不同焊接方法下20Mn23Al無磁鋼焊接接頭的顯微組織與性能
2018-11-28 08:40:22,,,,
機械工程材料 2018年11期
, , , ,
(西安理工大學材料科學與工程學院,西安 710048)
0 引 言
20Mn23Al無磁鋼具有極低的磁導率,廣泛應用于制造變壓器的油箱及其他附件[1-2]。由于無磁鋼是根據變壓器制造廠的特殊要求而生產的電工材料,在普通的機械領域中很少用到,因此國內外并沒有針對無磁鋼的成熟的焊接工藝及專用的焊接材料。對20Mn23Al無磁鋼進行焊接時通常采用不銹鋼焊接材料,常用的焊接方法主要有氣體保護焊、手工電弧焊和埋弧焊。對于厚度小于14 mm的20Mn23Al無磁鋼薄板,李立新[3]采用A302和A132焊條對其進行焊接,而李創基[4]采用研制的專用焊條KTD-286A對其進行焊接。對于厚度大于14 mm的20Mn23Al無磁鋼厚板,翟衛東[5]采用埋弧焊對其進行焊接。20Mn23Al無磁鋼的顯微組織為單相奧氏體,在焊接過程中隨熱輸入的增加,奧氏體晶粒變粗,熱影響區的敏化溫度區間變寬,從而導致焊接接頭的耐腐蝕性能下降,使焊接接頭容易出現熱裂紋[6]。為了研究不同焊接方法對20Mn23Al無磁鋼組織和性能的影響,作者選用變壓器常用的3種焊接方法,即非熔化極惰性氣體鎢極保護焊-熔化極氣體保護焊(TIG-GMAW)、非熔化極惰性氣體鎢極保護焊-手工電弧焊(TIG-SMAW)和非熔化極惰性氣體鎢極保護焊-埋弧焊(TIG-SAW)對厚度12 mm的20Mn23Al無磁鋼板進行焊接,對比不同焊接方法下20Mn23Al無磁鋼焊接接頭的顯微組織、力學性能和耐腐蝕性能,為10~14 mm厚20Mn23Al無磁鋼板的焊接提供試驗參考。
1 試樣制備與試驗方法
試驗材料為20Mn23Al奧氏體無磁鋼板,供貨態為軋制態,化學成分如表1所示,顯微組織如圖1所示。由圖1可以看出,試驗鋼的組織為單相奧氏體,沿軋制方向呈帶狀分布。焊接材料為E316LT0-1不銹鋼焊絲、E309-16(A302)焊條、H08Cr21Ni10Si埋弧焊焊絲搭配HJ260焊劑,3種焊材的化學成分如表2所示。

表1 20Mn23Al鋼的化學成分(質量分數)Table 1 Chemical composition of 20Mn23Alsteel (mass) %
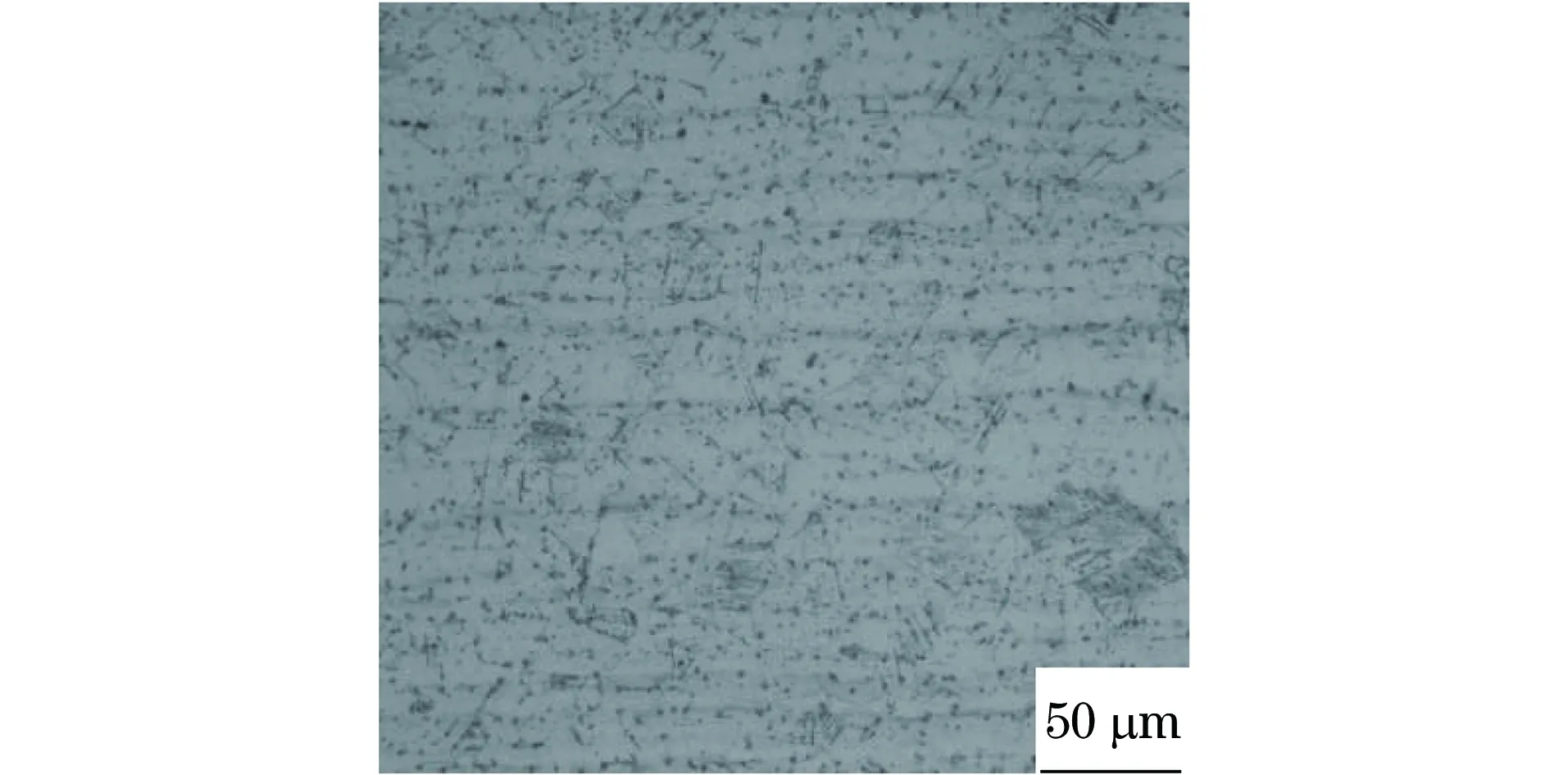
圖1 20Mn23Al鋼的顯微組織Fig.1 Microstructure of 20Mn23Al steel

Table 2 Chemical composition of welding materials (mass) %
分別采用TIG-GMAW、TIG-SMAW、TIG-SAW焊接方法對尺寸為300 mm×150 mm×12 mm的試驗鋼板進行對接焊,這3種焊接方法均采用TIG進行打底焊,用GMAW、SMAW、SAW進行填充、蓋面焊接[7-9]。采用TIG-GMAW、TIG-SMAW焊接時,鋼板兩邊均開Y形坡口,鈍邊2 mm,采用TIG-SAW焊接時,鋼板兩邊均開X形坡口。焊接前,對坡口兩側20 mm范圍區域進行清理。用TIG進行焊接時采用純氬氣作為保護氣體,用GMAW進行焊接時采用80%(體積分數,下同)Ar+20%CO2作為保護氣體。3種焊接方法的焊接工藝參數如表3所示。用SMAW進行焊接時采用直流反接。焊接前對鋼板進行120 ℃預熱,焊后隨爐冷卻,以降低焊接接頭的殘余應力。
在焊縫區域截取金相試樣,經打磨、拋光,用王水溶液腐蝕后,在OLYMPUSGX71型光學顯微鏡上觀察母材和焊縫的顯微組織。采用HV-120型維氏硬度計從母材到焊縫每隔1 mm測硬度,載荷為200 N,保載時間為15 s。按照GB/T 2652-2008,以焊縫為中心,在焊接接頭處截取如圖2(a)所示的拉伸試樣,采用SHT5106型拉伸試驗機進行室溫拉伸試驗,拉伸速度為0.5 mm·min-1。按照GB/T 2650-2008,以焊縫為中心,在焊接接頭上截取如圖2(b)所示的沖擊試樣,采用JB-300B型沖擊試驗機進行沖擊試驗,試驗溫度分別為20,-20 ℃,在JSM-6700F型冷場發射掃描電鏡(SEM)上觀察沖擊斷口形貌。在焊接接頭焊縫處截取尺寸為30 mm×20 mm×4 mm的試樣,逐級打磨至1000#,按照JB/T 7901-2001進行腐蝕試驗,腐蝕介質為由體積分數2.5%H2SO4和體積分數2.5%HCl組成的水溶液,采用水浴加熱,試驗溫度35 ℃,試驗時間72 h,腐蝕試驗結束后,在流水中用軟毛刷對試樣表面進行輕微機械清洗,去除附著不牢固的或疏松的腐蝕產物,清理完成后迅速干燥并貯存于干燥器內,冷卻至室溫后用FA2004N型電子天平測試樣腐蝕前后的質量,腐蝕速率的計算公式[10]為
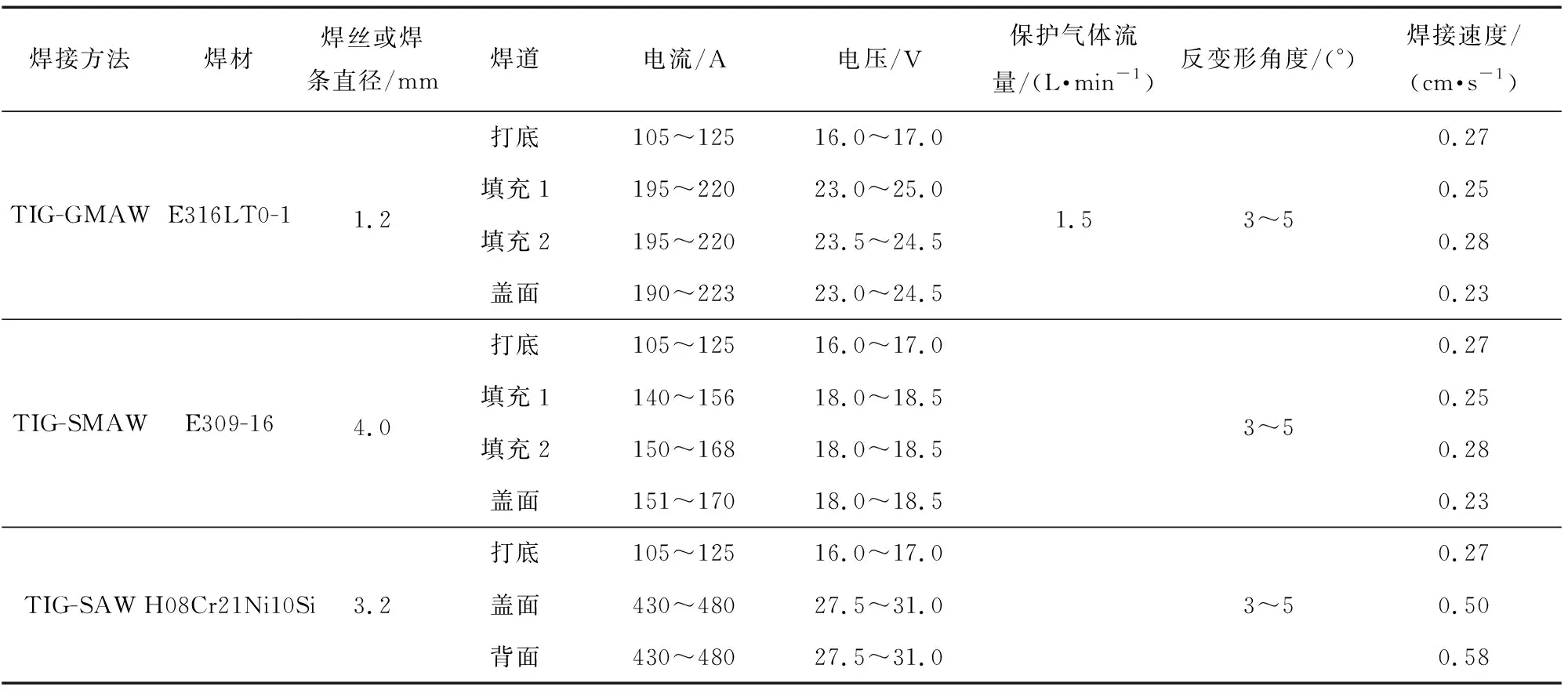
表3 不同焊接方法的工藝參數Table 3 Process parameters of different welding methods
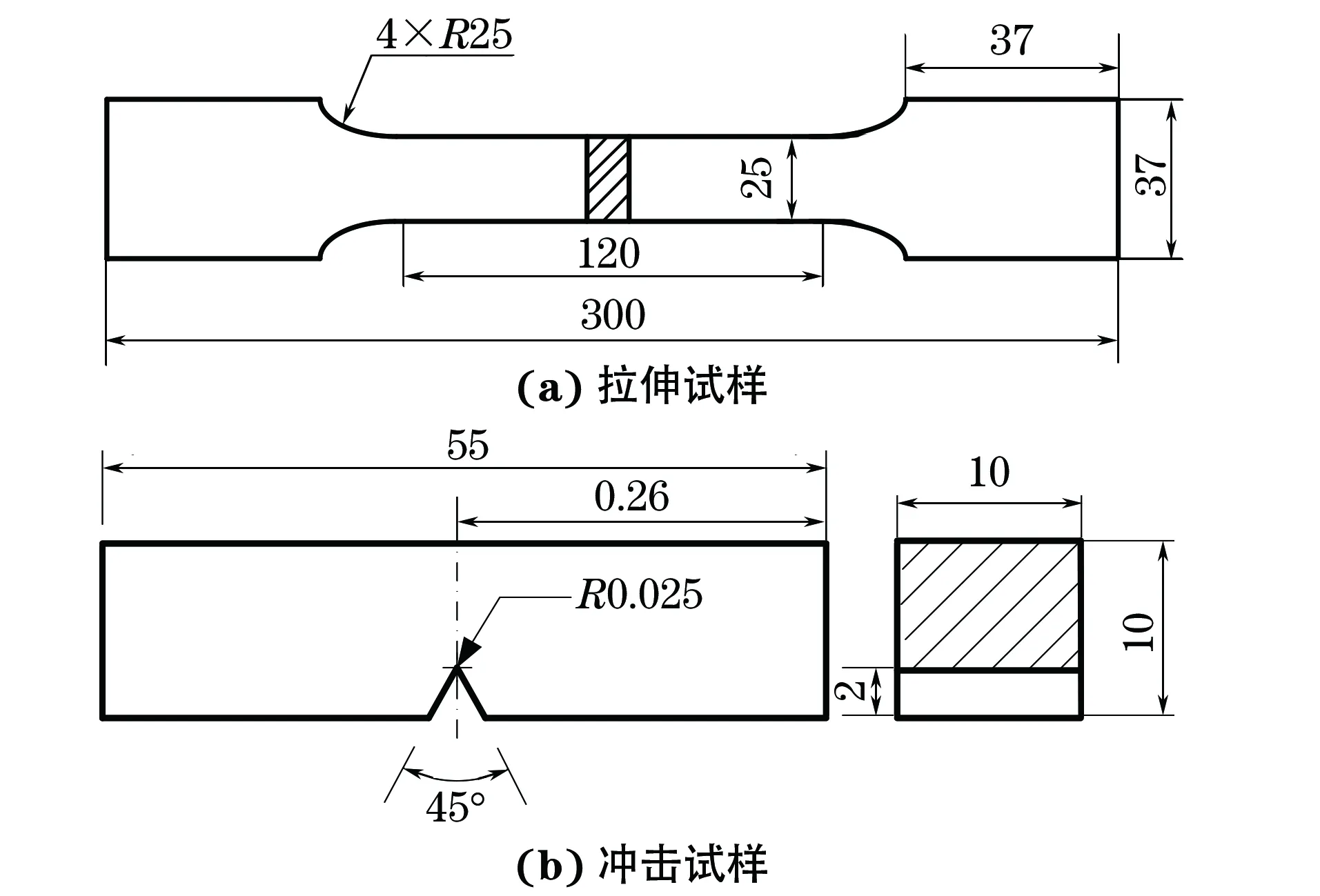
圖2 拉伸和沖擊試樣的尺寸Fig.2 Dimensions of tensile (a) and impact (b) samples
(1)
式中:R為腐蝕速率,mm·a-1;m為試驗前試樣的質量,g;m1為試驗后試樣的質量,g;S為試樣的表面積,cm2;t為試驗時間,h;ρ為材料的密度,kg·m-3。
每種焊接方法下測5個數據,選取中間3個數據取平均值,得到不同焊接方法下試樣的平均腐蝕速率。采用JSM-6700F型冷場發射掃描電鏡觀察腐蝕形貌。
2 試驗結果與討論
2.1 顯微組織
由圖3(a)~圖3(c)可以看出:TIG-GMAW接頭焊縫的顯微組織由奧氏體、網狀δ鐵素體和碳化物組成,δ鐵素體的存在可以有效地消除單相奧氏體的方向性,使其晶粒細化,從而提高焊縫的強度[11],同時還可起到抗裂、耐晶間腐蝕的作用[12];打底焊焊縫的晶粒尺寸最小,填充焊焊縫的次之,蓋面焊焊縫的最大。由圖3(d)~圖3(f)可以看出,TIG-SMAW接頭焊縫的顯微組織由奧氏體、骨骼狀或蠕蟲狀δ鐵素體和碳化物組成,δ鐵素體分布于奧氏體基體中;打底焊焊縫的晶粒尺寸最小,填充焊焊縫的次之、蓋面焊焊縫的晶粒尺寸最大。由圖3(g)~圖3(i)可以看出:TIG-SAW接頭焊縫的顯微組織由奧氏體、骨骼狀δ鐵素體和碳化物組成,δ鐵素體分布于奧氏體基體中,導致焊縫的塑性較差;TIG-SAW接頭焊縫的晶粒尺寸比其余2種焊接方法下的大,且蓋面焊的組織為粗大的樹枝晶,這是由于SAW焊接電流較大,熱效率高,奧氏體易于長大而導致的。20Mn23Al鋼為無磁鋼,這就要求焊縫組織也應具有抗磁性。δ鐵素體屬于體心立方體結構,為鐵磁體組織,其含量越多,磁導率則越大,抗磁性能越好;但其含量過多會造成20Mn23Al鋼變脆。焊縫組織中δ鐵素體的面積分數以5%最為適宜[3]。
2.2 維氏硬度
由圖4可知:3種焊接方法下,焊接接頭焊縫的硬度最高,焊接熱影響區(HAZ)的次之,母材的最低;TIG-SMAW接頭焊縫的硬度最高、TIG-GMAW接頭焊縫的次之。在焊接過程中,部分母材和焊材中的合金元素在高溫電弧作用下固溶于焊縫而產生固溶強化作用,因此焊縫的硬度高于母材和HAZ的;在焊接過程中,HAZ處于半熔融狀態,在凝固時會有相析出,從而產生沉淀強化,因此HAZ的硬度高于母材的。
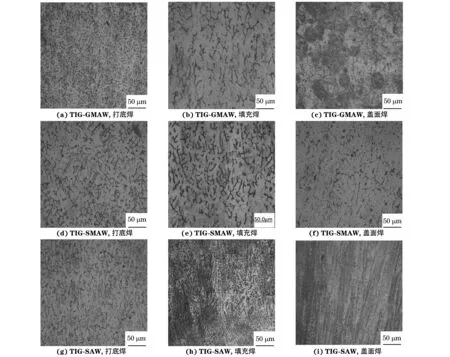
圖3 3種焊接方法下焊接接頭中不同焊道焊縫的顯微組織Fig.3 Microstructures of different bead welds of welded joints by three welding processes: (a) backing weld of TIG-GMAW; (b) filling weld of TIG-GMAW; (c) cosmetic weld of TIG-GMAW; (d) backing weld of TIG-SMAW; (e) filling weld of TIG-SMAW; (f) cosmetic weld of TIG-SMAW; (g) backing weld of TIG-SAW; (h) filling weld of TIG-SAW and (i) cosmetic weld of TIG-SAW
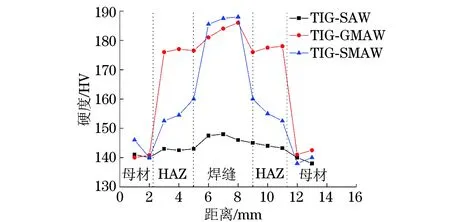
圖4 3種焊接方法下焊接接頭的硬度分布Fig.4 Hardness distribution of welded joint by three welding processes
TIG-SAW過程中的熱效率比較高,為0.85,焊縫區域溫度升高得較快,因此鉻的擴散速率增大,使得晶界處不易形成貧鉻區,導致碳化物的形成受到抑制;同時焊接過程中的熱循環峰值溫度很高[13-14],焊縫在高溫處停留的時間也隨之增加,從而促進了奧氏體的長大,并使得析出相含量較低。因此,TIG-SAW接頭焊縫的硬度最低。在TIG-SMAW過程中,焊縫中的析出相最多,強化效果最明顯,因此硬度最高。
2.3 拉伸性能
拉伸時TIG-GMAW接頭在焊縫處斷裂,TIG-SMAW和TIG-SAW接頭均在母材處斷裂。由表4可以看出:3種焊接方法下焊接接頭的拉伸性能均滿足變壓器的使用要求,且TIG-SMAW焊接方法下接頭的拉伸性能優于其他2種焊接方法下的。
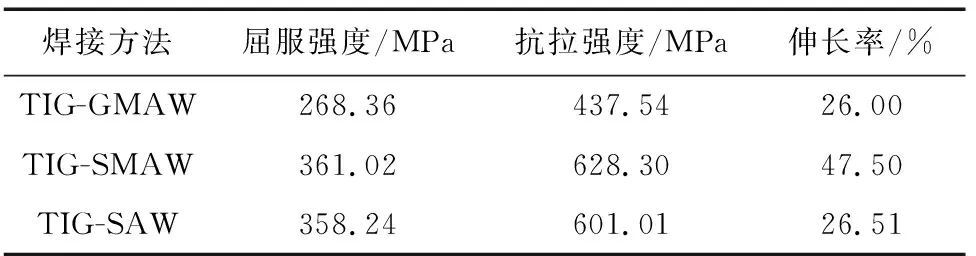
表4 3種焊接方法下焊接接頭的拉伸性能Table 4 Tensile properties of welded joints by threewelding processes
2.4 沖擊性能
TIG-GMAW、TIG-SMAW、TIG-SAW接頭在20 ℃時的沖擊功分別為79.5,71.0,31.5 J,在-20 ℃時的沖擊功分別為71,63,18 J,均滿足變壓器的使用要求。
由圖5(a)~圖5(c)可以看出:在20 ℃時,TIG-GMAW、TIG-SMAW接頭的沖擊斷口均呈韌窩狀,韌窩分布均勻,焊接接頭均為韌性斷裂,且TIG-GMAW接頭斷口的韌窩大而深,因此該接頭的韌性更好;TIG-SAW接頭的沖擊斷口呈現韌窩、解理臺階和解理條紋等形貌,呈韌性和準解理混合斷裂特征,該焊接接頭的韌性較差,這與TIG-SAW的熱輸入較大,導致所形成的柱狀晶較粗大有關。TIG-GMAW接頭的晶粒細小,一定體積內的晶粒數量較多,在塑性變形時位向有利的晶粒較多,變形可均勻地分散到各個晶粒上;且晶粒越細小,晶界越多,越有利于裂紋的擴展,使得接頭在斷裂前可獲得更大的塑性變形。因此,TIG-SMAW接頭的塑性最好。
由圖5(d)~圖5(f)可以看出:在-20 ℃時,TIG-GMAW、TIG-SMAW接頭沖擊斷口中的韌窩均較小,且分布均勻,焊接接頭為韌性斷裂,與20 ℃時的相比,韌性稍差;TIG-SAW接頭呈韌性和準解理混合斷裂特征,但與20 ℃時的相比,其解理臺階和解理條紋的數量較多,韌性較差。
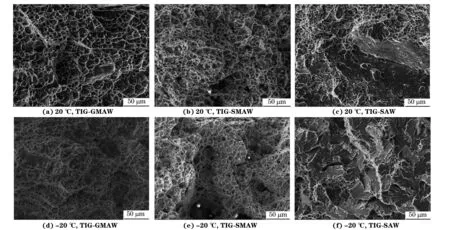
圖5 3種焊接方法下焊接接頭在不同溫度沖擊后的斷口SEM形貌Fig.5 SEM morphology of impact fracture at different temperatures of welded joints by three welding processes
2.5 耐腐蝕性能
由表5可以看出,TIG-SAW接頭的腐蝕速率最大,TIG-SMAW接頭的最小。
由圖6可以看出:TIG-GMAW接頭的腐蝕嚴重,表面出現大量的腐蝕坑,并且部分區域已經脫落;TIG-SMAW接頭表面腐蝕坑的數量較少,且腐蝕坑比TIG-GMAW接頭的淺很多,說明TIG-SMAW接頭的腐蝕較輕微;TIG-SAW接頭表面腐蝕坑尺寸最大,說明其腐蝕最嚴重。綜上可知,TIG-SMAW接頭的耐腐蝕性能最優,TIG-GMAW接頭的次之,TIG-SAW接頭的最差,這與焊接時的熱輸入有關。焊接熱輸入越大,焊接接頭的腐蝕越嚴重[15]。在焊接過程中,熱影響區的溫度高達400 ℃及以上,導致接頭的晶粒粗大;溫度升高還導致碳原子更易擴散到晶界處,碳原子與鉻原子反應生成Cr23C6,使晶界處形成貧鉻區,Cr23C6與貧鉻區構成腐蝕電池,導致其耐腐蝕性能降低。隨著焊接熱輸入的增大,焊接熔池在高溫階段停留的時間延長,貧鉻區擴大,從而導致焊接接頭的耐腐蝕性能進一步降低。
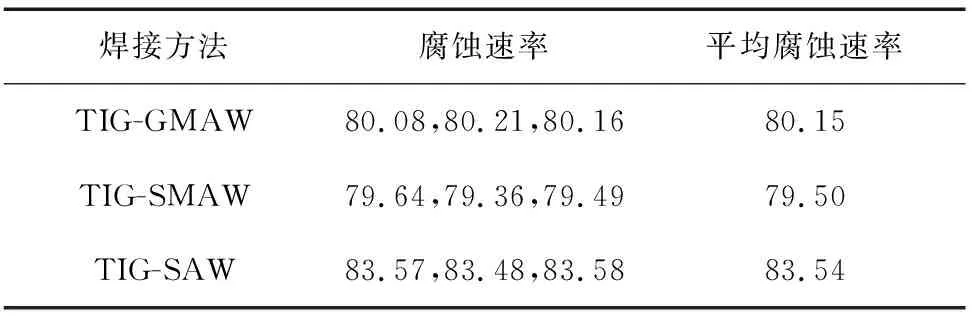
表5 3種焊接方法下焊接接頭的腐蝕速率Table 5 Corrosion rates of welded joints by threewelding processes mm·a-1
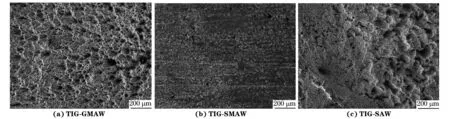
圖6 3種焊接方法下焊接接頭的腐蝕形貌Fig.6 Corrosion morphology of welded joint by three welding processes
3 結 論
(1) 在TIG-GMAW、TIG-SMAW、TIG-SAW焊接方法下,焊接接頭焊縫的顯微組織均由奧氏體、δ鐵素體和碳化物組成,TIG-SAW焊接接頭焊縫的晶粒尺寸比其余2種焊接方法下的大。
(2) 3種焊接方法下,焊接接頭焊縫的硬度最高,焊接熱影響區(HAZ)的次之,母材的最低;TIG-SMAW接頭焊縫的硬度最高,TIG-GMAW接頭焊縫的次之,TIG-SAW接頭焊縫的最低;TIG-SMAW焊接方法下接頭的拉伸性能優于其他2種焊接方法下的。
(3) TIG-GMAW接頭的沖擊韌性最好,TIG-SMAW接頭的次之,TIG-SAW接頭的最差;TIG-GMAW、TIG-SMAW接頭的沖擊斷口均存在大量韌窩,為韌性斷裂;TIG-SAW接頭沖擊斷口存在韌窩、解理臺階和解理條紋,呈韌性和準解理混合斷裂特征。
(4) TIG-GMAW、TIG-SMAW、TIG-SAW接頭的平均腐蝕速率分別為80.15,79.50,83.54 mm·a-1;TIG-GMAW接頭腐蝕嚴重,表面出現大量的腐蝕坑,并且部分區域已經脫落;TIG-SMAW接頭表面腐蝕坑的數量較少,且腐蝕坑比TIG-GMAW接頭的淺很多,腐蝕較輕微;TIG-SAW接頭表面腐蝕坑尺寸最大,腐蝕最嚴重;TIG-SMAW接頭的耐腐蝕性能最好,TIG-GMAW接頭的次之,TIG-SAW接頭的最差。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
兒童故事畫報(2019年5期)2019-05-26 14:26:14
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56