融合顫振控制的恒功率約束自適應(yīng)加工方法研究
2018-11-05 02:54:48胡國志葉文華陳陽明
機(jī)械制造與自動(dòng)化 2018年5期
關(guān)鍵詞:實(shí)驗(yàn)
胡國志,葉文華,陳陽明
(南京航空航天大學(xué) 機(jī)電學(xué)院,江蘇 南京 210016)
0 引言
航空航天制造的技術(shù)水平直接關(guān)系到我國航空航天事業(yè)的發(fā)展。航空航天設(shè)備零部件在制造過程中,大量的原材料需要被切除,制造過程十分耗時(shí),因此提高這類零部件加工效率具有重要現(xiàn)實(shí)意義。
恒功率約束自適應(yīng)加工能有效提高加工效率。以色列的OAMT公司于1995年推出了智能自適應(yīng)系統(tǒng),其中就包含了恒功率自適應(yīng)切削系統(tǒng)(優(yōu)銑控制器OptiMil-XL,優(yōu)車控制器OptiTurn-XL,優(yōu)鉆控制器OptiDrill-XL,優(yōu)磨控制器OptiGrand-XL),應(yīng)用該系統(tǒng)后輪廓銑削省時(shí)約38%、銑槽省時(shí)約34%、3D銑面省時(shí)約37%、鉆孔省時(shí)約28%[1]。黃華、李愛平等人[2]研究了以數(shù)控銑削加工為對(duì)象的恒功率約束自適應(yīng)加工方法,在以機(jī)床主軸功率為約束對(duì)象的基礎(chǔ)上開發(fā)了模糊控制器,實(shí)現(xiàn)進(jìn)給速度在線調(diào)整,在提高加工效率的同時(shí)還對(duì)刀具進(jìn)行有效保護(hù)。
顫振是1種比較劇烈的切削振動(dòng),會(huì)造成切削負(fù)載增大,在切削過程中比較常見。當(dāng)恒功率約束加工過程中發(fā)生顫振時(shí),必然會(huì)影響恒功率約束自適應(yīng)加工系統(tǒng)的運(yùn)行,從而對(duì)加工效率造成影響,而目前這方面的研究比較少。為此,本文通過切削試驗(yàn)研究了顫振對(duì)機(jī)床主軸功率的影響,且對(duì)切削過程恒功率約束及顫振控制的方法也進(jìn)行了研究,并將二者進(jìn)行融合,提出了融合顫振控制的恒功率約束自適應(yīng)加工方法,提高加工效率。
1 切削顫振對(duì)主軸功率影響的試驗(yàn)研究
切削試驗(yàn)在5軸聯(lián)動(dòng)龍門銑床上進(jìn)行,試驗(yàn)中所用工件為6061號(hào)鋁合金,刀具為直徑10mm的2刃硬質(zhì)合金立銑刀,初始切削參數(shù)為:轉(zhuǎn)速為3 000r/min,進(jìn)給速度為400mm/min,切削寬度由0漸增到10mm,切削深度1mm。整個(gè)切削過程中機(jī)床主軸功率變化過程如圖1所示。
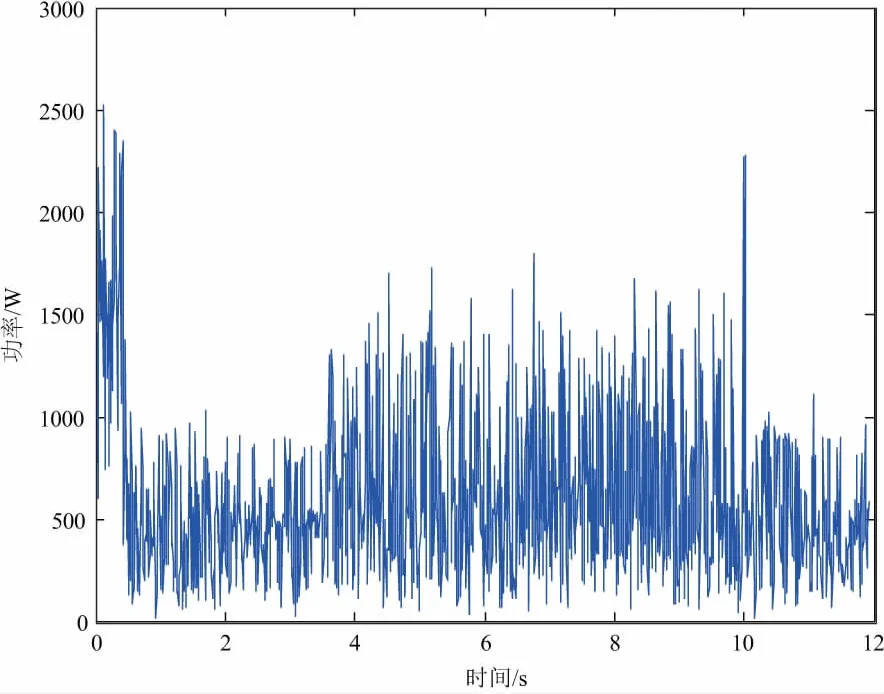
圖1 機(jī)床主軸功率變化圖
從圖1中可以觀察到,在0~3.5s間,主軸切削功率總體比較穩(wěn)定,切削功率在800W上下波動(dòng)。約3.5s時(shí)主軸切削功率出現(xiàn)了比較明顯的增大,由800 W增大到1 300W左右,此后的切削過程中主軸切削功率也都達(dá)到1 300W左右,直到刀具逐漸切出工件,主軸切削功率才減小。
切削過程中振動(dòng)加速度信號(hào)的均方差變化過程如圖2所示。圖2中約3.5s時(shí)刻均方差值顯著增大,由3 m/s2增大到10 m/s2左右。諸多學(xué)者研究表明,切削顫振發(fā)生時(shí),振動(dòng)信號(hào)在時(shí)域上方差會(huì)明顯增大[3],在頻域低頻段會(huì)形成窄頻帶,出現(xiàn)明顯的主振頻率[4]。由于均方差是方差的平方根,因此方差的變化會(huì)比均方差變化更加明顯。
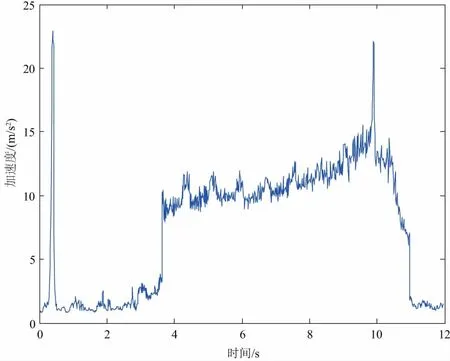
圖2 加速度數(shù)據(jù)均方差變化圖
在均方差顯著變化的前后時(shí)刻,加速度信號(hào)頻域幅度譜分別如圖3(a)和圖3(b)所示。
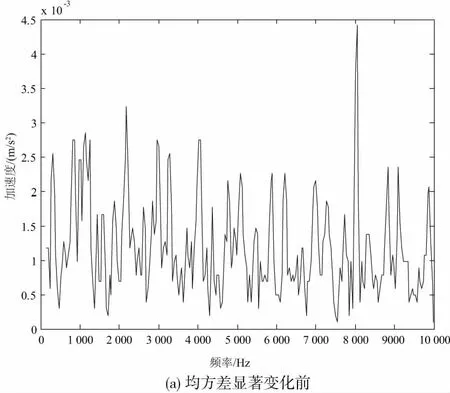
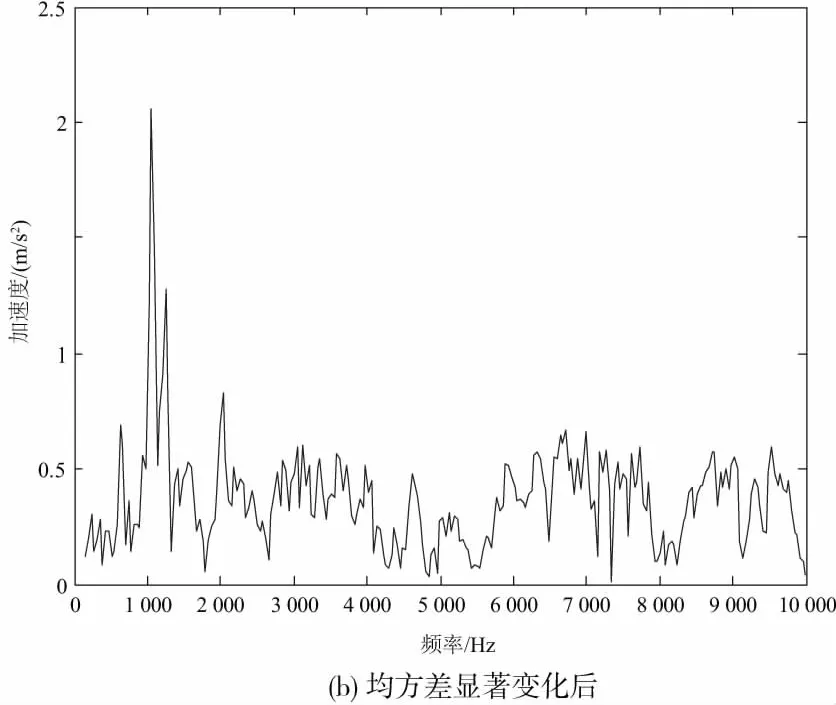
圖3 加速度信號(hào)頻域幅度譜
由圖3可知,均方差顯著變化前加速度信號(hào)頻域幅度譜上并未出現(xiàn)明顯的主振頻率,而均方差顯著變化后,幅度譜上則出現(xiàn)了明顯的主振頻率,約為1 000Hz。由以上分析可知,切削進(jìn)行到約3.5s時(shí),出現(xiàn)了顫振。由于圖1中主軸切削功率顯著增大的時(shí)刻與切削顫振出現(xiàn)的時(shí)刻相近,故可判斷機(jī)床主軸功率的顯著增大是由切削顫振造成。
顫振會(huì)造成機(jī)床主軸切削功率增大,此時(shí)恒功率約束自適應(yīng)控制系統(tǒng)為保持主軸切削功率恒定,減小進(jìn)給速度,最終降低了加工效率。因此需要對(duì)恒功率約束自適應(yīng)加工過程的顫振進(jìn)行抑制,最大化提高加工效率。
2 基于恒功率約束的模糊控制系統(tǒng)設(shè)計(jì)
2.1 模糊控制器的設(shè)計(jì)
本文使用二維結(jié)構(gòu)模糊控制器,將機(jī)床主軸切削功率的偏差及功率偏差的變化率作為輸入,主軸進(jìn)給倍率作為輸出。二維模糊控制器結(jié)構(gòu)如圖4所示。
在模糊控制算法中,將采集的主軸切削功率與設(shè)定的目標(biāo)功率P比較,比較的結(jié)果經(jīng)由比例因子ke處理得到偏差EP。同時(shí),對(duì)比較的結(jié)果進(jìn)行微分處理,經(jīng)由比例因子Kc得到偏差變化率CP。將切削功率的偏差EP與偏差變化率Cp輸入到模糊控制器中進(jìn)行模糊化處理,最后得到的進(jìn)給倍率的調(diào)整量IU。依據(jù)該調(diào)整量,機(jī)床通過調(diào)整進(jìn)給速度實(shí)現(xiàn)主軸切削功率恒定[5]。
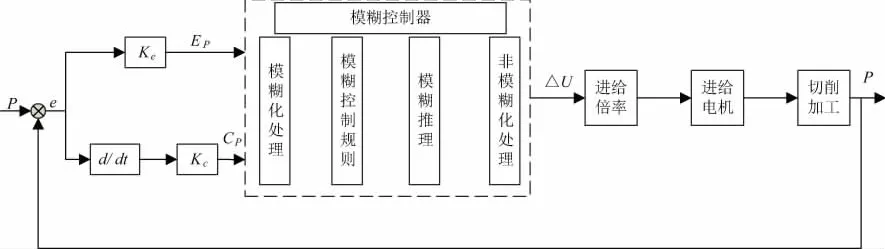
圖4 模糊控制器結(jié)構(gòu)圖
2.2 模糊控制器實(shí)現(xiàn)
功率偏差EP的模糊集為{PB,NP,PS,P0,N0,NS,NM,NB},調(diào)整量IU與偏差變化率CP的模糊集都是{PB,PM,PS,0,NS,NM,NB}。其中,NB表示負(fù)大,NM表示負(fù)中,NS表示負(fù)小,N0表示負(fù)零,P0表示正零,PS表示正小,PM表示正中,PB表示正大,0表示零。EP、CP及IU的論域均為{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}。模糊控制規(guī)則如表1所示。
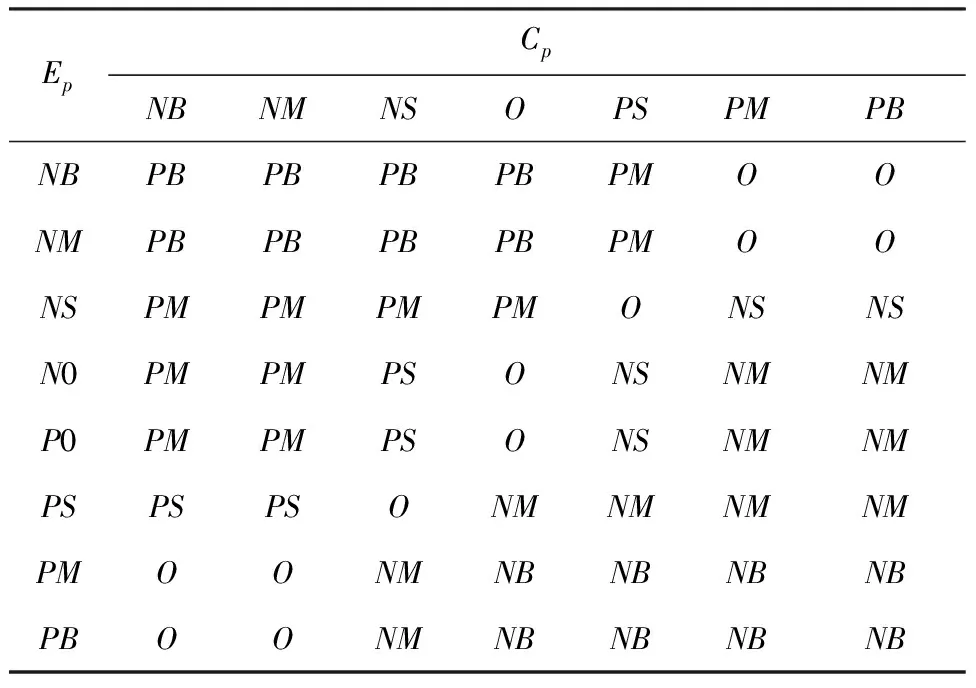
表1 模糊規(guī)則控制表
EP的隸屬函數(shù)圖如圖5所示,CP和IU的隸屬度函數(shù)如圖6所示。
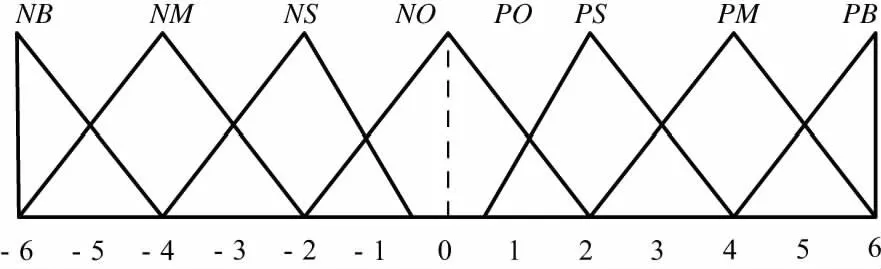
圖5 EP的隸屬函數(shù)圖
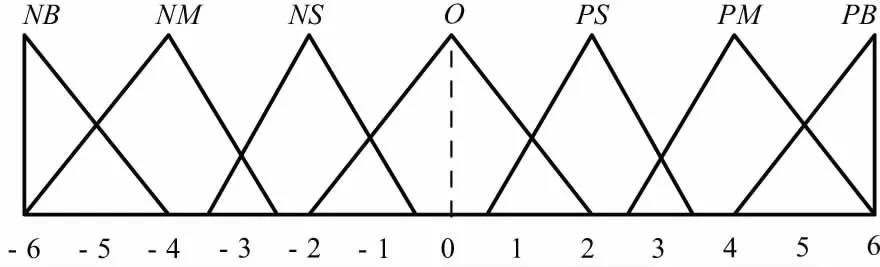
圖6 CP和IU的隸屬函數(shù)圖
3 基于主軸轉(zhuǎn)速調(diào)整的顫振控制
在機(jī)床主軸轉(zhuǎn)速調(diào)整抑制顫振的方面,Y.S.TARNG[6]研究了刀具前后兩次切削振紋之間相位差與極限切削寬度之間的關(guān)系,得出2π是刀具前后兩次切削振紋之間最優(yōu)相位差的結(jié)論。李茂月[7]等基于開放式控制器,通過在線調(diào)整機(jī)床主軸轉(zhuǎn)速實(shí)現(xiàn)了切削顫振抑制。
切削顫振穩(wěn)定性理論認(rèn)為:若當(dāng)前切削條件下所允許的極限切削寬度大于當(dāng)前所使用的切削寬度,將不會(huì)發(fā)生顫振。文獻(xiàn)[6] 中的研究表明,切削加工時(shí),改變刀具前后兩次切削在工件表明留下振紋間的相位差,可以調(diào)整穩(wěn)定切削時(shí)所允許的極限切削寬度,且當(dāng)該相位差為時(shí),可以獲得最大極限切削寬度。
(1)
式中:fc為顫振頻率;ft為刀齒切削頻率;N為滿足等式的最大整數(shù)。
(2)
式中:ns為主軸每分鐘轉(zhuǎn)速;z為刀具齒數(shù)。
如圖7所示,通過調(diào)整主軸轉(zhuǎn)速可以改變當(dāng)前的加工狀態(tài),當(dāng)機(jī)床主軸轉(zhuǎn)速為ns1時(shí),當(dāng)前切削寬度大于穩(wěn)定切削時(shí)所允許的極限切削寬度,加工處于不穩(wěn)定區(qū)域中A點(diǎn);當(dāng)轉(zhuǎn)速調(diào)整到ns2,穩(wěn)定切削時(shí)所允許的極限切削寬度增大,大于當(dāng)前切寬,加工處于穩(wěn)定區(qū)域中B點(diǎn),顫振消除。
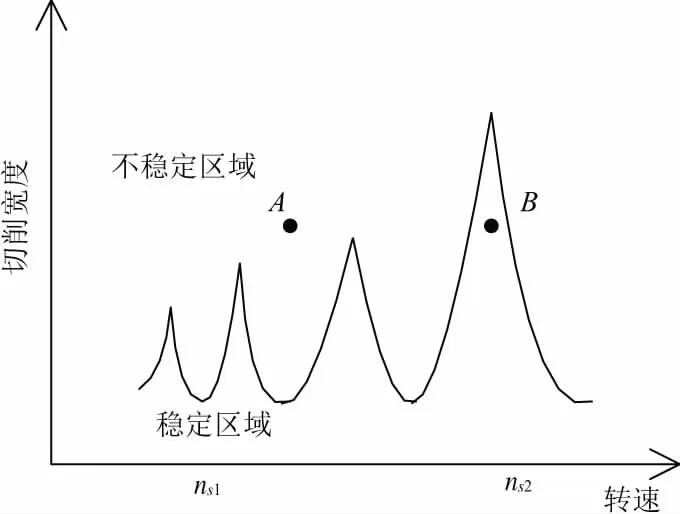
圖7 切削穩(wěn)定性葉瓣圖
4 機(jī)床主軸轉(zhuǎn)速與進(jìn)給速度的調(diào)整規(guī)則
切削過程中主軸轉(zhuǎn)速及進(jìn)給速度的變化影響著主軸功率的大小,同時(shí)也影響切削振動(dòng)。在本文研究的加工方法中,主軸切削功率恒定是通過調(diào)整主軸進(jìn)給實(shí)現(xiàn),顫振抑制是通過調(diào)整主軸轉(zhuǎn)速實(shí)現(xiàn)。圖8所示為機(jī)床主軸電機(jī)功率、轉(zhuǎn)矩與轉(zhuǎn)速特性曲線[8]。
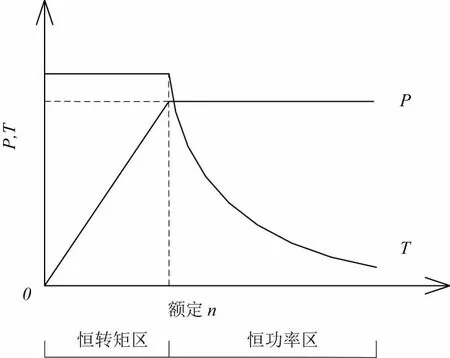
圖8 電機(jī)功率、轉(zhuǎn)矩與轉(zhuǎn)速特性曲線
在圖8中,以主軸電機(jī)額定轉(zhuǎn)速為界限,電機(jī)工作狀態(tài)有兩種:當(dāng)主軸電機(jī)轉(zhuǎn)速低于其額定轉(zhuǎn)速時(shí),電機(jī)工作在恒轉(zhuǎn)矩區(qū);當(dāng)電機(jī)轉(zhuǎn)速高于額定轉(zhuǎn)速時(shí),電機(jī)工作在恒功率區(qū)。當(dāng)電機(jī)工作在恒轉(zhuǎn)矩區(qū)時(shí),此時(shí)電機(jī)功率會(huì)隨著轉(zhuǎn)速增大而增大,主軸轉(zhuǎn)速調(diào)整會(huì)造成主軸功率的變化。為此本文以提高加工效率為目標(biāo),制定了主軸轉(zhuǎn)速與進(jìn)給速度的調(diào)整原則:1)主軸轉(zhuǎn)速和進(jìn)給速度不同時(shí)調(diào)整;2)若顫振消除后主軸切削功率減小,則保留調(diào)整后的主軸轉(zhuǎn)速;當(dāng)顫振消除后主軸切削功率增大,則將主軸轉(zhuǎn)速恢復(fù)到調(diào)整前的值。融合顫振控制的恒功率約束自適應(yīng)加工系統(tǒng)工作流程如圖9所示。
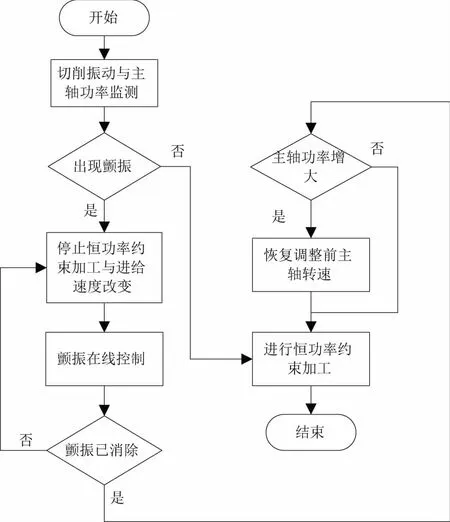
圖9 主軸轉(zhuǎn)速與進(jìn)給速度調(diào)整流程圖
5 切削實(shí)驗(yàn)與結(jié)果分析
5.1 實(shí)驗(yàn)方案設(shè)計(jì)
本文切削實(shí)驗(yàn)主要分為2組:第1組,基于恒功率約束的自適應(yīng)切削加工;第2組,基于融合顫振控制的恒功率約束自適應(yīng)切削加工。實(shí)驗(yàn)在5軸聯(lián)動(dòng)龍門銑床上進(jìn)行,工件是牌號(hào)均為6061的鋁合金,刀具為直徑10 mm的硬質(zhì)合金立銑刀,工件的尺寸為長70 mm,寬70 mm,高120 mm。初始的切削參數(shù)均如下:主軸轉(zhuǎn)速3 000 r/min,進(jìn)給速度400 mm/min。如圖10所示,工件上刀具切削部分分為2段,第1段切削寬度由4 mm漸增到10 mm,切深不變;第2段切削深度增加,由1 mm增加到1.5 mm,切寬不變。設(shè)計(jì)該外形工件的目的是:變切削寬度使切削過程出現(xiàn)明顯的顫振,變切削深度使主軸切削功率變化明顯。切削過程中機(jī)床主軸目標(biāo)切削功率設(shè)定為3 000 W。
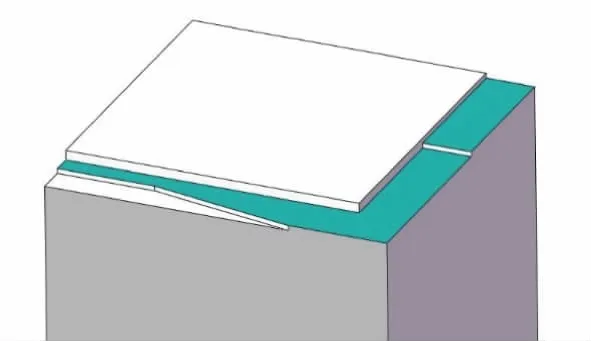
圖10 實(shí)驗(yàn)工件外形
5.2 實(shí)驗(yàn)結(jié)果分析
第1組實(shí)驗(yàn)中機(jī)床主軸切削功率和進(jìn)給速度變化過程如圖11所示。
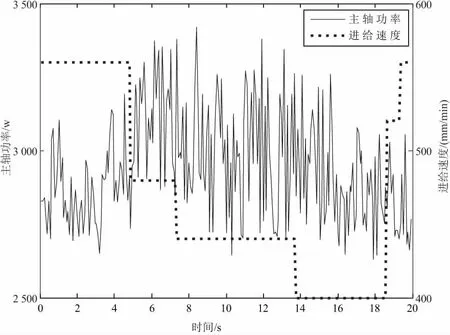
圖11 第1組實(shí)驗(yàn)主軸切削功率與進(jìn)給速度變化過程圖
從圖11中可以看出,整個(gè)切削過程中主軸切削功率在3 000 W上下變動(dòng),變化幅度較小,同時(shí)進(jìn)給速度也在變化。加工初始時(shí),進(jìn)給速度為560 mm/min,此后切削寬度逐漸增加,第5 s左右發(fā)生切削顫振,進(jìn)給速度減小為480 mm/min。此后切削寬度逐漸增大到10 mm,進(jìn)給速度進(jìn)一步減小,變?yōu)?40 mm/min。約14 s時(shí),切削深度增加為1.5 mm,進(jìn)給速度減小為400 mm/min。直到刀具逐漸切出工件,切削寬度減小,進(jìn)給速度逐漸增大到560 mm/min。整個(gè)加工過程時(shí)間約為20 s。
第2組實(shí)驗(yàn)中機(jī)床主軸切削功率和進(jìn)給速度變化過程如圖12所示。

圖12 第2組實(shí)驗(yàn)主軸切削功率和進(jìn)給速度變化過程圖
第2組實(shí)驗(yàn)中整個(gè)切削過程機(jī)床主軸切削功率依然恒定在3 000 W左右,但是進(jìn)給速度的變化相較于第1組實(shí)驗(yàn)有所不同。兩組實(shí)驗(yàn)中進(jìn)給速度和主軸轉(zhuǎn)速變化過程對(duì)比如圖13所示。
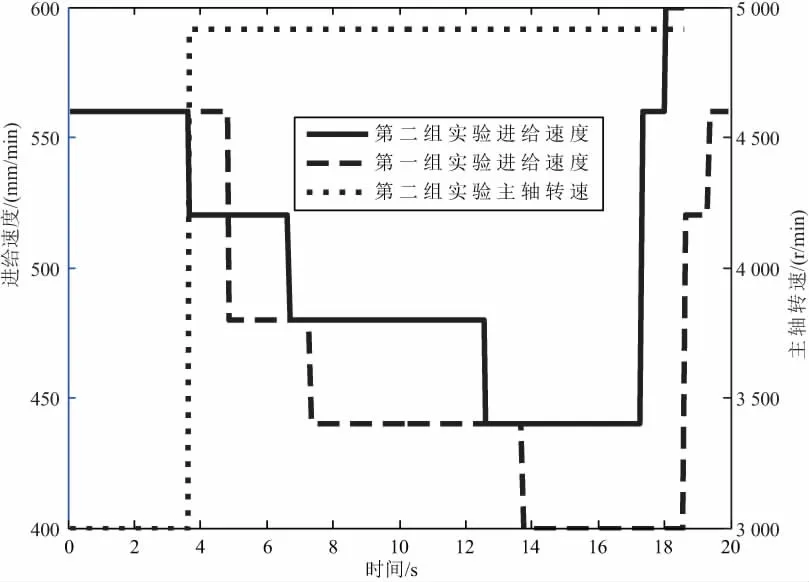
圖13 第1組、第2組實(shí)驗(yàn)切削進(jìn)給速度和主軸轉(zhuǎn)速對(duì)比圖
圖13中,在第2組實(shí)驗(yàn)中約第4 s時(shí)出現(xiàn)顫振,機(jī)床主軸轉(zhuǎn)速由3 000 r/min調(diào)整到4 950 r/min。在顫振消除后,切削過程各個(gè)時(shí)間段內(nèi)的進(jìn)給速度均大于第1組實(shí)驗(yàn)中的進(jìn)給速度,整個(gè)切削過程的時(shí)間約為18.5 s,相較于第1組實(shí)驗(yàn)縮短了約1.5 s。
6 結(jié)語
由于顫振會(huì)增大切削振動(dòng),造成主軸切削功率增大,恒功率約束的自適應(yīng)加工系統(tǒng)會(huì)減小進(jìn)給速度來保持主軸切削功率恒定,降低了加工效率。本文研究的融合顫振控制的恒功率約束自適應(yīng)加工方法不僅實(shí)現(xiàn)了切削恒功率約束,還對(duì)顫振進(jìn)行了抑制,相比較單一的恒功率約束自適應(yīng)加工方法而言,對(duì)加工效率有著更加明顯的提升。
猜你喜歡
作文·小學(xué)低年級(jí)(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(jí)(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(jí)(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(bào)(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55