大葉型風力發電葉片主梁真空導注工藝優化研究
2018-10-21 00:12:46尹權
中國化工貿易·中旬刊 2018年10期
關鍵詞:風力發電
尹權
摘 要:對大葉型梁帽真空導注工藝進行三種不同方案的研究,通過在梁帽采用不同管路、導流網工藝對比,探索更合理的大葉型梁帽注膠方式。研究發現,層數較厚、寬度較寬的大葉型梁帽,采用優化的工藝方式,滿足浸潤要求下可減少導注時間40min以上。這對預防大葉型梁帽生產過程中容易出現的包圍、樹脂固化等,有很好的指導作用。
關鍵詞:風力發電;大葉型;梁帽;真空導注
解決葉片重量載荷增加問題,必然要增大葉片主梁帽的載荷承載能力[1]。有兩種手段:采取高模量纖維代替一般玻璃纖維,或者增加主梁帽玻璃纖維的鋪層厚度與寬度。本文中使用恒溫設備對樹脂的放熱峰進行恒溫過程監測、使用差熱掃描的方式對樣品固化度研究,并使用馬弗爐燃燒方式對樣品含膠量測試。系統研究和分析樣品導注過程及最終導注結果,為合理確定高模量玻纖在增加鋪層和寬度的情況下,需采取工藝措施提供一定理論依據。
1 材料及試驗方法
該研究使用的玻璃纖維是某知名廠商的高模量玻璃纖維,樹脂為灌注環氧樹脂。采用BLLON-W-504B型恒溫槽,在40℃的情況下,對樹脂的固化過程監測。采用NDJ-5S型粘度計對樹脂粘稠度進行等溫條件下粘稠度進行分析。采用SX2-10-10A馬弗爐對樣品的含膠量進行測試。產品實驗過程使用此高模量玻璃纖維在主梁帽模具上進行鋪層,鋪層時下部均采用雙層導流網、導流網距離鋪層邊緣(抽氣口一側)50mm。完成鋪層以后對三個方案分別采用:方案1上部單層導流網,一個注膠管路;方案2上部雙層導流網,注膠口側一個注膠管路;方案3上部單層導流網,注膠口側一個注膠管路,同時在距離注膠口側邊緣200mm的鋪層上方位置平行增加第二個注膠管路。上部導流網邊緣距離抽氣口一側法蘭邊均為90mm。
2 試驗結果與分析
2.1 樹脂恒溫固化放熱過程
灌注樹脂混合體系在25℃恒溫環境條件下的凝膠放熱過程表明,本樹脂體系在300min以內放熱比較平緩,混合體系溫度穩定升高。在樹脂溫度達到40℃以上后迅速反應放熱,并且在40min左右達到其放熱峰,之后溫度開始下降。這表明此灌注樹脂體系在40℃以上環境溫度下,會快速發生聚合反應。在25℃環境溫度條件下,其可操作時間大約300min,是一種典型的灌注樹脂體系。
2.2 樹脂粘度分析
不同溫度下測試的環氧樹脂主劑粘度表明,主劑隨著溫度升高其粘度會逐漸降低。溫度大于40℃,粘度趨于穩定。溫度20℃~30℃之間,粘度在3000cps~1000cps之間。表現的特性符合高分子環氧樹脂的典型特性。測試灌注樹脂混合體系的粘度特性,室溫(25±1℃)、環境濕度60%±5條件下,測試混合體系的粘度變化表明樹脂混合后的90min時間內,粘度200cps~400cps之間,符合灌注樹脂混合體系的最佳粘度范圍。
2.3 樣品真空導注過程研究
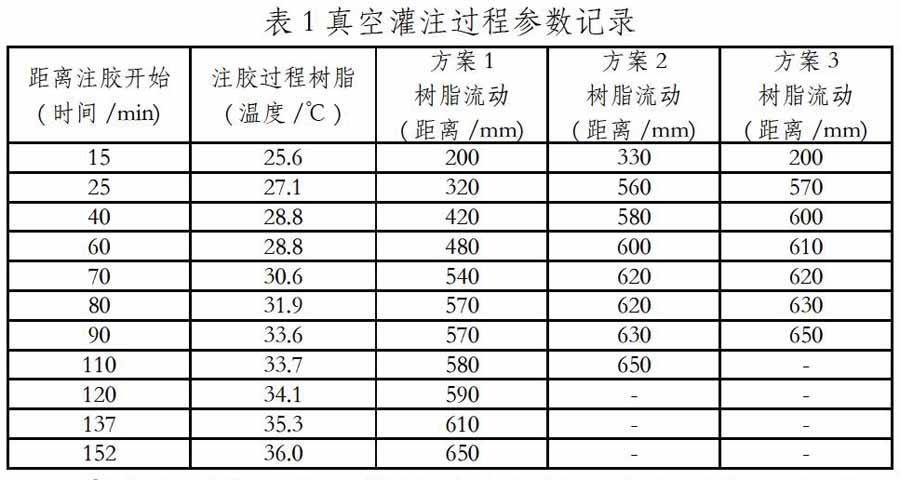
①真空導注方案對比研究:實驗過程采取幅寬650mm的高模量玻璃纖維,鋪層厚度均為50層。按照前述方案進行鋪層,鋪層結束后抽真空度≥0.95,使用相同溫度(25℃)灌注樹脂真空導注,導注部分參數見表1。
②真空導注過程與樣品狀態分析:真空導注完成后,按照玻璃鋼固化要求進行加熱固化。經檢查固化完成后的三種方案樣品,樣品灌注效果外觀良好,進行剖面查看,其樹脂浸潤都比較均勻,不存在干絲或可見貧膠現象,但方案3中距離注膠口一側200mm處增加一條平行注膠管路,導注樣品脫模后表面產生一條軸向褶皺,顯然不符合玻璃鋼成型無褶皺要求,需采取措施進行改善。
2.4 樣品含膠量分析
對三種方案取樣,測試含膠量。樣品1的①、②、③處含膠量分別為53.01、51.37、52.67;樣品2對應三處為50.01、51.54、52.08;樣品3為:51.86、53.29、53.16。
上述數據看出,三種方案的幾處取樣位置含膠量都滿足灌注玻璃鋼含膠量要求范圍[2],且含膠量對于取樣位置、不同樣品,沒有明顯差別。說明三種方案取得灌注效果基本一致,都滿足單軸向玻璃纖維梁帽灌注要求[3]。
得出結論:①三種方案進行的單軸向高模量玻璃纖維真空導注,導注效果都滿足玻璃纖維浸潤要求,玻璃鋼的纖維體積含量也滿足相關要求;②在鋪層上方增加一條平行的軸向注膠管,增大的壓力差有效提高了樹脂流動速度,但存在注膠管壓痕問題需要解決;③玻纖鋪層上部采用雙層導流網,或者增加一條注膠管,能夠減少注膠時間1/3,有效降低導注過程中環氧樹脂出現固化的風險。
參考文獻:
[1]馮消冰,黃梅,王偉.大型風機復合材料葉片鋪層優化設計[J].玻璃鋼/復合材料,2013(3):3-7.
[2] Summerscales J, Searle T J. Low-pressure(Vacuum Infusion) Techniques for Moulding Large Composite Structures[J].Journal of Materials:Design and Applications,2005(17):45-58.
[3]賈智源,關曉方,王戰堅,等.風電葉片用單向復合材料單層厚度影響因素研究[J]/玻璃鋼/復合材料,2015(4): 80-84.
猜你喜歡
東方教育(2016年13期)2017-01-12 22:44:43
中小企業管理與科技·上旬刊(2016年12期)2017-01-05 00:09:51
科學與財富(2016年29期)2016-12-27 13:52:53
電子技術與軟件工程(2016年19期)2016-12-19 18:14:17
中國市場(2016年32期)2016-12-06 11:06:23
價值工程(2016年31期)2016-12-03 00:07:43
中小企業管理與科技·下旬刊(2016年11期)2016-11-18 08:18:07
科技視界(2016年16期)2016-06-29 17:02:02
商(2016年12期)2016-05-09 10:38:04
科技視界(2016年8期)2016-04-05 08:56:22
