熱沖壓成形工藝設計技術研究
2018-11-15 01:01:40王文彬朱梅云
鍛壓裝備與制造技術 2018年5期
王文彬,朱梅云
(安徽江淮汽車集團股份有限公司 技術中心,安徽 合肥 230601)
1 引言
高強度、超高強度鋼的應用是汽車輕量化節能減排的有效手段。高強度鋼的應用帶來模具磨損、工件回彈、成形困難等諸多問題。熱沖壓成形應運而生。熱沖壓成形是獲得高性能超高強度汽車安全件的一個有效的工藝技術[1]。
熱沖壓成形(HotForming)是將初始硬度為500~600MPa的硼鋼板加熱至奧氏體化狀態,快速轉移至模具中高速沖壓成形,在保證一定壓力情況下,制件在模具本體中以大于27℃/s的冷卻速度進行淬火處理,保壓淬火一段時間,以獲得具有均勻馬氏體組織的超高強度鋼零件的成形方法。熱沖壓成形技術可以得到超高強度的車身零件,具有減輕車身重量,提高車身安全性、舒適性,改善沖壓成形性,提高零件尺寸精度等優點[2]。
本文主要針對熱沖壓成形零件設計準則,對熱沖壓成形零件的工藝技術進行研究,以實現汽車零部件輕量化技術。圖1是車身熱沖壓成形零件的典型案例。

圖1 車身熱沖壓成形結構件
2 熱沖壓成形件工藝設計
汽車車身熱成形沖壓件主要有B柱、A柱、前側縱梁、保險杠、門內防撞梁等零件,如圖2所示。汽車車身熱沖壓件的工藝設計決定熱成形件質量的好壞,現在以比較典型的車身熱沖壓成形件B柱為例進行工藝技術設計研究。
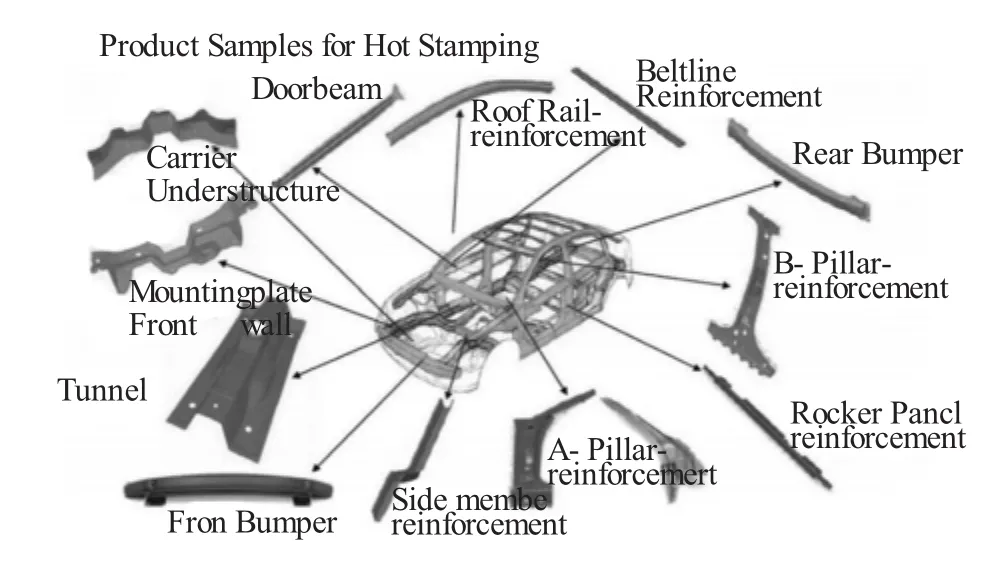
圖2 車身熱沖壓成形零部件
2.1 熱沖壓件翻邊工藝設計
沖壓熱成形零件設計中,應該盡量避免圓角翻邊造型,目前的熱沖壓工藝中,進行圓孔翻邊比較難以達到技術要求的產品精度,并且,很難將坯料優化到可以翻孔的位置,并且翻邊后難以做激光切割。
熱成形零件設計翻邊結構時應該注意拉深-法蘭邊區域,這些區域有更高的起皺、破裂傾向;外凸翻邊的最終線長度比初始長度短產生壓縮法蘭邊,容易導致起皺和折疊,且起皺的趨勢隨翻邊高度的增加而增大;外凹翻邊屬于伸長類翻邊,產生拉伸法蘭邊,豎邊的長度在成形過程中會被拉長,當變形程度過大時,豎邊邊緣的切向伸長和厚度減薄就比較大,容易發生拉裂。法蘭邊越高,拉伸失穩越明顯;無論是外凸翻邊,還是內凹翻邊,都應該降低翻邊高度和曲率[3]。總體說,熱成形沖壓件不宜有翻邊,尤其是90°的翻邊特征造型。如圖3、4所示。
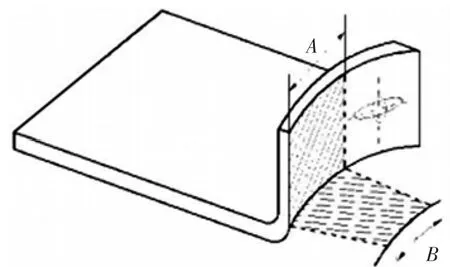
圖3 外緣外凸翻邊
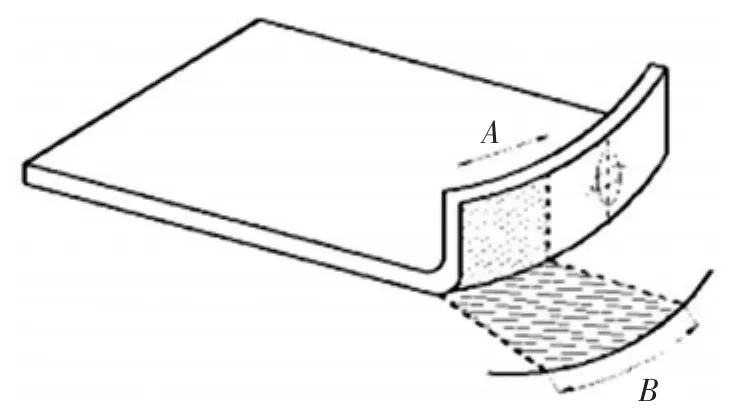
圖4 外緣內凹翻邊
2.2 熱沖壓拉深工藝設計
熱沖壓成形中,盡量降低拉深深度,且成形深度盡可能相同;應盡量采用一次拉深成形,避免多次拉深成形。冷拉深成形中,零件易在凸模圓角處破裂。而熱成形拉深時,板料與模具在凸凹模圓角處先接觸,導致這些部位首先冷卻硬化,變形抗力增大。變形將轉向溫度較高,具有良好塑性流動性的拉深側壁,導致應變集中。由于側壁處于平面應變狀態,拉深深度的增加依靠材料厚度的減薄,因而產生拉裂,且拉裂的傾向隨著拉深深度的增加而加劇。如圖5所示。
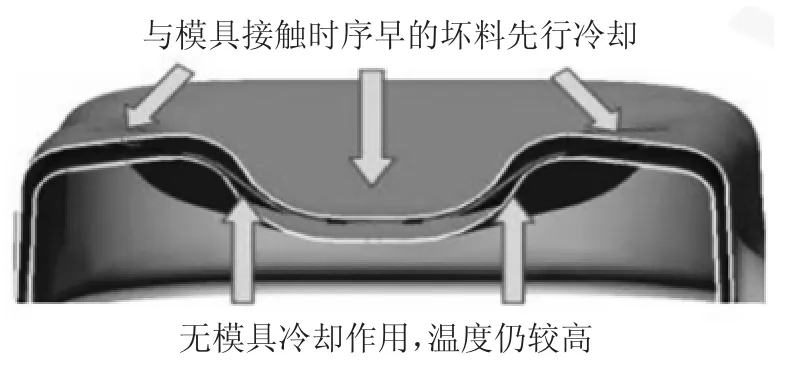
圖5 板料與模具接觸時序對成形的影響
2.3 熱沖壓結構工藝設計
熱沖壓成形件結構設計對其成形質量有著至關重要的影響,熱沖壓成形結構工藝設計中應該盡量避免封閉式設計,采用開放式結構設計。盡可能采取彎曲成形,減少法蘭邊產生起皺缺陷、破裂缺陷及過分減薄的風險等。封閉式的“杯狀”結構會導致成形過程中材料在凸凹模拐角處產生壓縮變形和起皺缺陷,需要采用合適的壓邊力。在滿足使用要求的情況下,增大零件圓角半徑或側壁的傾斜角度有利于成形。如圖6所示。
2.4 熱沖壓件面特征工藝設計
熱沖壓零件的面特征工藝設計對其熱沖壓成形面質量影響作用比較大,通常,在大平面如果不設計特征造型,容易出現材料拉深不足,導致產品面的塑性變形不充分,產品面剛度不足等缺陷。為此,對熱沖壓成形件產品面上設計吸皺筋,防止零件的起皺傾向及產品面的剛度不足缺陷。尤其,在熱沖壓成形件的端部和中間梁的設計中,更應該設置吸皺筋。如圖7所示。
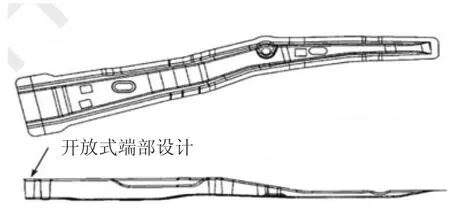
圖6 開放式結構設計
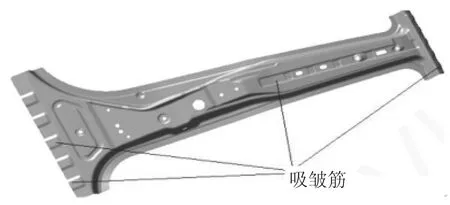
圖7 熱沖壓成形件面特征工藝設計
2.5 熱沖壓成形彎曲圓角工藝設計
熱沖壓零件的彎曲圓角工藝設計對其熱沖壓成形質量有重要影響,在相同條件下,不同圓角工藝會發生不同的熱沖壓成形質量。通常,板件側壁彎曲時,若彎曲處的圓角過小,則外表面容易產生裂紋。當使用涂層板時,還會引起涂層的剝離,為此規定最小彎曲半徑R≥2t,其中,R為彎曲半徑,t為板料厚度。防止圓角在彎曲時受壓產生擠料后起皺,應設計預留切口,如圖8所示。
3 結論
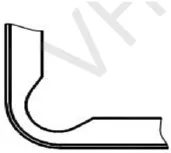
圖8 熱沖壓成形彎曲圓角工藝設計
(1)熱沖壓成形工藝設計研究結果表明,熱沖壓成形的翻邊工藝、拉深工藝、結構設計工藝、面特征工藝及彎曲圓角設計工藝的合理設計對其熱沖壓成形性有重要影響,并決定沖壓件的成形質量。
(2)熱沖壓成形工藝設計技術的應用,有效的推進汽車輕量化技術的快速發展。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
