工藝參數對cBN砂輪加工TC4鈦合金磨削性能的影響
2018-11-01 09:30:12陳日月劉小磐張先桂孔偉兵高朋召
超硬材料工程 2018年5期
陳日月,劉小磐,張先桂,孔偉兵,高朋召
(1.廣東省輕工業技師學院,廣東 廣州 510300; 2.湖南大學 材料與工程學院,湖南 長沙 410082)
前 言
TC4鈦合金其名義成分為Ti6Al4V,馬氏體α+β型鈦合金,高鋁當量(鋁當量6)。密度為4.5g/cm3,抗拉強度大于850MPa,具有優良的耐蝕性、小的密度、高的比強度及較好的韌性和焊接性等一系列優點,廣泛應用于航空航天、石油化工、造船、汽車,醫藥等部門[1]。TC4本身表面硬度不高,HRC30左右。但是當采用傳統的剛玉砂輪對TC4工件進行磨削加工時,磨削熱量會使材料表面被氧化、氮化和碳化,會形成一氧化鈦、二氧化鈦、碳化鈦和氮化鈦的混合表皮,該混合表皮的硬度非常高,其中TiC和Ti3N4的HRC硬度都超過了65,所以傳統的剛玉砂輪很難加工TC4鈦合金[2]。
立方氮化硼(cBN)是所有材料中硬度僅次于金剛石的物質,它具有熱導率高,化學穩定性好,紅硬性高等特點。用人工合成的cBN顆粒和陶瓷結合劑制備的陶瓷結合劑cBN砂輪,具有彈性模量高、化學性質穩定、磨削效率高,磨削質量好等特點,特別適用于黑色金屬材料的成型磨削和拋光。目前有研究者嘗試性地研究了陶瓷結合劑cBN砂輪加工TC4鈦合金,初步的實驗結果表明,cBN砂輪磨削TC4鈦合金時其磨削效率和工件表面質量遠遠高于剛玉砂輪加工的零件[3-4]。但是系統地研究工藝參數對陶瓷結合劑cBN砂輪加工TC4鈦合金磨削性能影響的報道目前還未見。
實驗采用自制的陶瓷結合劑cBN砂輪對TC4鈦合金棒型零件進行了外圓磨削,探討了砂輪的工作轉速、砂輪進刀量和砂輪的修整周期對cBN砂輪磨削性能的影響,為開發高質量的TC4鈦合金零件加工工藝提供了理論參考。
1 實驗
陶瓷結合劑cBN砂輪制備流程如圖1所示:
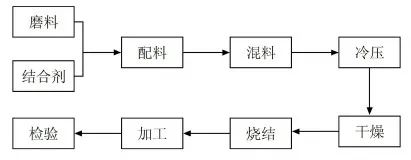
圖1 陶瓷結合劑cBN砂輪生產工藝流程Fig.1 Preparation process of vitrified-bond diamond wheels
先將按配方稱取的cBN磨料(120/140#,河南富耐克991型磨料)和結合劑置于研缽中,再加入適量潤濕劑和臨時粘結劑充分混合、過篩。將混好的成型料在壓機上用30MPa壓力壓制成相應尺寸的砂輪坯體,再按一定順序脫模,獲得砂輪坯體。將砂輪坯體室溫下干燥6h后,在烘箱內70℃下干燥24h。再將砂輪放入箱式電阻爐中以3℃/min的速度升溫至800℃保溫2小時后隨爐冷卻獲得砂輪燒結體。再將燒結體采用環氧膠粘接于40Cr基體上,再用金剛石滾輪對砂輪外圓和端面進行加工,獲得磨削實驗用砂輪樣品。
砂輪的規格為1A1455×27×202×5,工作平臺為德國Walter400combi型外圓磨削加工中心,最高轉速3500r/min,冷卻介質為水。磨削工件為TC4圓棒,棒體尺寸Φ16×80mm,單邊磨削量0.3mm。
砂輪在某一參數下穩定工作后,磨削0.5h,通過加工中心橫向坐標的變化,算出金剛石砂輪的消耗體積Vw,通過計算加工的鈦棒數量,算出磨削掉的鈦棒的體積Vs,用Vs除以Vw,算出砂輪在該工藝參數下相對于鈦棒的磨耗比G。砂輪在某一參數下穩定工作后,讀出機床的輸出功率,將功率除以砂輪的轉速,即獲得砂輪工作時所承受的切向磨削力。砂輪磨削加工后,將TC4鈦棒浸泡在無水乙醇中超聲清洗1h,干燥后采用上海倫捷機電儀表有限公司SRT-6200手持式粗糙度測量儀測量鈦棒3處不同地方的表面粗糙度,取其平均值為鈦棒粗糙度值。
2 實驗結果與討論
2.1 砂輪工作速度對砂輪磨削性能的影響
在進刀量為0.3mm/min的條件下,通過改變磨削中心主軸的轉速考察了砂輪在不同工作速度下的磨削性能(表1)。實驗結果表明隨著砂輪工作速度的提高,砂輪加工后的鈦棒表面粗糙度數值Ra下降,磨耗比提高,砂輪磨削時的切向磨削力下降。
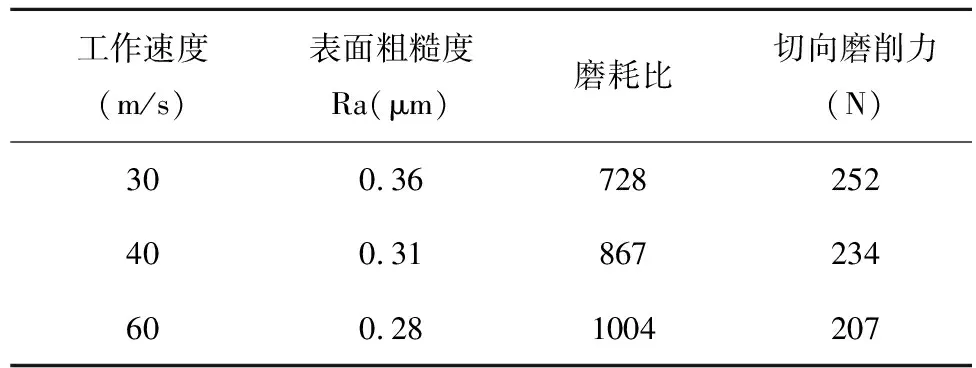
表1 不同工作速度下陶瓷結合劑cBN砂輪的磨削性能
圖2為cBN砂輪不同工作速度加工出的鈦棒表面,當cBN砂輪徑向進刀量恒定時,砂輪工作速度越快,砂輪單圈進刀量越小,磨料單圈切入鈦棒深度越小。顯微照片表明,當砂輪的工作速度為30m/s時,砂輪在鈦棒表面產生的磨削槽寬度較寬,說明cBN磨粒切入TC4鈦棒深度較深;當砂輪工作速度為60m/s時,TC4表面的磨削槽更加細密,表明磨粒切入較淺。
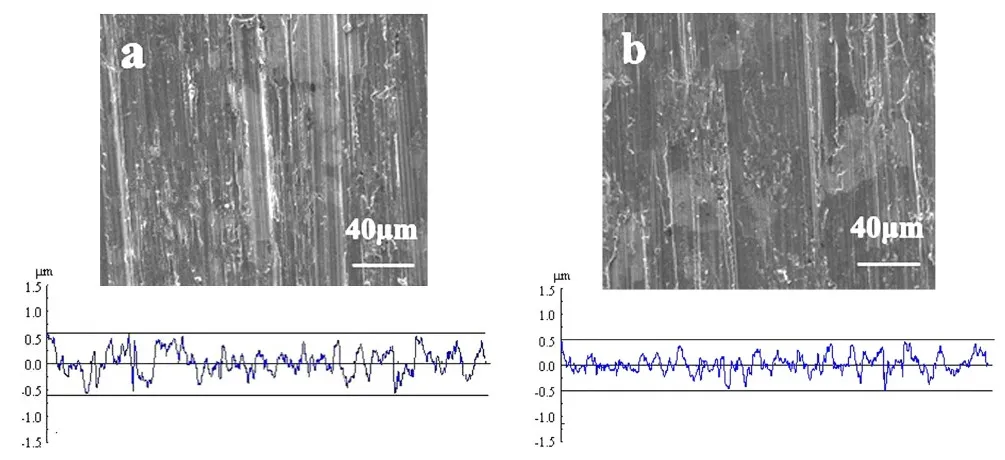
圖2 cBN砂輪不同工作速度加工出的鈦棒表面Fig.2 TC4 surfaces processed by CBN wheels at different speedsa.30m/s; b.60m/s
當砂輪工作穩定時,磨床主軸電機的輸出功率基本為一定值,此時砂輪磨削所產生的切向磨削力也基本恒定,根據作用力與反作用力原理,砂輪的磨削力應該等于磨粒在磨削時對鈦棒表面產生的剪切應力,假設單顆磨粒一個磨削周期只產生一條切屑,則砂輪的磨削力為[5]:
Ft=nδ0aε
(1)
式中:Ft為砂輪的切向磨削力;n為參加磨削的磨粒數,與磨料尺寸和磨料濃度有關;a為磨屑的截面積;δ0為TC4鈦棒的抗剪切強度;ε為形狀因子在0.25~0.4之間。由式(1)得出,相同的砂輪,工作速度提高后,磨屑的截面積減小,所以砂輪切向磨削力Ft隨著砂輪工作速度的提高而下降,該理論推導與表1測試的磨削力隨砂輪工作速度改變而變化的趨勢也符合較好。
圖3為當砂輪工作速度為60m/s時,砂輪進刀量對砂輪磨耗比的影響,實驗數據表明:當cBN砂輪進刀量小于0.2mm/min時,砂輪的進刀量對磨耗比影響很小;當進刀量大于0.2mm/min時,隨著砂輪進刀量的增加,砂輪的磨耗比迅速下降。
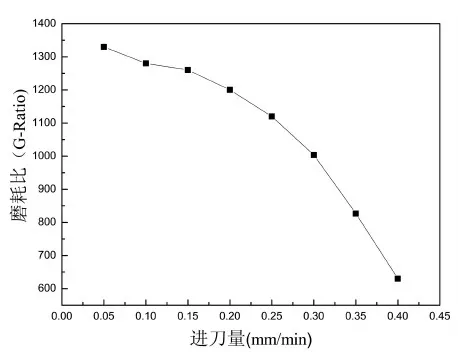
圖3 砂輪進刀量對砂輪磨耗比的影響Fig.3 Effects of wheel cutting depth on grinding ratio
cBN砂輪在磨削過程中的損耗形式主要為cBN磨料的破碎與脫落,所以砂輪的磨耗比實際上決定于磨料的損耗速度,損耗速度越快砂輪磨耗比越低[6]。對于同一片砂輪在相同的磨削速度和冷卻條件下,磨料的損耗速度主要與砂輪所承受的磨削力有關,圖4為砂輪進刀量對砂輪切向磨削力的影響。圖4顯示,隨著進刀量的增加,砂輪所承受的切向磨削力增大,但是當進刀量小于0.2mm/min時,隨著進刀量的增加,砂輪切向磨削力增加幅度較小;當進刀量大于0.2mm/min時,隨著進刀量的增加,砂輪切向磨削力快速增加。因為是同一片砂輪,cBN磨料的抗剪切強度一定,當砂輪切向磨削力增大后,cBN磨料更易破碎消耗,所以砂輪的磨耗比下降。
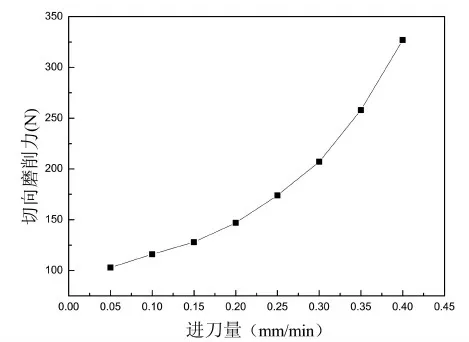
圖4 砂輪進刀量對砂輪切向磨削力的影響Fig.4 Effects of wheel cutting depth on the tangential grinding force
圖5為不同進刀量下的砂輪工作面形貌。當進刀量為0.1mm/min時,砂輪的工作面出現了明顯的磨料破碎現象,此時磨料在磨削熱和冷卻液的交替作用下由于熱應力破碎為小塊脫落,磨削刃的露出高度較低,整個砂輪的工作面較為平整,在較小進刀量下,磨削刃切入砂輪深度也較淺,所以磨削力較小,磨料脫落速度也較慢,磨耗比較高。當進刀量為0.4mm/min時,砂輪的工作面出現了較多的碎片,部分碎片上有燒結氣孔的痕跡,可以斷定為結合劑的碎片[7],與破碎結合劑相臨的磨料也有整顆脫落的現象。該顯微結構表明,cBN砂輪隨著進刀量的增加,結合劑所承受的應力增加,當應力強度超過結合劑強度時,磨料間的結合劑橋斷裂,砂輪的損耗形式由磨料破碎脫落轉變為磨料整粒脫落,隨著磨料脫落形式的轉變,磨削面上磨削刃的露出高度大幅度增加,在大進刀量條件下,磨削刃切入工件的深度也會有一個突然的變大,所以對應磨削力也有一個跳躍式上升,而磨耗比則隨著進刀量增大而快速下降。
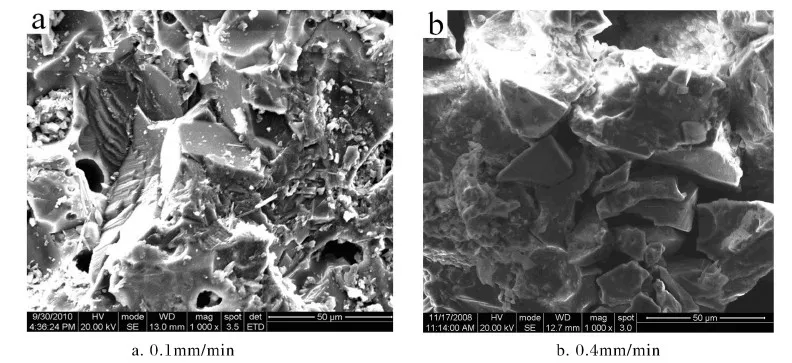
圖5 cBN砂輪不同進刀量下工作面形貌進刀量Fig.5 SEM image of 1# wheel under different cutting depthsa. 0.1mm/min; b. 0.4mm/min
進刀量對加工工件表面粗糙度的影響如圖6所示。對于cBN砂輪,進刀量對磨削后TC4工件的表面粗糙度影響不大,隨進刀量增大,工件輪廓算術平均偏差(Ra)波動較小,不平度十點高度(Rz)呈緩慢遞增趨勢。進刀量小時,加工工件的表面質量優于大進刀量下加工的工件。這主要是因為,當進刀量較小時,cBN磨料的失效方式以破碎為主,工作面上磨料的露出高度較低,因此加工出的工件表面粗糙度較好;當進刀量較大時,cBN磨料的失效方式卻以脫粒為主,此時工件的表面粗糙度由磨料粒度決定,加工出的工件表面粗糙度較大。
磨削過程中,工件的表面粗糙度取決于磨料切入工件的深度[8]。如圖6所示,當進刀量較小時,磨料的失效方式以破碎為主,工作面上磨料的露出高度較低,因此加工出的工件表面粗糙度較好;當進刀量較大時,cBN磨料的失效方式以脫粒為主,此時工件的表面粗糙度由磨料粒度決定,cBN砂輪加工出的工件表面粗糙度較大。
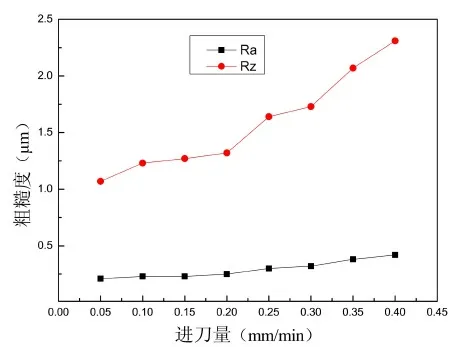
圖6 砂輪進刀量對加工后TC4工件表面粗糙度影響Fig.6 Effects of wheel cutting depth on surface roughness of processed TC4 workpieces.
3 結論
陶瓷結合劑cBN砂輪能夠加工TC4鈦合金工件,cBN砂輪的工作參數對砂輪的磨削性能有較大的影響。當進刀量恒定時,隨著砂輪轉速的提高,砂輪的磨耗比上升,砂輪承受的磨削力和加工工件的表面粗糙度值Ra下降。當砂輪轉速恒定,隨著砂輪進刀速率的增大,砂輪的磨耗比下降,砂輪承受的磨削力和加工工件的表面粗糙度值Ra上升。當砂輪工作速度為60m/s,進刀量為0.3mm/min時,cBN砂輪對TC4鈦棒的磨耗比為1004,砂輪承受切向磨削力為207N,加工后的TC4鈦棒的表面粗糙度為Ra0.28μm。