超聲沖擊處理MB8鎂合金十字接頭的表層組織及疲勞性能
2018-10-18 08:48:22何柏林江明明于影霞
材料工程 2018年10期
何柏林,江明明,于影霞,李 力
(華東交通大學 材料科學與工程學院,南昌 330013)
鎂合金作為輕質金屬結構材料的首選,具有高比強度、高比剛度、低密度以及優良的切削加工性、阻尼性和電磁屏蔽性能,在航空航天、電子器件、軌道交通裝備及汽車制造中具有極其廣闊的應用前景[1-4]。但鎂合金焊接接頭疲勞性能的研究還處于起步階段,這也成為制約鎂合金焊接結構件廣泛使用的主要原因之一[5]。已有研究表明[6]:鎂合金焊接接頭疲勞性能是影響承受動態載荷結構應用的主要因素之一。目前國內外雖有研究者從TIG焊重熔、激光熔凝處理[7]、超聲噴丸[8]、焊接過程中進行電磁攪拌[9]等方面對提高鎂合金焊接接頭的疲勞性能進行了一定的研究,但存在以下問題:TIG焊重熔只能去掉應力集中,并不能改善焊接接頭的殘余應力分布,且施工工藝復雜,如需對構件預熱、清洗且需要保護氣體,工藝不當反而會造成副作用;激光熔凝處理鎂合金焊接接頭,雖可使熔凝區金屬晶粒得到高度細化,但對工藝要求極為嚴格,且焊接接頭熔凝層表面易出現凹凸不平的小坑,產生較大的應力集中,加速了焊接接頭的疲勞破壞;焊接過程中引入磁場,通過電磁攪拌使晶粒得到細化,使熔池中的雜質得到球化和凈化,能夠改善鎂合金焊接接頭疲勞性能,但焊接過程中線圈的行走速率與送絲速率必須高度協調;噴丸法噪聲大、設備龐大、投資多、不能方便地移動作業,且由于丸粒反彈,存在安全防護以及丸粒需要回收清理的問題;超聲沖擊處理是一種旨在改善焊接接頭疲勞性能的新技術,通過在焊趾或焊縫表面引入殘余壓應力,改善焊接接頭幾何形狀以減少應力集中程度,從而提高焊接接頭的疲勞強度[10],而且由于劇烈的塑性變形,還會使焊縫表層微觀組織結構發生變化,細化焊縫及其附近組織,對焊接接頭的性能產生有益的影響。超聲沖擊強化適用于鋼鐵材料、鋁合金、鈦合金、鎂合金等[11-15]。由于鎂合金的熔點低、導熱快,焊接加熱時需要大功率,因此,影響鎂合金焊接接頭疲勞性能的主要原因與一般鋼鐵材料有很大的不同,除存在殘余拉應力以及焊縫幾何形狀所帶來的應力集中外,熱影響區組織粗大也是引起接頭性能下降的主要原因[16]。MB8是在Mg-Mn二元鎂合金MB1的基礎上添加Ce形成的一種稀土變形鎂合金,其耐腐蝕性能優越、熱裂紋傾向小、強度較高,但其塑性有所降低,在航空航天領域已得到應用[17]。
本工作采用超聲沖擊方法對MB8鎂合金焊接接頭進行超聲沖擊處理,利用萬能金相顯微鏡與透射電子顯微鏡對超聲沖擊處理前后的接頭試樣進行組織實驗,研究超聲沖擊對接頭表面微觀組織的影響。通過對比測試焊態及沖擊處理態接頭的S-N曲線,分析疲勞斷口形貌,研究超聲沖擊引起的接頭疲勞性能變化及其規律。
1 實驗材料與方法
1.1 實驗材料與接頭形式
母材為8mm厚的MB8變形鎂合金板材,為避免出現Mg9Ce組成的低熔點共晶體,采用直徑為3mm的MB3鎂合金焊絲,母材和焊絲的化學成分如表1所示。實驗采用的接頭形式為十字接頭,疲勞試樣的尺寸形狀如圖1所示。

表1 MB8和MB3鎂合金的化學成分(質量分數/%)Table 1 Chemical compositions of MB8 and MB3 magnesium alloys(mass fraction/%)
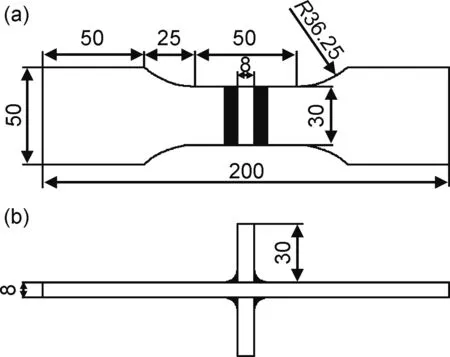
圖1 MB8十字接頭的形狀與尺寸 (a)俯視圖;(b)主視圖Fig.1 Shape and dimension of MB8 cross joints (a)top view;(b)front view
1.2 焊接工藝實驗
先將母材機加工成500mm×200mm×8mm的主板和500mm×30mm×8mm的腹板,用100#的砂紙打磨母材待焊區域和焊絲,充分去除其表面的氧化膜,再用丙酮擦洗板材及焊絲表面,靜置風干。然后,利用NSA-400型鎢極氬弧焊機將一塊主板和兩塊腹板焊接,焊接工藝參數如表2所示。

表2 MB8鎂合金的焊接工藝參數Table 2 Welding parameters of MB8 magnesium alloys
1.3 超聲沖擊實驗
采用HJ-Ⅲ型額定功率為600W的超聲沖擊設備,對接頭焊趾部位實施往復沖擊。沖擊頭頭部形狀為半圓球,半圓直徑為3.0mm,沖擊電流為2.0A,沖擊速率約為15mm/s,往復沖擊時間為10min。具體的沖擊過程為:超聲沖擊針頭垂直對準接頭焊趾部位,使沖擊過程在執行機構自重的作用下沿焊縫方向進行。同時,沖擊槍做適當角度的擺動,以使焊趾區外形為光滑圓弧過渡。
1.4 疲勞實驗
實驗在PLG-200C疲勞試驗機進行,載荷類型為拉-拉疲勞載荷,循環應力比R(σmin/σmax)=0.1,加載波形為正弦波,實驗頻率f=110~115Hz,最大載荷為230MPa。室溫空氣環境中測定不同載荷條件下的疲勞壽命N。
1.5 顯微組織實驗
利用Axio Vert.A1型萬能金相顯微鏡對焊縫區域沖擊前后的試樣進行金相組織的觀察。采用JEM-2100透射電子顯微鏡對超聲沖擊處理后的接頭試樣進行組織實驗:采用線切割,在沖擊后樣品的表面切下尺寸為10mm×10mm×0.5mm大小的金屬薄片,將薄片粘在鐵塊上,使線切割面朝下,然后依次用200,600,1000,2000號金相砂紙將樣品磨薄至30~40μm,再沖出φ3mm大小的圓片,最后對φ3mm的小薄片進行離子減薄。
2 結果與討論
2.1 焊接接頭金相組織分析
圖2為MB8鎂合金十字接頭的金相組織。可以看出,焊縫為典型的柱狀晶組織,熱影響區為不規則的等軸晶組織,而且熱影響區組織較母材組織明顯增大,二者之間存在明顯界限,在界限附近析出許多共晶物。這些共晶物由于熔點較低,再結晶過程中容易軟化,在焊接殘余拉應力的作用下極易萌生疲勞微裂紋,從而使焊接接頭的疲勞性能下降。
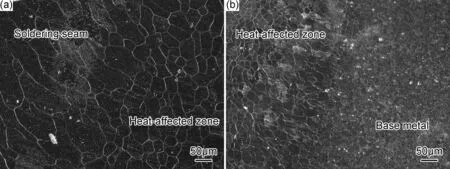
圖2 MB8鎂合金十字接頭的金相組織 (a)焊縫及熱影響區;(b)熱影響區及母材Fig.2 Microstructures of MB8 magnesium alloy cross joints (a)soldering seam and heat-affected zone;(b)heat-affected zone and base metal
圖3為超聲沖擊處理接頭焊趾區域表面組織的高分辨透射電鏡明場像以及對應的選區電子衍射花樣圖。可知,超聲沖擊處理MB8鎂合金焊接接頭表面可以獲得尺寸小于100nm的納米晶組織;同時,選區的電子衍射花樣表現為連續的同心圓環,晶粒隨機取向,這是典型的納米晶衍射花樣特征。圖4為接頭焊趾表面變形層內的位錯纏結、位錯墻以及亞晶的TEM像。在接頭受到超聲沖擊初期,表層組織發生劇烈的塑性變形,原始粗晶內形成大量的位錯;隨后,持續的沖擊使得位錯間的相互作用增強,形成位錯纏結和位錯墻;然后大量位錯湮滅和重排,位錯的間距進一步減小,位錯纏結和位錯墻轉變為小角度亞晶界,形成晶粒細小的亞晶結構。最后,在動態再結晶的作用下,亞晶逐步演變成大小均勻、晶界清晰、取向隨機的納米晶組織。

圖3 沖擊處理表面組織的TEM明場像(a)和對應選區電子衍射花樣圖(b)Fig.3 TEM bright field image(a) of surface microstructure with UIT and selected area electron diffraction pattern(b)
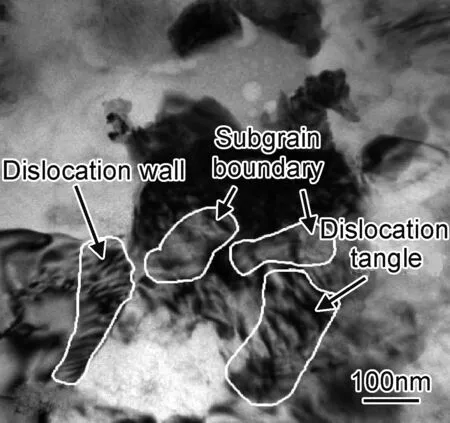
圖4 沖擊處理后表層組織內部位錯纏結、位錯墻和亞晶的TEM圖Fig.4 TEM image of dislocation tangle,wall and subgrain in surface microstructure with UIT
2.2 疲勞實驗數據的統計處理及S-N曲線
疲勞試樣分為未沖擊試樣(焊態)和沖擊試樣(超聲沖擊態)兩組。疲勞實驗采用正弦波形式的拉-拉疲勞載荷,循環應力比R(σmin/σmax)=0.1,實驗頻率f=110~115Hz,疲勞實驗結果如表3所示。根據疲勞實驗結果,分別擬合出兩種狀態下存活率為50%的平均S-N曲線,如圖5所示。
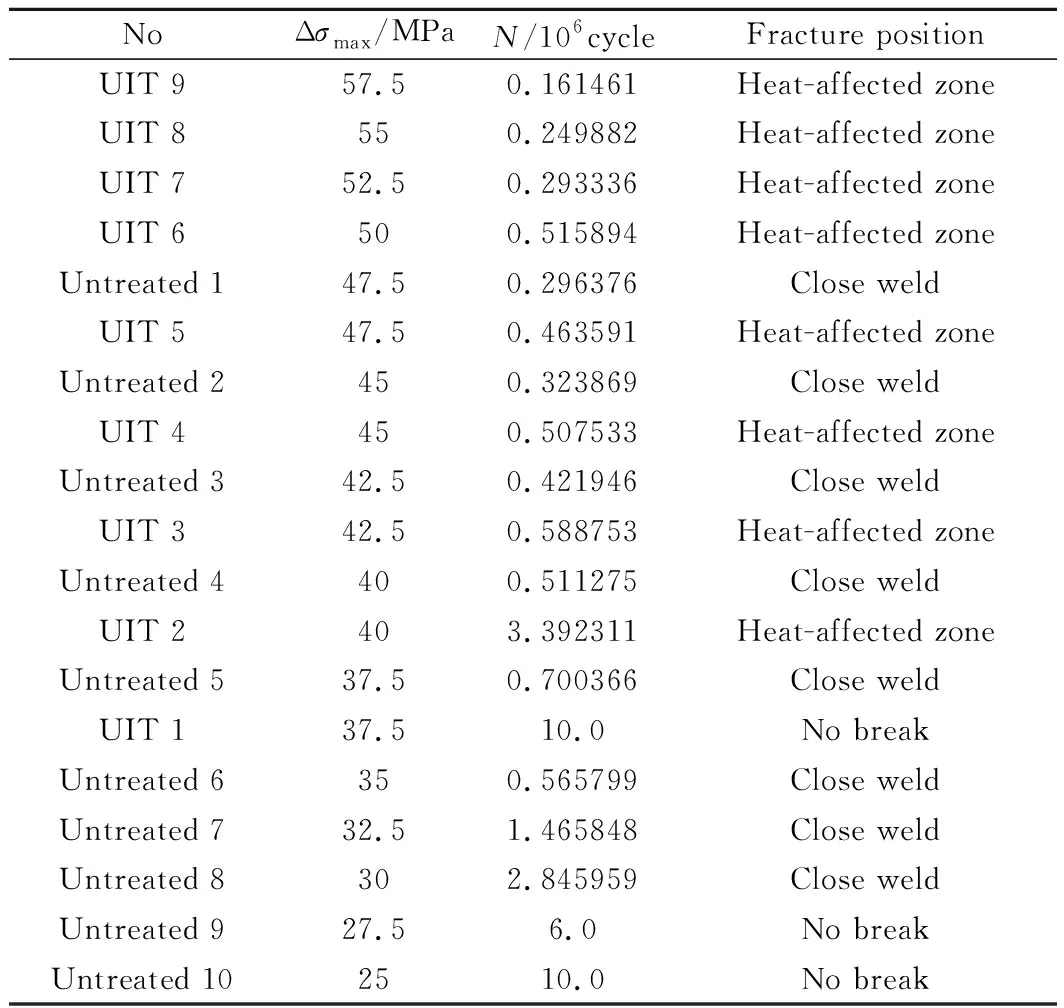
表3 兩組試樣的疲勞實驗數據Table 3 Fatigue experimental data of two groups of samples
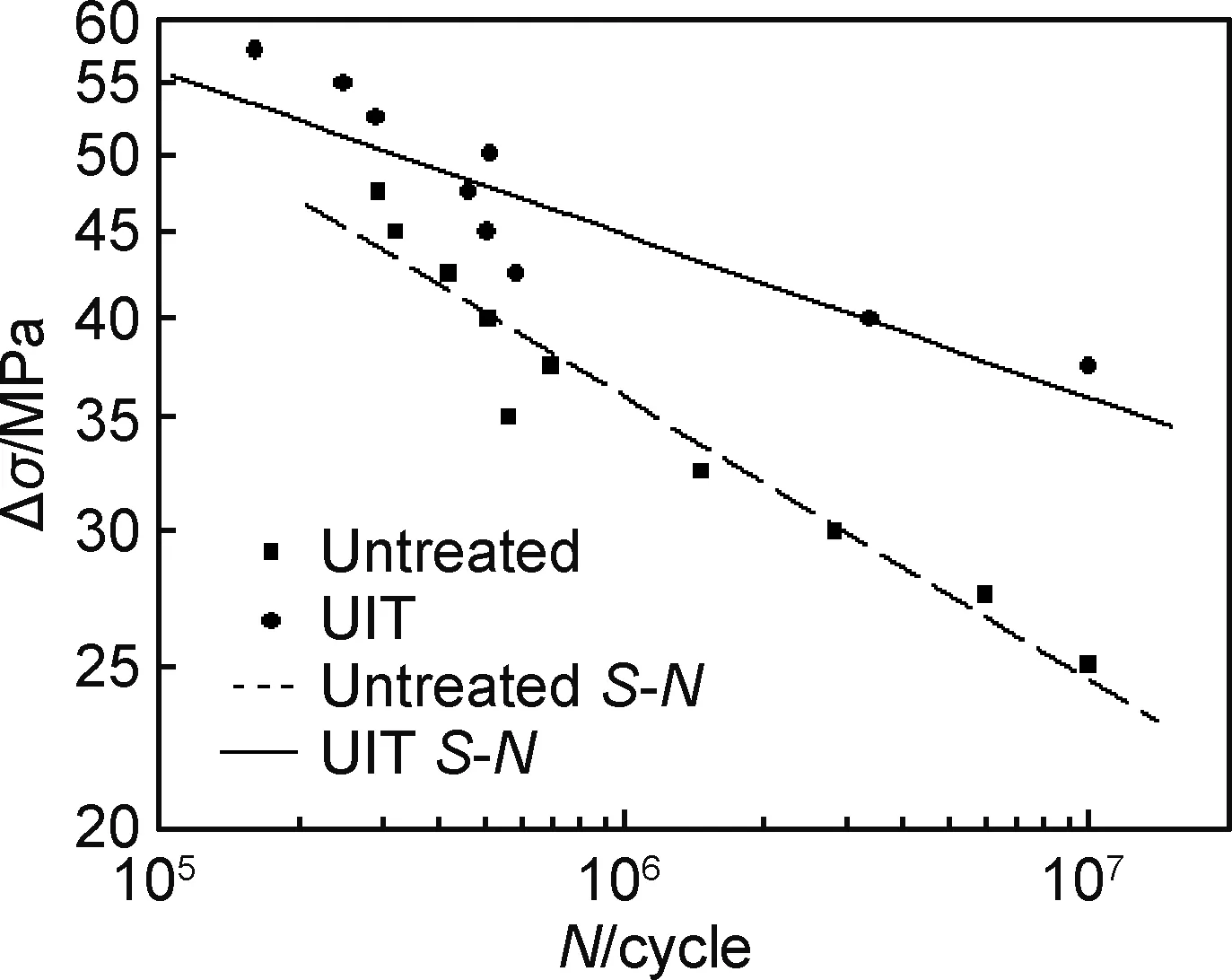
圖5 焊態及超聲沖擊態試樣的S-N曲線Fig.5 S-N curves of as-welded joints and UIT welded joints
S-N曲線以應力范圍Δσ和循環次數N以10為底的雙對數坐標表示。MB8鎂合金十字接頭原始焊態試樣的S-N曲線方程為:
lgN=15.36-6.015lgΔσ
(1)
MB8十字接頭超聲沖擊后的S-N曲線方程為:
lgN=23.17-10.4lgΔσ
(2)
根據擬合后的S-N曲線,得出在實驗基數為2×106周次下,焊態、沖擊態的條件疲勞強度,如表4所示。其中m為擬合曲線的斜率,lgCm為lgC的均值,Δσ為應力范圍,lgCk為擬合曲線的特征值,SD為標準偏差。
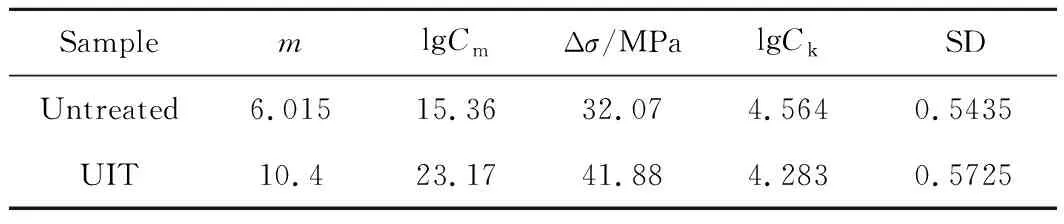
表4 MB8鎂合金十字接頭S-N曲線對應的參數Table 4 S-N parameters of MB8 magnesium alloy cross joints
由表4可知,在循環壽命為2×106條件下,焊態試樣的條件疲勞強度為32.07MPa,超聲沖擊后試樣的條件疲勞強度為41.88MPa,提高了30.59%。結合圖5發現,超聲沖擊可以明顯提高MB8十字接頭的疲勞強度。這是由于超聲沖擊后產生了塑性變形,在試樣表面形成了擠壓層,從而使表層的應力分布呈壓應力狀態,而壓應力可以抵消部分或全部拉應力[18],使外加應力施加在試樣上的表面總應力降低,裂紋較焊接態試樣不易張開擴展,所以超聲沖擊可以降低裂紋的擴展速率。而且劇烈的塑性變形,使焊縫表層材料產生微觀組織結構變化,細化焊縫附近組織,晶粒尺寸可對鎂合金疲勞裂紋擴展速率產生較大影響[19-20],細化晶粒等同于減小了平均滑移距離,晶界上位錯塞積所引起的應力集中相應減小。
根據表3統計疲勞壽命的變化結果,如圖6所示。可以看出,超聲沖擊處理接頭疲勞壽命與所外加的應力有關,應力越小,沖擊效果越明顯,即對疲勞壽命的影響越大;而隨著應力的增加,影響效果降低。因此,在對需要經過超聲沖擊處理的MB8鎂合金十字接頭進行疲勞設計時,應重點考慮外載荷的大小,而可以忽略接頭中焊接殘余應力的影響。
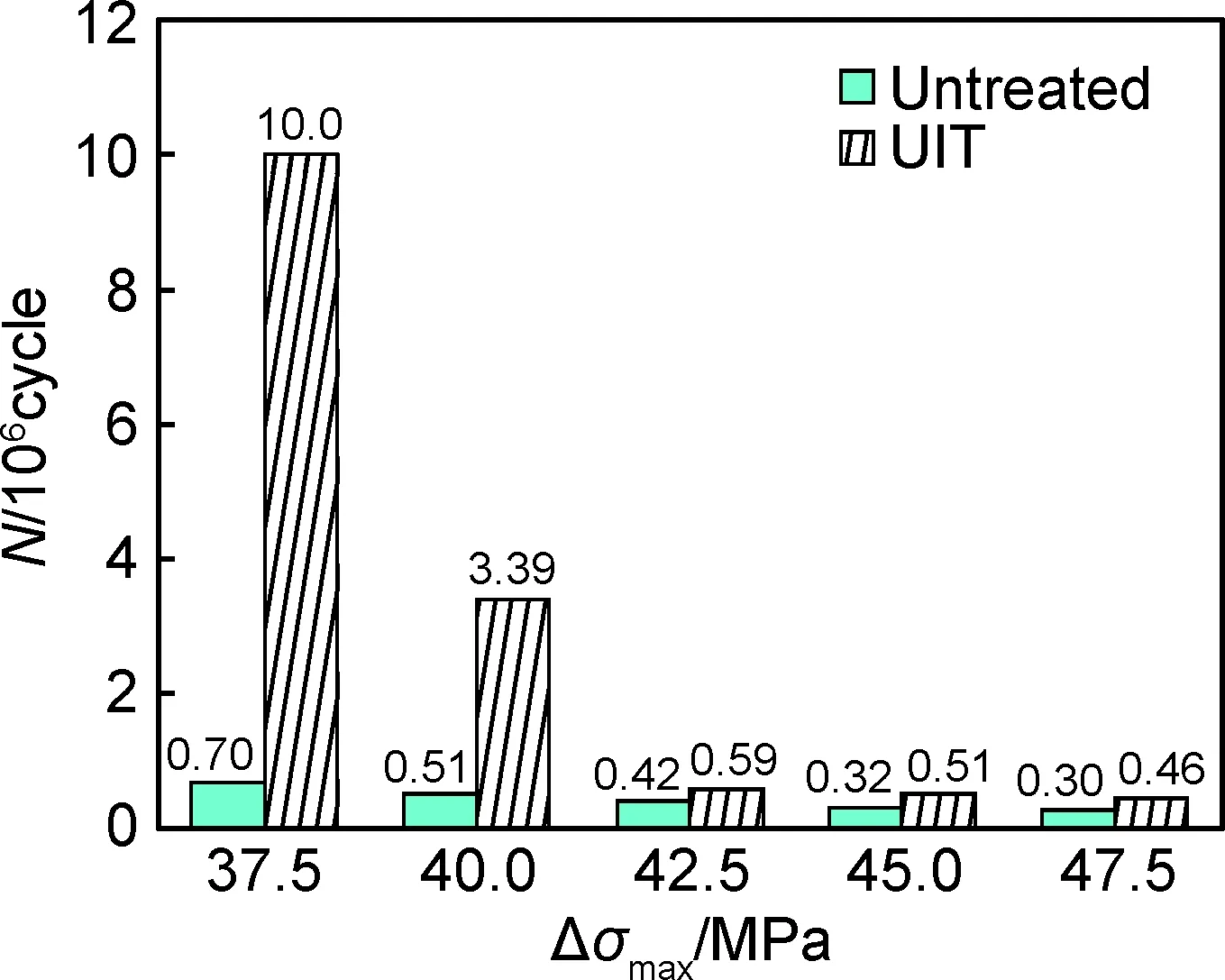
圖6 接頭疲勞壽命與應力的關系Fig.6 Relationship between fatigue life and stress
2.3 疲勞斷口分析
兩組試樣疲勞斷裂大多發生在熱影響區,部分發生在焊縫區域。從斷口表面來看,發生在焊縫區的試樣都含有部分焊接缺陷,在熱影響區發生斷裂(圖7)的試樣基本不存在明顯的焊接缺陷,表明熱影響區是MB8鎂合金焊接接頭疲勞斷裂的薄弱區域,這與熱影響區晶粒粗大有很大的關系。而超聲沖擊過程中,主要是對焊趾部位進行沖擊,以降低接頭幾何形狀引起的應力集中為主,對熱影響區的組織影響很小,因此對斷裂位置的影響也相對較小。

圖7 沖擊態(a)和焊態(b)接頭斷裂位置 Fig.7 Fracture positions of the UIT welded joints(a) and the as-welded joints(b)
疲勞實驗后,兩組試樣中各取一個,用線切割將完整的疲勞斷口切下,在超聲波振蕩器中進行超聲洗滌,去除斷口的油污。利用Quanta200掃描電鏡(SEM) (加速電壓30kV)觀察疲勞斷口形貌,如圖8所示。MB8鎂合金接頭的疲勞斷口很少發現清晰、明顯的疲勞條帶,由圖8(a-1),(a-2)可以看出,斷口具有比較明顯的脆性斷裂特征,存在撕裂棱。同時,斷口中有夾雜存在,這在一定程度上成為裂紋萌生的原因。焊態和沖擊態試樣的疲勞裂紋源均起源于表面的焊接缺陷處。整個斷口以裂紋源為核心,裂紋呈放射狀向周圍擴展。超聲沖擊后的放射花樣較細膩、平滑,并按一定方向分布,而原始焊態的放射花樣較粗糙,方向較雜亂。
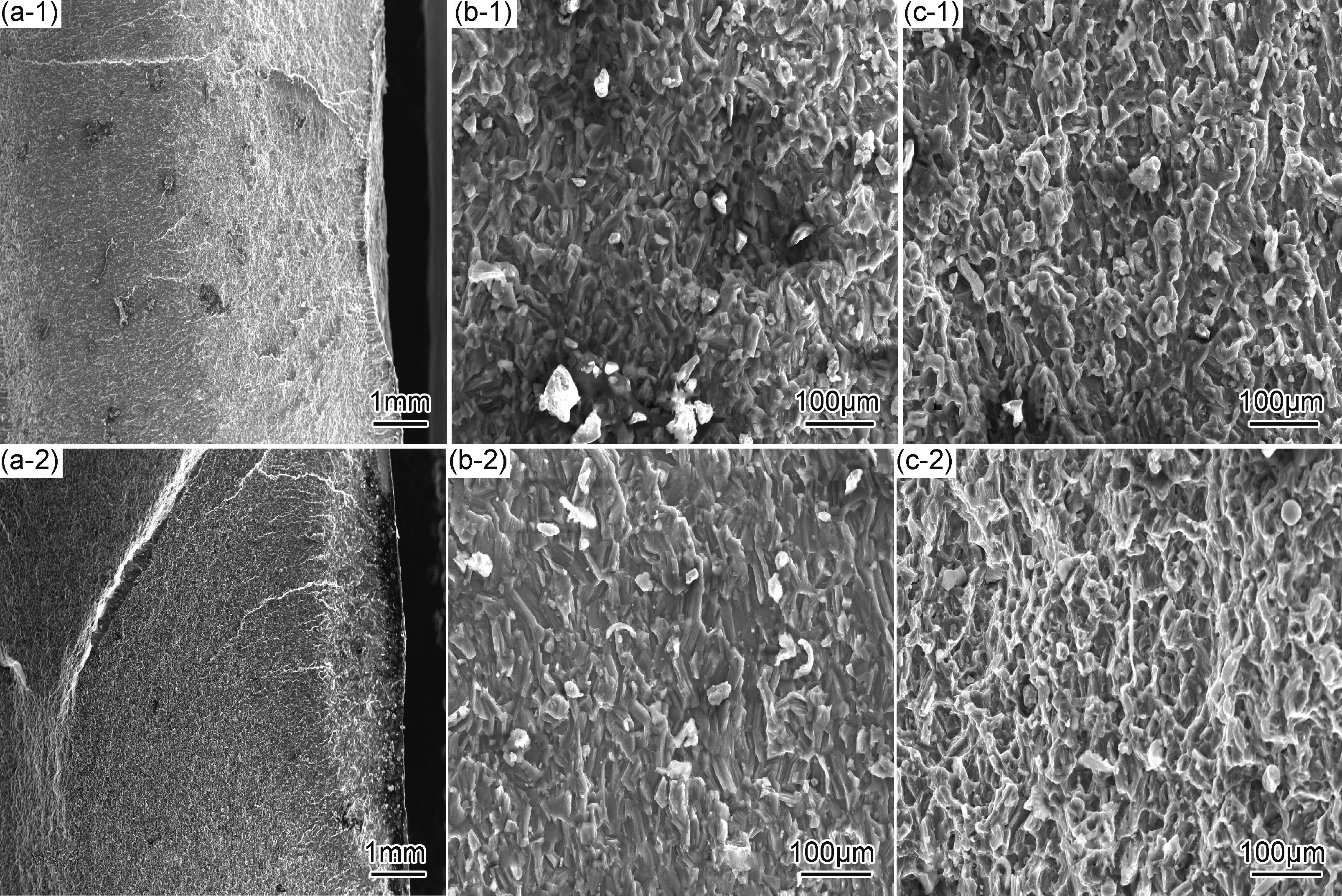
圖8 焊態(1)和沖擊態(2)疲勞斷口的表面形貌 (a)疲勞裂紋源區;(b)擴展區;(c)瞬斷區 Fig.8 Fatigue fracture surface morphologies of as-welded joints(1) and UIT welded joints(2)(a)crack initiation region;(b)propagation region;(c)collapse fracture region
圖8(b-1),(b-2)為裂紋擴展區的微觀形貌。斷口中存在很多解理小臺階以及二次裂紋(圖9),從臺階的整體流動形貌可以判斷出裂紋的擴展方向。在一個晶粒內的不同部位首先形成解理裂紋核,逐步擴展成若干解理面,解理裂紋沿不同高度的解理面進行擴展,并以二次解理方式相互連接起來,從而形成高度不同的小臺階。疲勞斷口中的這些解理花樣雜亂無序。同時,在疲勞斷口的很多地方可以觀察到大小不一的微裂紋,即二次裂紋,二次裂紋是由斷口向內部擴展的裂紋,顯示了密排六方結構鎂合金塑性變形能力差,斷口有準解理斷裂的特征。實際上,二次裂紋可以降低疲勞裂紋早期的擴展速率,延長疲勞壽命。
圖8(c-1), (c-2)是瞬斷區形貌。兩者斷口與拉伸斷口有些相似,有較多的撕裂棱,棱下有大量的滑移線。超聲沖擊后,晶粒內形成大量的線缺陷,從而使點陣結構嚴重變形。裂紋在點陣結構嚴重變形處的擴展受到一定程度的阻礙,使得彼此相鄰的邊界處只有通過撕裂的方式才能連接,于是形成所謂的撕裂棱。同時,在瞬斷區可以觀察到韌窩這一韌性斷裂的特征。然而,不同的斷裂部位韌窩形態有一些差異,有等軸的韌窩,也有被拉長的韌窩,這應該和斷裂區域的晶粒取向有關。原始焊態斷口中,韌窩較大,數量少,且大小不均;而超聲沖擊后的疲勞斷口韌窩較小,數量增多,形狀較均勻。這說明超聲沖擊后塑性有了一定程度的提高。
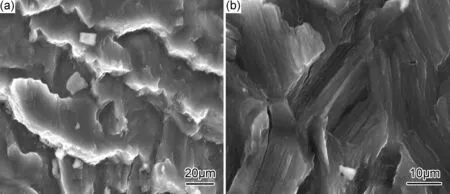
圖9 疲勞斷口中的解理臺階(a)和二次裂紋(b)Fig.9 Cleavage steps(a) and secondary cracks(b) in the fatigue fracture
3 結論
(1)超聲沖擊處理后,MB8鎂合金十字接頭表面可以獲得尺寸小于100nm的納米晶組織。
(2)超聲沖擊可以明顯提高MB8鎂合金十字接頭的疲勞強度。在循環壽命為2×106條件下,焊態試樣的條件疲勞強度為32.07MPa,沖擊處理態試樣的條件疲勞強度為41.88MPa,提高了30.59%。
(3)接頭的疲勞壽命與外加應力有關,應力越小,沖擊效果越明顯,即對疲勞壽命的影響越大;而隨著應力的增加,提升效果降低。
(4)超聲沖擊前后疲勞斷口都具有比較明顯的脆性斷裂特征,存在撕裂棱,說明超聲沖擊不能改變MB8鎂合金十字接頭的疲勞斷裂方式。但沖擊后的表層,由于殘余壓應力以及晶粒細化的作用,裂紋擴展速度有一定程度減緩。
(5)接頭試樣疲勞斷裂多發生在熱影響區,部分發生在焊縫區域。發生在焊縫區的試樣都含有部分焊接缺陷,在熱影響區發生斷裂的試樣基本不存在明顯的焊接缺陷,表明熱影響區是MB8鎂合金十字接頭疲勞斷裂的薄弱區域。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
設備管理與維修(2015年12期)2015-04-09 06:57:24