡上觀察接頭顯微組織。以焊縫為中心,在接頭處截取平面尺寸為60 mm×60 mm的試樣,按照GB/T 15825.4-2008,采用BCS-50AR型熱環境通用板材成型性試驗機進行擴孔試驗,試驗方法如圖2所示,試樣初始孔徑d0為5 mm,當試樣固定后,沖頭上升速度為15.3 mm·min-1,當孔邊緣或孔附近材料開始出現頸縮或裂口時試驗結束,此時的孔徑為破斷孔徑df。計算擴孔率λ,計算公式為
(1)

圖2 擴孔試驗方法示意Fig.2 Schematic of hole expanding testing method
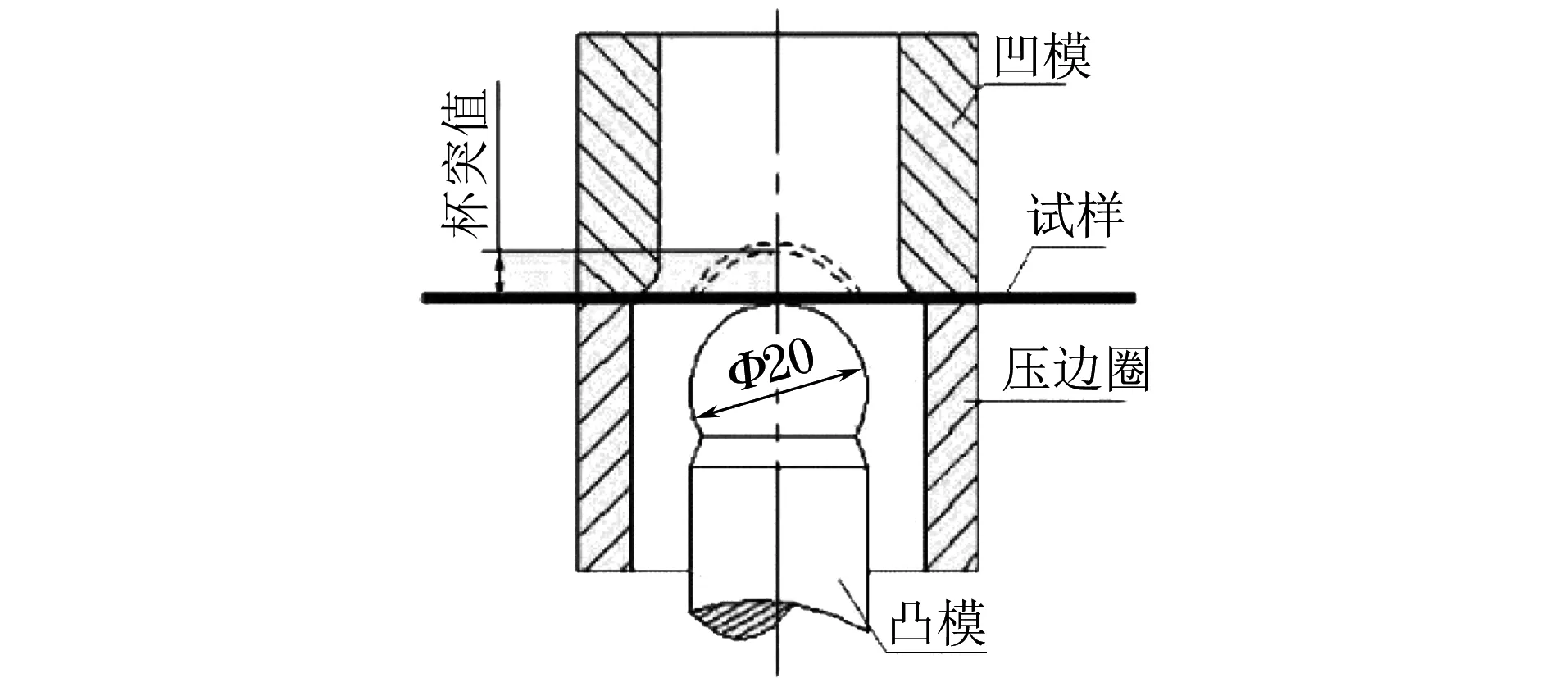
圖3 杯突試驗方法示意Fig.3 Schematic of cupping value testing method
以焊縫為中心,在接頭處截取平面尺寸為60 mm×60 mm的試樣,按照GB/T 4156—2007,采用BCS-50AR型熱環境通用板材成型性試驗機進行杯突試驗,試驗方法如圖3所示,凸模球面直徑為20.0 mm,凹模直徑為27.0 mm,凸模速度為15.2 mm·min-1,壓邊力為10.2 kN,焊縫位于凸模正上方,當試樣出現裂紋時停止試驗,測試杯突值。按照GB/T 228.1—2010,以焊縫為中心,在焊接接頭上平行于軋制方向截取拉伸試樣,尺寸如圖4所示,采用INSTRON5969型電子萬能材料試驗機測室溫拉伸性能,用JSM5600型掃描電鏡觀察拉伸試樣的斷口形貌。
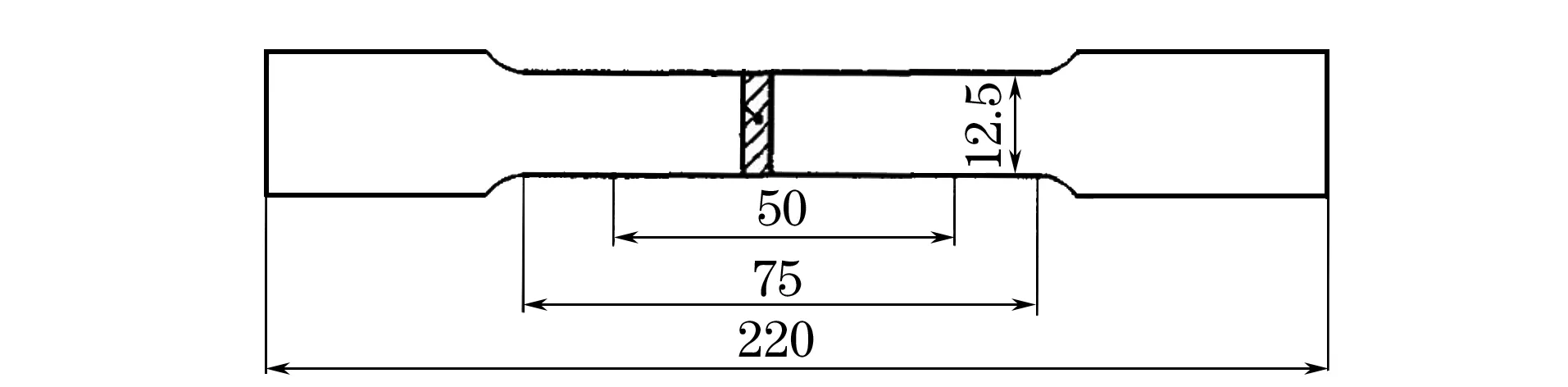
圖4 拉伸試樣尺寸Fig.4 Dimensions of tensile specimen
2 試驗結果與討論
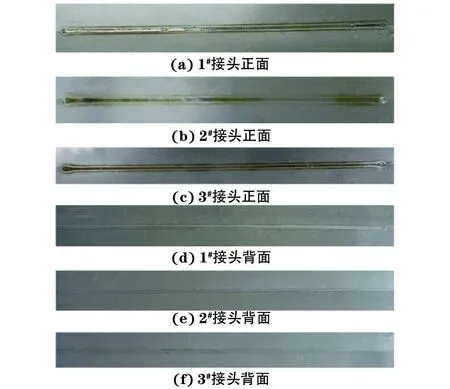
圖5 不同焊接接頭的表面形貌Fig.5 Surface morphology of different welded joints:(a) 1# joint, front; (b) 2# joint, front;(c) 3# joint, front; (d) 1# joint, back;(e) 2# joint, back and (f) 3# joint, back
2.1 表面形貌和顯微組織
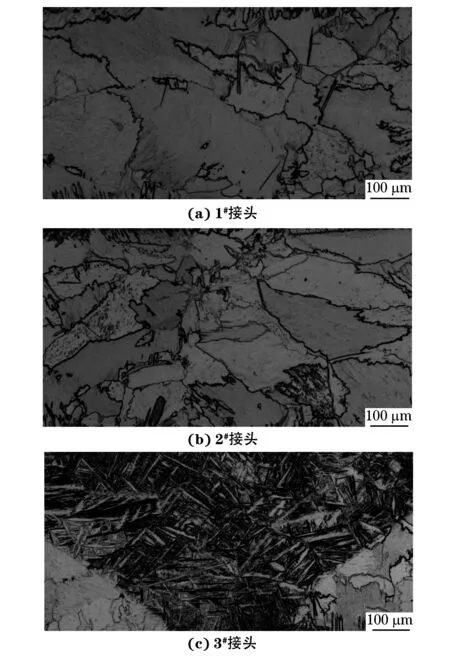
圖6 不同焊接接頭焊縫中心的顯微組織Fig.6 Microstructures of weld center in different welded joints:(a) 1# joint; (b) 2# joint and (c) 3# joint
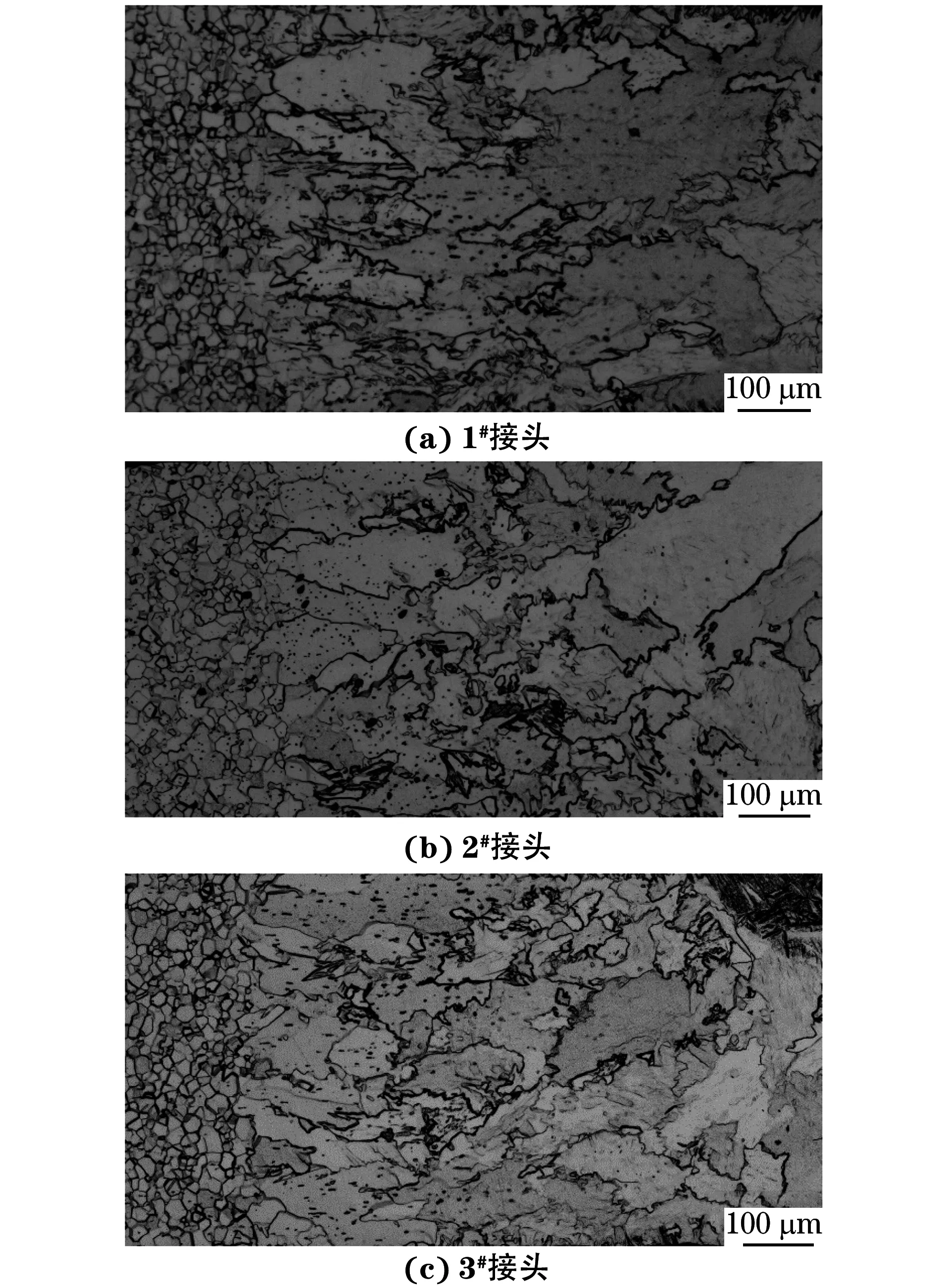
圖7 不同焊接接頭中熱影響區的顯微組織Fig.7 Microstructures of heat affected zone in different welded joints:(a) 1# joint; (b) 2# joint and (c) 3# joint
由圖5可以看出:焊縫正面成形美觀,紋理連續、清晰,無飛濺、咬邊等焊接缺陷,顏色為略帶淡黃的銀白色;焊縫背面顏色為具有金屬光澤的銀白色,說明接頭保護良好,無氧化現象。由圖6可以看出:不同焊接接頭中焊縫中心均無氣孔出現;1#,2#接頭焊縫中心的顯微組織均為粗大等軸α晶粒和少量針狀α晶粒;3#接頭為典型的“V”形接頭,焊縫中心的顯微組織為針狀α晶粒,尺寸不一,且方向各異。這種呈多向分布的晶粒對提高接頭性能是有利的,因為在相同變形量下,變形將會分散在更多的針狀α晶粒內部進行,而晶粒內部和晶界附近的應變量相差較小,變形較均勻,導致應力集中程度較小,同時晶界的曲折性也有利于阻礙裂紋的傳播。隨著焊接速度的增大(1#→2#→3#),焊縫中心的晶粒尺寸減小。由圖7可以看出,焊接接頭熱影響區的顯微組織均為粗大α晶粒和不規則鋸齒狀α晶粒,晶粒尺寸也隨焊接速度的增大而減小。在焊接溫度場的影響下,接頭熱影響區的峰值溫度較低,冷卻速率較大,因此晶粒呈現不規則形態。焊接速度對焊縫中心晶粒尺寸的影響較大,這是由于焊接速度的增大導致接頭的熱輸入降低,冷卻速率增大,晶粒無法獲得支撐其長大的能量,因此晶粒尺寸減小。
2.2 擴孔性能
在擴孔過程中,當拉應力達到一定水平時,試樣內部將出現顯微空穴,隨著拉應力的增大,空穴數量增加,空穴之間的間隔發生縮頸,直至間隔斷裂,使得相鄰空穴貫通,從而導致微裂紋的產生和擴展。由表2可以看出:母材的擴孔率最高,這是由于母材組織均勻,晶粒尺寸小,晶界面積大,從而增加了裂紋擴展的阻力,推遲了裂紋的萌生,這有利于組織在受力狀態下的協調變形;隨焊接速度的增大,擴孔率增大,當焊接速度為1.6 m·min-1時,接頭擴孔性能最優。由擴孔試驗結果可知,1#,2#接頭的啟裂區均位于焊縫中心,3#接頭的啟裂區位于熱影響區。焊接速度決定著單位時間內接頭的熱輸入。1#,2#接頭的焊接速度較小,焊縫中心的熱輸入較大,晶粒尺寸較大,晶界面積較小,因此裂紋出現在焊縫中心。3#接頭焊縫中心的晶粒尺寸較小,晶界面積較大,而熱影響區的組織粗大,因此啟裂區位于熱影響區。

表2 母材和不同焊接接頭的擴孔試驗結果Table 2 Hole expanding testing results of base metaland different welded joints
2.3 沖壓性能
在杯突試驗過程中,當開裂方向垂直于焊縫時,表明焊縫質量合格,焊縫具有一定的強度和韌性;當接頭沿焊縫開裂時,說明焊縫質量不合格,焊縫內部存在缺陷,導致其使用性能降低。由表3可以看出,接頭焊縫的質量均合格,不同接頭的杯突值均低于母材的。母材組織均勻細小,具有較好的流動性,因此杯突值最大。接頭的杯突值隨焊接速度的增大而增大,這是由于隨著焊接速度的增大,焊縫的熱輸入變小,熔池內部液相存在的時間縮短,液態鈦的凝固速率增大,導致晶粒尺寸變小,材料的流動性變好,因此杯突值增大。綜上可知,當焊接速度為1.6 m·min-1時,接頭具有最優的沖壓性能。
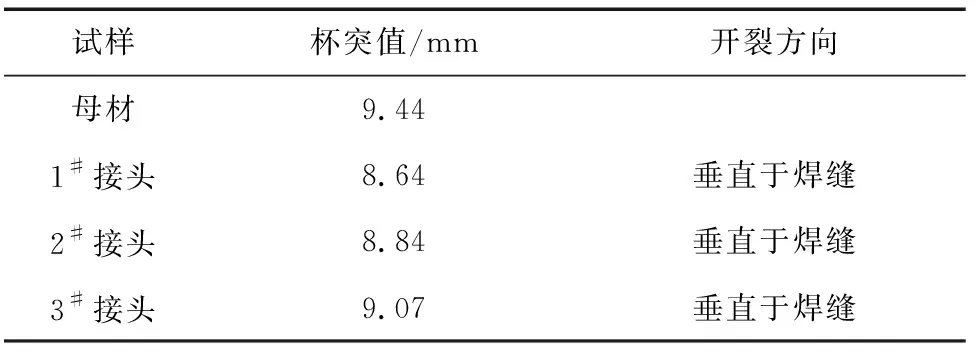
表3 母材和不同焊接接頭的杯突試驗結果
2.4 拉伸性能
室溫拉伸試驗后可以發現,拉伸試樣均在遠離焊縫區的一側母材處斷裂,這是由于接頭焊縫區存在淬硬組織,導致焊縫的硬度高于母材的,當試樣受到載荷作用時,母材區首先發生滑移變形,因此試樣均在母材位置斷裂。由表4可以看出,接頭的屈服強度、抗拉強度和斷后伸長率均隨焊接速度的增大呈先增后降的趨勢,2#接頭的拉伸性能最優,這與接頭的晶粒尺寸有直接關系。3#接頭的斷后伸長率最小,但成形性能最優。由于斷后伸長率測量的是試樣完全斷裂后的尺寸,包括發生縮頸變形后的尺寸,而接頭的成形性能表征的是縮頸之前的行為,零件在加工過程中一旦出現縮頸,即視為報廢,因此斷后伸長率不能代表材料的成形性能。由圖8可知,不同接頭斷口中均存在大量不同尺寸的韌窩,斷裂形式為韌性斷裂,焊接速度對斷口形貌無顯著影響。
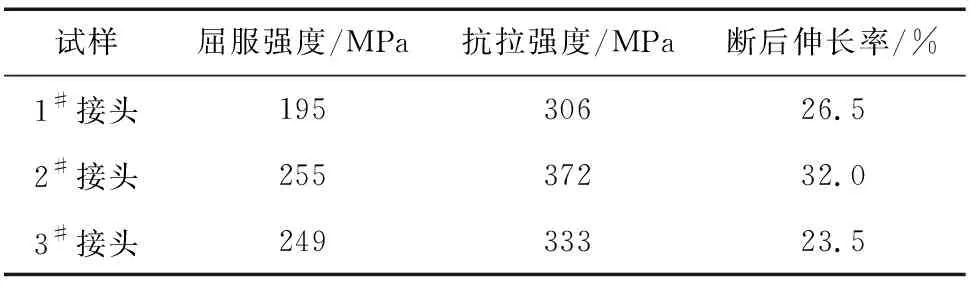
表4 不同焊接接頭的拉伸性能Table 4 Tensile properties of different welded joints
3 結 論
(1) 當焊接速度為1.0,1.2 m·min-1時,接頭焊縫中心的顯微組織為粗大α晶粒和少量針狀α晶粒,當焊接速度為1.6 m·min-1時,焊縫中心的顯微組織為針狀α晶粒;接頭熱影響區的顯微組織均為粗大α晶粒和不規則鋸齒狀α晶粒;隨焊接速度的增大,接頭的晶粒尺寸減小。
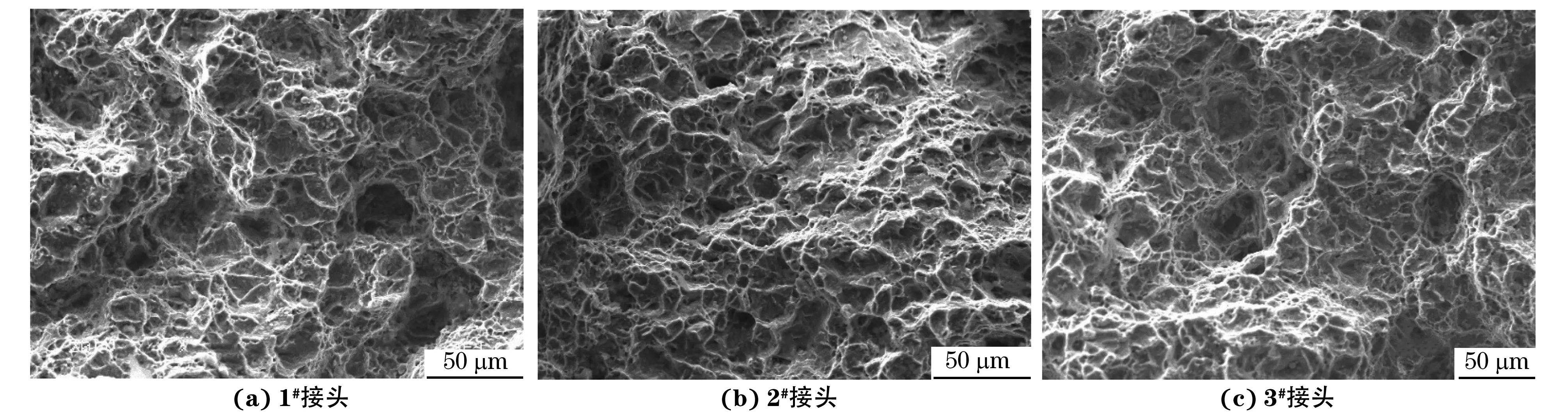
圖8 不同焊接接頭的拉伸斷口形貌Fig.8 Tensile fracture morphology of different welded joints: (a) 1# joint; (b) 2# joint and (c) 3# joint
(2) 接頭的擴孔率與杯突值均低于母材的,隨著焊接速度的增大,接頭的擴孔率及杯突值增加,當焊接速度為1.6 m·min-1時,接頭具有最優的擴孔性能、沖壓性能和成形性能。
(3) 接頭的屈服強度、抗拉強度和斷后伸長率均隨焊接速度的增大呈先增后降的趨勢,當焊接速度為1.2 m·min-1時,接頭的拉伸性能最佳;斷裂形式均為韌性斷裂。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07