基于Fluent的熱風焊熱熔機構中多出風口風速平衡的結構設計
2018-11-11 09:28:54張明星張煒王曉東
機械工程師 2018年11期
張明星, 張煒, 王曉東
(長春工業大學機電工程學院,長春130012)
關鍵字:熱風焊接;熱熔機構;Fluent分析;多出風口;風速平衡
0 引言
隨著新材料技術的迅速發展與推廣。塑料以其質量輕、摩擦力小、耐腐蝕、易加工等特性得到廣泛應用[1]。應用中,不同塑料件之間需要可靠的連接、固定方式,熱風鉚焊是常用的塑料焊接技術之一[2],其原理是通過風源產生的熱風對熱塑性材料進行熱傳導,使其內部相互纏繞的大分子鏈受熱之后,由于具有足夠的能量和空間,在自身分子熱運動的作用下,發生遷移和擴散,并隨著溫度的降低和外在壓力的作用(特制金屬成型鉚頭)下再次發生纏繞、冷卻、結晶和定型[3]。應用熱風鉚焊技術進行加工時[4],焊件外形美觀,密封性好,充分利用各種材料的機械特性組合,極大地提高整體組件的性能,整體結構耐沖擊,尤其適合于長期存在機械振動、環境溫度及濕度變化范圍大、自然環境極其惡劣的場合,從而日益受到人們的關注[5]。
在汽車安全氣囊標牌的焊接過程中,焊接質量與效率是熱風鉚焊技術的重要性能指標[6],逐點焊接費時費力,并且無法保證多個焊點的一致性。本文針對汽車安全氣囊標牌焊接時存在的多焊點并行焊接過程中各焊點熔融狀態不一致的問題,在深入研究熱風焊機理的基礎上,對熱風型腔及出風口進行分析,設計了一種多出風口并行焊接的結構,并利用Fluent軟件對多出風口風速平衡問題進行分析[7],并對該結構進行了優化,使多焊點并行焊接結構的焊接效果更加穩定。
1 熱熔機構的設計方案
熱熔機構是熱風鉚焊設備的關鍵組成部分,針對多焊點并行焊接時各焊點熔融狀態不一致的問題,對熱熔機構進行設計。整體結構主要由熱風焊槍、上型腔、熱電偶、下型腔、出風管、緊固連接板和鎖緊環組成,如圖1所示。
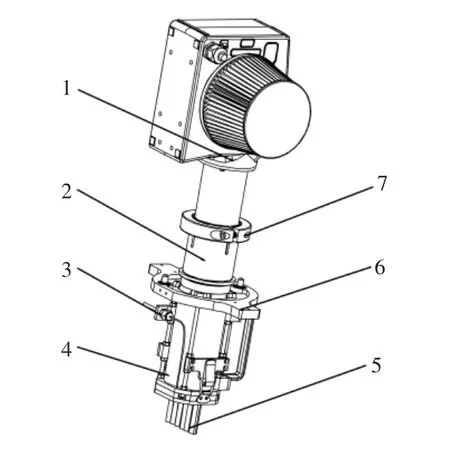
圖1 熱熔機構結鉤示意圖
熱熔機構的具體結構與原理:熱風焊槍通過鎖緊環固定在熱熔機構上,熱風焊槍所產生的加熱氣體通過上型腔與下型腔導入到6個出風管內;熱空氣由出風管導出,對不同焊點進行加熱;利用熱電偶對型腔內部溫度進行監測,通過PLC控制熱風焊槍的加熱溫度[8]。根據工藝要求,熱風焊槍出口口徑為60 mm,型腔內徑尺寸為66 mm;為了達到6個出風口出風量一致,對出風管內壁的橫截面積計算,其公式如下:

式中:M為質量流量;ρ為介質密度;Q為體積流量;V為平均流速;A為橫截面積。由公式可以看出,在初始條件相同的情況下,為保證各出風口平均流速相同,各出風口橫截面積應保持一致。根據各焊點鉚柱尺寸及相對位置,確定出風口管徑尺寸及分布位置,如圖2所示。
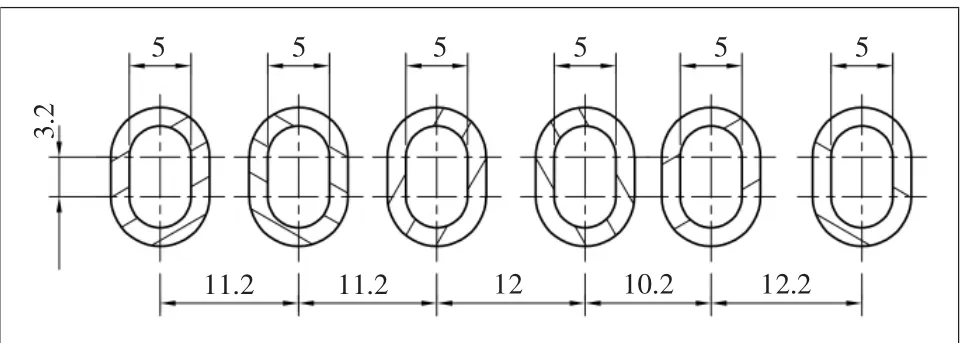
圖2 出風口結構圖
2 型腔及出風口結構的分析
2.1 型腔及出風口流體模型的建立
根據熱熔機構的結構,利用CATIA三維軟件構造出圖3所示的型腔及出風口流體模型。型腔長度為132 mm(型腔最大直徑的2倍),出風管長度為50 mm。
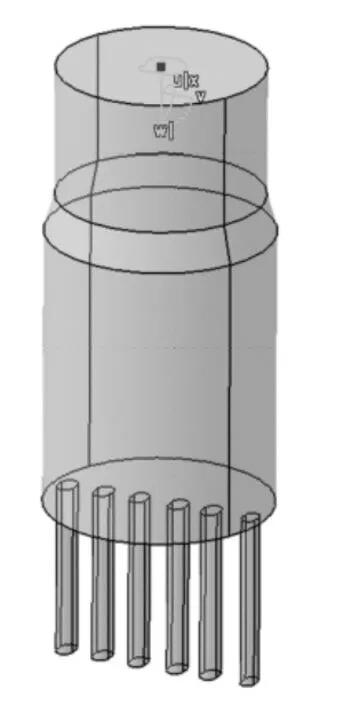
圖3 型腔及出風口流體模型
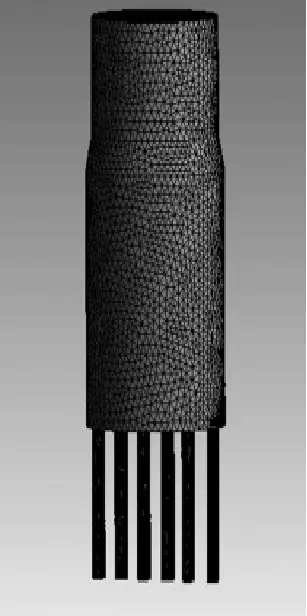
圖4 網格劃分
進風口為熱風型腔上端口;6個出風管下端口為出風口,分別命名為outlet1、outlet2、outlet3、outlet4、outlet5 outlet6(圖3所示出風管從左向右依次命名),流場網格如圖4所示。
2.2 仿真結果分析
將網格模型導入到分析軟件Fluent中,打開能量方程,選擇k-ε黏性模型,設置進風口速度v=1.77 m/s,,溫度T=573.15 K。對模型進行流體動力學仿真計算,仿真結果如圖5所示。
在各出風口橫截面積相同的情況下,平均速度反映了單位時間內經過6個出風口流體體積的比較關系。選擇6個出風口(outlet1~outlet6)氣體的平均速度作為仿真分析的評價指標,如表1所示。
由表1顯示,v1≈v2>v3≈v4≈v5>v6,其中v1~v6依次表示outlet1~outlet6的平均流速,可明顯看出左側2個出風口的平均流速近似相等,中間3個出風口的平均流速近似相等,左側2個出風口的平均流速大于中間3個出風口的平均流速,中間3個出風口的平均流速大于右側出風口的平均流速,6個出風口平均流速的最大差值約為0.91 m/s。
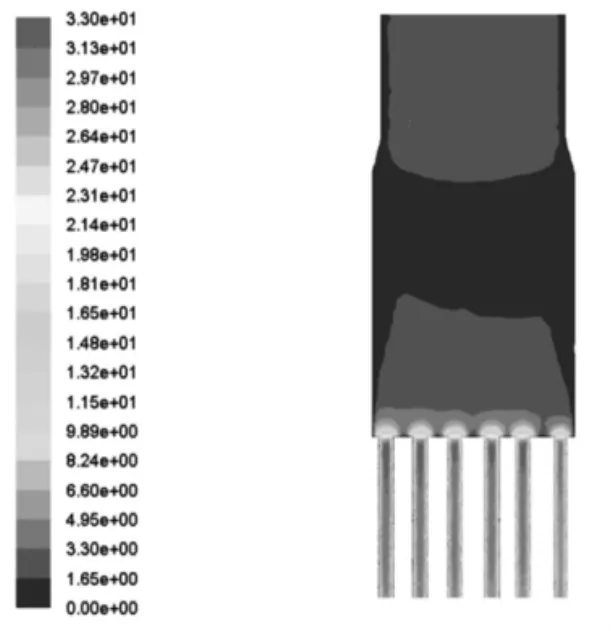
圖5 流體模型速度云圖
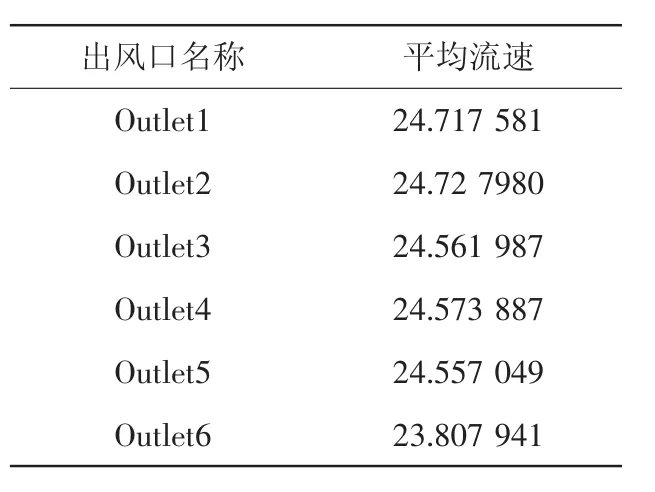
表1 6個出風口的流速表 m/s
在多焊點并行焊接過程中,各出風口熱風流速不同,造成各焊點熔融狀態不同,進而影響各焊點并行焊接效果的一致性,導致焊接效果不理想,產生焊點不牢、受力不均等問題。
3 模型優化
針對6個出風口的平均流速存在一定差異的情況,對熱熔機構的結構作如下假設:當熱風型腔的半徑、型腔的長度、出風管橫截面積為常量時,出風管的出口平均流速將隨出風管的長度變化而發生改變。現針對不同出風管長度下的有限元模型進行仿真分析,給定出風管長度分別為5、10、20、30、50、80、100、150 mm。通過相應的流體分析,得到如表2所示的6個出風口平均流速數值。
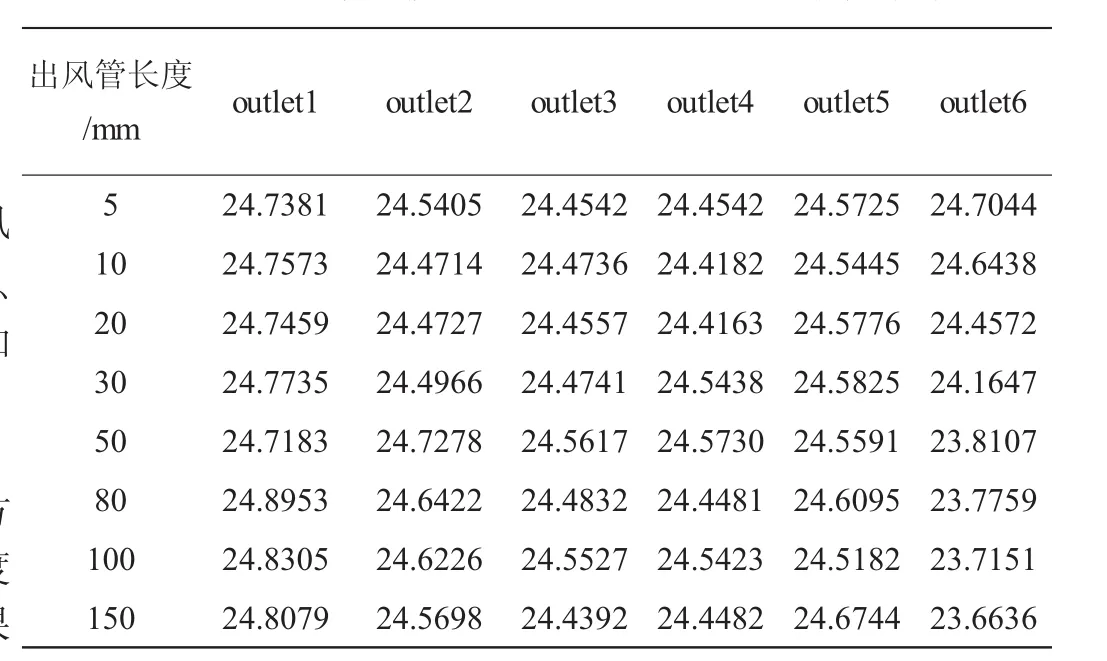
表2 不同出風管長度對出風口流速影響對比仿真數據表m/s
為定量評價各出風口熱風流速的差異程度,求取不同仿真模型中各出風口平均風速的方差,所得結果如表3所示,分析出風管長度變化對各出風口熱風流速一致性的影響。
為方便對比分析,以出風管長度為x軸,出風口平均風速方差值為y軸,做散點分布圖,并擬合曲線,如圖6所示。
根據擬合曲線,可得如下結果:當出風管長度小于20 mm時,各出風口平均風速變化較小;當出風管長度在20~80 mm范圍內時,隨出風管長度變長,各出風口平均風速波動顯著增大;當出風管長度在大于80 mm時,隨出風管長度增長,各出風口平均風速波動變化趨緩。
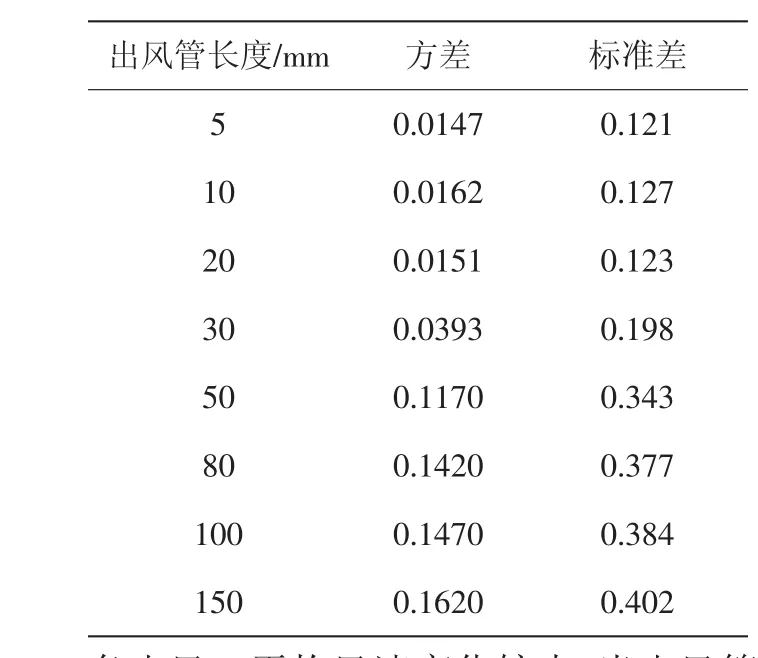
表3 各仿真組數據方差及標準差統計表
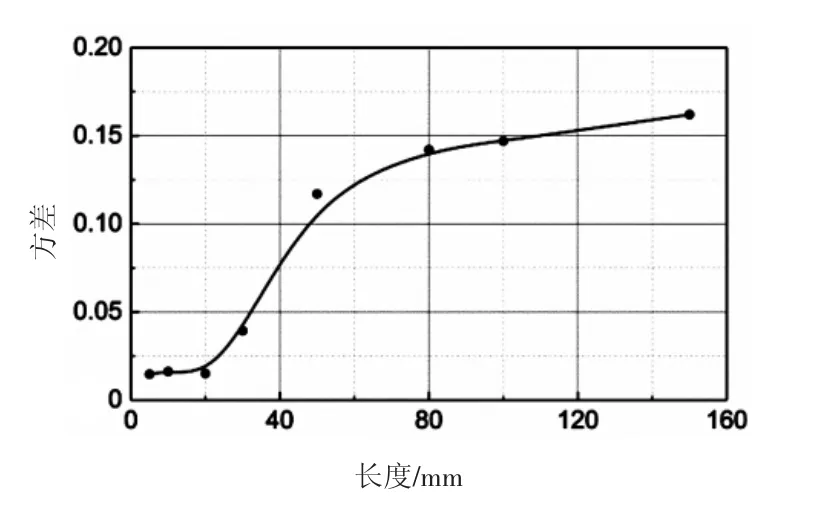
圖6 出風管長度與出口風速方差擬合線圖
4 結 論
本文針對熱風焊多焊點并行焊接應用中多出風口風速平衡的問題進行研究,通過建立CATIA三維模型,并應用Fluent對各出風口平均流速隨熱風型腔出風管長度不同而變化的情況進行分析,仿真結果表明,當出風管長度發生變化時,各出風口平均流速隨出風管長度變長而逐漸增大。本研究結果為多焊點并行焊接結構的研究提供了重要依據。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
電機與控制應用(2021年12期)2021-02-28 07:55:52
海洋通報(2020年5期)2021-01-14 09:26:54
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
西南交通大學學報(2016年4期)2016-06-15 20:29:37
核科學與工程(2015年4期)2015-09-26 11:59:03
電測與儀表(2015年8期)2015-04-09 11:50:06
電機與控制應用(2015年7期)2015-03-01 03:50:15
