不同磨削層圖案對cBN砂帶磨削性能的影響研究
2018-11-02 01:17:18肖樂銀謝德龍蔣燕麟陳家榮潘曉毅
超硬材料工程 2018年5期
關鍵詞:效率
肖樂銀,林 峰,謝德龍,陳 超,蔣燕麟,陳家榮,潘曉毅
(1. 廣西超硬材料重點實驗室,桂林 541004; 2. 國家特種礦物材料工程技術研究中心,桂林 541004;3. 中國有色桂林礦產地質研究院有限公司,桂林 541004)
超硬材料工具,包括超硬材料砂帶,將在高效、精密、節能、環保的現代制造業中扮演重要角色。目前已知硬度最高的金剛石為磨料的砂帶,在工程陶瓷、玻璃等硬脆材料的磨削加工中表現出無可比擬的優越性,但在磨削鐵族元素材料過程中會發生碳化反應,不宜用于鋼鐵材料的加工[1-2]。cBN的硬度僅次于金剛石,惰性強,特別適合又硬又韌鐵基合金的加工,同時,砂帶形狀保持性好,使用壽命長,具有很好的綜合性能。在西方發達國家cBN砂帶已廣泛應用于汽車、機械、航空航天、涂層、儀器儀表等領域[3-4]。
cBN砂帶具有優異的磨削性能,不僅因為磨料本身的硬度高,還因為其涂覆圖案的特殊性。針對不同的加工對象和要求,目前市場上已出現了各種不同磨削層圖案的cBN砂帶[5-6]。本文采用圓點和箭頭兩種磨削層圖案砂帶進行磨削試驗,分析磨削層圖案對cBN砂帶加工表面質量、磨削效率及壽命的影響。
1 試驗條件和方法
1.1 cBN砂帶規格
砂帶規格見表1。
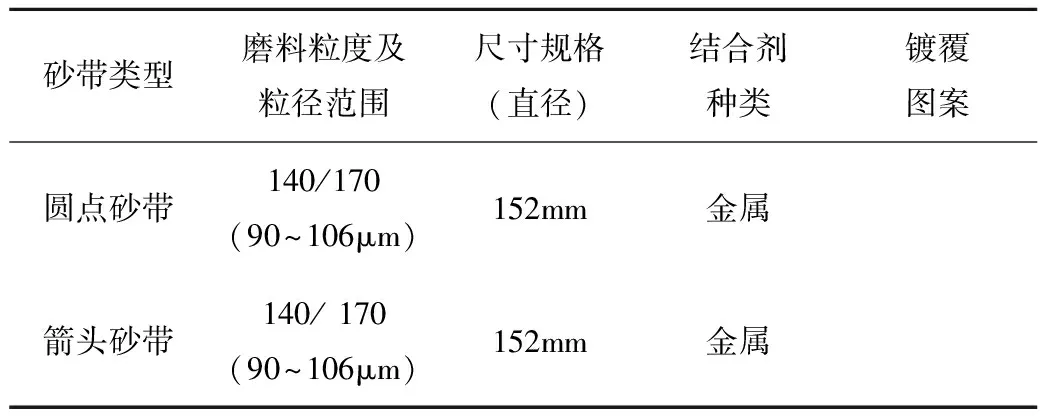
表1 砂帶規格
1.2 磨削條件
機床:自行改裝的CM6125車床,使用時轉速為1600r/min
接觸輪:Ф152×38mm;海綿輪;邵氏硬度為22A°
工件:線切割45號鋼,尺寸為(13×11×50)mm
磨削及冷卻方式:采用恒進給的磨削方式,冷卻液為水
1.3 試驗方法
本試驗采用相同規格不同磨削層圖案的兩種cBN砂帶,分別對45號鋼進行磨削,其磨削原理如圖1所示,分析并比較兩者之間的磨削性能。
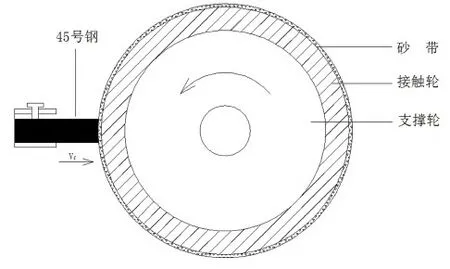
圖1 砂帶磨削原理圖Fig.1 Schematic diagram of abrasive belt grinding
2 試驗結果分析與討論
2.1 不同磨削層圖案對cBN砂帶加工表面質量的影響
表面質量是指表面粗糙度及表面層的物理機械性能,也稱表面完整性[7]。圖2為不同磨削層圖案砂帶在壽命期內磨削表面粗糙度的變化曲線,通過圖2我們可以發現,在砂帶使用初期,由于表面形貌中磨粒高度的標準偏差較大,兩種磨削層圖案砂帶都獲得較大的粗糙度。隨著磨削過程的繼續進行,cBN砂帶進入以摩擦磨耗為主的穩定磨損階段,磨粒的磨損使砂帶表面形貌標準偏差穩定下降,磨粒等高性得到改善,表面粗糙度便逐漸地趨于線性關系的緩慢下降。
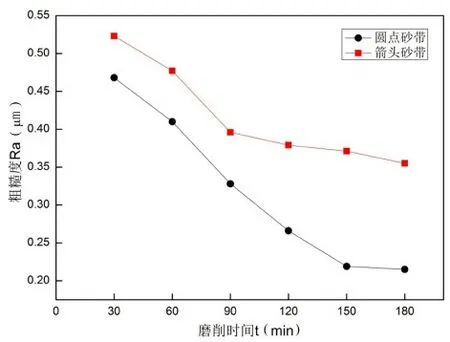
圖2 磨削表面粗糙度隨時間的變化Fig.2 The change of grinding surface roughness with time
但是,在整個磨削過程中,箭頭圖案cBN砂帶表面粗糙度都要大于圓點圖案砂帶,主要由于箭頭圖案砂帶硬度大,彎曲圓度誤差大易造成磨削震動[8],使加工表面粗糙度增大。同時,通過計算求得箭頭砂帶磨削工作層的有效面積為50.8%、圓點砂帶有效面積為56.1%,單位面積內圓點砂帶的磨粒數要多于箭頭砂帶,單顆磨粒切削深度變小,金屬表面變形小,減少了金屬因磨粒耕犁形成的隆起高度以及熱塑性變形[8],因而粗糙度值隨之變小,最終測得圓點砂帶的表面粗糙度為0.215μm、箭頭砂帶為0.355μm。
磨削完畢后,觀察加工工件的表面形貌,如圖3所示,通過圖3可以看出箭頭砂帶磨粒劃痕殘留的波峰、波谷,要稍明顯于圓點砂帶,但兩者加工工件的質量都無燒傷情況,表面質量較好,這主要是由于冷卻液容易進入磨削界面,將磨削區域的磨削熱快速帶走,磨削溫度低。
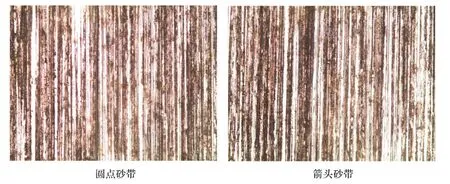
圖3 不同磨削層圖案cBN砂帶加工工件表面形貌Fig.3 The surface topography of workpieces with two kinds of cBN abrasive belts pattern
2.2 不同磨削層圖案對cBN砂帶磨削效率和壽命的影響
不同磨削層圖案cBN砂帶磨削效率隨時間的變化如圖4所示,在磨削初期,砂帶刃形鋒利,參加切削的磨粒數目多,砂帶切削能力強,材料切除效率大[9]。
但在磨削前期,箭頭圖案砂帶表現出比圓點圖案砂帶更優異的切削性能。在柔曲過程中,我們發現圓點砂帶比箭頭砂帶具有更好的彈性和柔曲性能,箭頭砂帶在進行磨削時,磨痕深度接近于磨粒切刃的露出高度;而圓點砂帶磨削時較多凸出的磨粒被壓向背襯材料,磨痕深度淺,從而使箭頭砂帶表現出更強的切削能力,加工時磨削效率也越大。同時,箭頭形狀對砂帶具有自銳性,有利于磨粒以不同的角度和工件接觸并切入工件[8],切除能力也更強。但隨著磨削的繼續進行,箭頭圖案砂帶磨粒受到的沖擊作用力更大,cBN磨料顆粒更易脫落,如圖5所示,磨削150分鐘后,箭頭砂帶的磨削效率要低于圓點砂帶。最終,稱量求得箭頭砂帶的磨耗比為219.1、圓點砂帶為216.5,相差不是很大,主要由于箭頭砂帶高的材料去除質量抵消了部分cBN磨料的脫落。
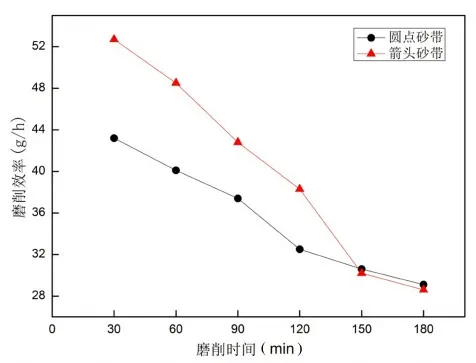
圖4 磨削效率隨時間的變化Fig.4 The change of grinding efficiency with time

圖5 磨削150分鐘后cBN砂帶表面形貌Fig.5 The surface topography of cBN abrasive belts after 150min of grinding
3 結論
(1)在cBN砂帶使用初期,兩種磨削層圖案砂帶都獲得較大的粗糙度,隨后緩慢下降趨于穩定,整個磨削過程,箭頭砂帶表面粗糙度要大于圓點砂帶,兩者加工工件都能獲得較好的表面質量。
(2)在磨削前期,箭頭砂帶表現出比圓點砂帶更好的磨削效率,隨著磨削的繼續進行,箭頭砂帶磨削效率下降較快,但兩種磨削層圖案cBN砂帶磨耗比相差不大。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32