三明治結(jié)構(gòu)淬硬鋼Cr12MoV切削加工的數(shù)值模擬*
2018-10-09 07:05:50程金強(qiáng)王揚(yáng)渝王慧強(qiáng)倪鵬程
機(jī)電工程 2018年9期
程金強(qiáng),王揚(yáng)渝,王慧強(qiáng),倪鵬程
(浙江工業(yè)大學(xué) 特種裝備制造與先進(jìn)加工技術(shù)教育部重點(diǎn)實(shí)驗(yàn)室,浙江 杭州 310014)
0 引 言
淬硬鋼材料具有塑性低、延展率小、易形成較高表面質(zhì)量的特點(diǎn),使得其在模具生產(chǎn)中應(yīng)用很廣泛。然而淬硬鋼是一種難加工材料,硬度可達(dá)HRC65,致使這種材料在實(shí)際生產(chǎn)中很難獲得較高加工效率和精度,大型淬硬鋼模具達(dá)到這種加工效果更是困難。傳統(tǒng)大型淬硬鋼模具多是通過整體銑削加工獲得,由于其結(jié)構(gòu)復(fù)雜且局部面上設(shè)有很多復(fù)雜結(jié)構(gòu),模具各部位對硬度要求不同,為了減小加工和材料成本,通常將模具分塊制造,再進(jìn)行整體拼接,生產(chǎn)效率不高。為了得到所需的加工精度,這種由多硬度拼接的大型模具通常采用整體一次性銑削加工完成。
在實(shí)際大型汽車整體件模具生產(chǎn)中,多硬度結(jié)構(gòu)淬硬鋼模具多通過激光焊接的方式進(jìn)行拼接,不同硬度區(qū)和焊縫之間就形成了三明治夾層結(jié)構(gòu),依據(jù)淬硬鋼模具的實(shí)際工況不同,通常由3~5種不同硬度的材料由激光焊接形成整體模具,形成了三明治夾層結(jié)構(gòu)簡化模型。由于不同部位的材料特性存在差異如硬度差值大、焊接區(qū)材料與母體材料不同,模具的精密銑削加工十分困難,切削力的穩(wěn)定性差、刀具磨損不均勻、銑削穩(wěn)定性差、表面質(zhì)量不均勻及加工效率低。
淬硬鋼材料的切削加工過程比較復(fù)雜,其過程中涉及較高的溫度、應(yīng)變率和相變率,難以應(yīng)用解析法來分析切削過程,而利用工程切削實(shí)驗(yàn)分析切削過程實(shí)驗(yàn)成本高、工作效率低。隨著計(jì)算機(jī)技術(shù)及數(shù)值模擬仿真技術(shù)的飛速發(fā)展,借助有限元軟件可以實(shí)現(xiàn)對該過程的仿真模擬。目前,已有不少學(xué)者應(yīng)用有限元軟件開展了對金屬或非金屬材料的切削仿真研究。舒平生[1]對A357鋁合金的切削加工過程做了相關(guān)的有限元仿真,在實(shí)際加工中使用仿真獲得的數(shù)據(jù),得到了較好的加工效果;ZHANG Y C等[2]利用ABAQUS對Ti-6Al-4V鈦合金進(jìn)行了切削仿真,證明了表明剪切應(yīng)力與摩擦系數(shù)和接觸應(yīng)力有關(guān);郭淼[3]借助ABAQUS對LY12合金進(jìn)行了高速切削仿真,分析了加工過程中的殘余應(yīng)力,得到了不同刀具參數(shù)、切削參數(shù)對殘余應(yīng)力的影響規(guī)律;楊勇等[4]通過建立正交切削有限元模型,并對材料的關(guān)鍵技術(shù),如本構(gòu)關(guān)系、刀屑接觸、切屑斷裂等進(jìn)行了有限元仿真分析,并通過實(shí)驗(yàn)對模擬結(jié)果做了驗(yàn)證,兩者結(jié)果基本吻合,表明了該動(dòng)態(tài)本構(gòu)關(guān)系的建立方法是有效的;文東輝等[5]借助Advantage Edge仿真了球頭銑刀銑削加工多硬度拼接淬硬鋼的過程,得到了銑削過程中切削力、銑削溫度的分布。
上述研究只是涉及單一硬度區(qū)域或者兩個(gè)硬度區(qū)域直接相接的情況,沒有考慮相鄰硬度區(qū)域之間夾層的影響。本文將利用ABAQUS模擬包含夾層區(qū)域的三明治結(jié)構(gòu)淬硬鋼的切削加工過程,得到并分析加工過程中的銑削力和銑削溫度的變化規(guī)律。
1 有限元模型的建立
1.1 材料的本構(gòu)模型
由于夾層材料的物理特性受焊接工藝、與之相接材料特性等因素的影響,很難確定夾層硬度及其他物理參數(shù),本文對夾層做了簡化,用HRC56的Cr12MoV替代夾層區(qū)材料,具體如圖1所示(圖中黑框標(biāo)記為夾層區(qū)域)。
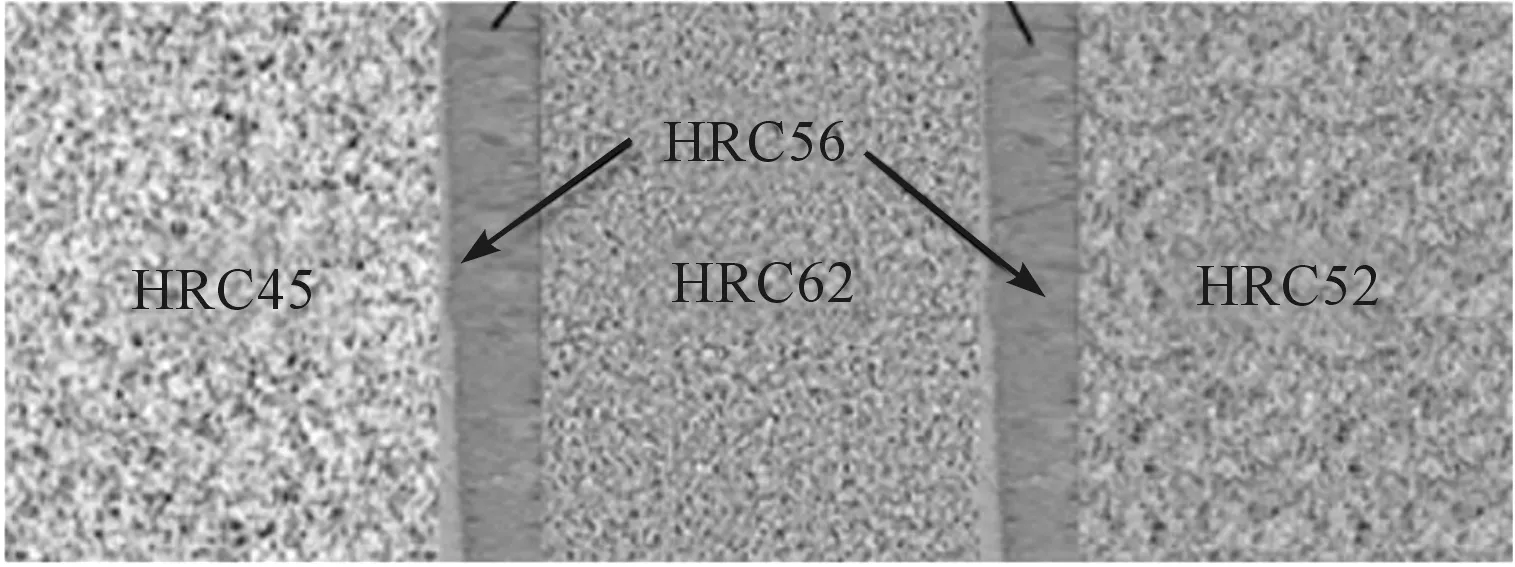
圖1 三明治結(jié)構(gòu)淬硬鋼夾層結(jié)構(gòu)簡化模型
材料的本構(gòu)模型是材料自身的固有屬性,該參數(shù)在決定材料性能時(shí)起到重要作用,反應(yīng)了材料各參數(shù)如流動(dòng)應(yīng)力應(yīng)變、應(yīng)變率、溫度等之間的函數(shù)關(guān)系。而在切削加工過程中,由于工件材料與刀具劇烈摩擦的影響,產(chǎn)生大量的熱的同時(shí),部分剪切帶來高應(yīng)變的形成導(dǎo)致了大的塑性變形。只有根據(jù)實(shí)際建立在此大變形下的應(yīng)力和應(yīng)變關(guān)系,才能盡可能準(zhǔn)確描述加工過程中材料的彈塑性變形性。而本構(gòu)模型選擇是否合適將直接影響仿真模擬的準(zhǔn)確性[6]。
目前,國內(nèi)外學(xué)者在做相關(guān)仿真研究時(shí),最為常用的模型是是J-C模型和ZA模型。ZA模型表達(dá)式為:
(1)
在此基礎(chǔ)上John-Cook模型加入了與切削過程相關(guān)的參數(shù),如應(yīng)變硬化效應(yīng)、熱軟化效應(yīng)和應(yīng)變強(qiáng)化效應(yīng),使得高應(yīng)變率加工情況下的熱粘塑性可以得以描述。J-C模型所達(dá)式為:
(2)

1.2 切屑的分離準(zhǔn)則
在特定材料下的切削仿真模擬,一個(gè)準(zhǔn)確合理的切屑分離準(zhǔn)則的臨界值不應(yīng)隨著切削條件改變而改變。到目前為止,被應(yīng)用在有限元數(shù)值模擬中的切屑分離準(zhǔn)則主要有以下兩種:
(1)幾何準(zhǔn)則。當(dāng)模型是通過材料的幾何尺寸的改變來判斷是否分離的,此種準(zhǔn)則為幾何準(zhǔn)則[7],使用該準(zhǔn)則前,需人為設(shè)立分離線,從而將切屑和工件的網(wǎng)格分隔開,刀具工件有限元模型如圖2(a)所示。當(dāng)切屑與工件發(fā)生分離時(shí),此時(shí)刀尖和工件的距離達(dá)到了臨界值,幾何準(zhǔn)則具有實(shí)用簡單、容易判斷的優(yōu)點(diǎn),但是臨界值的確定需要依靠經(jīng)驗(yàn),如果臨界值選擇不合理很容易導(dǎo)致結(jié)果不收斂,幾何分離示意圖如圖2(b)所示。
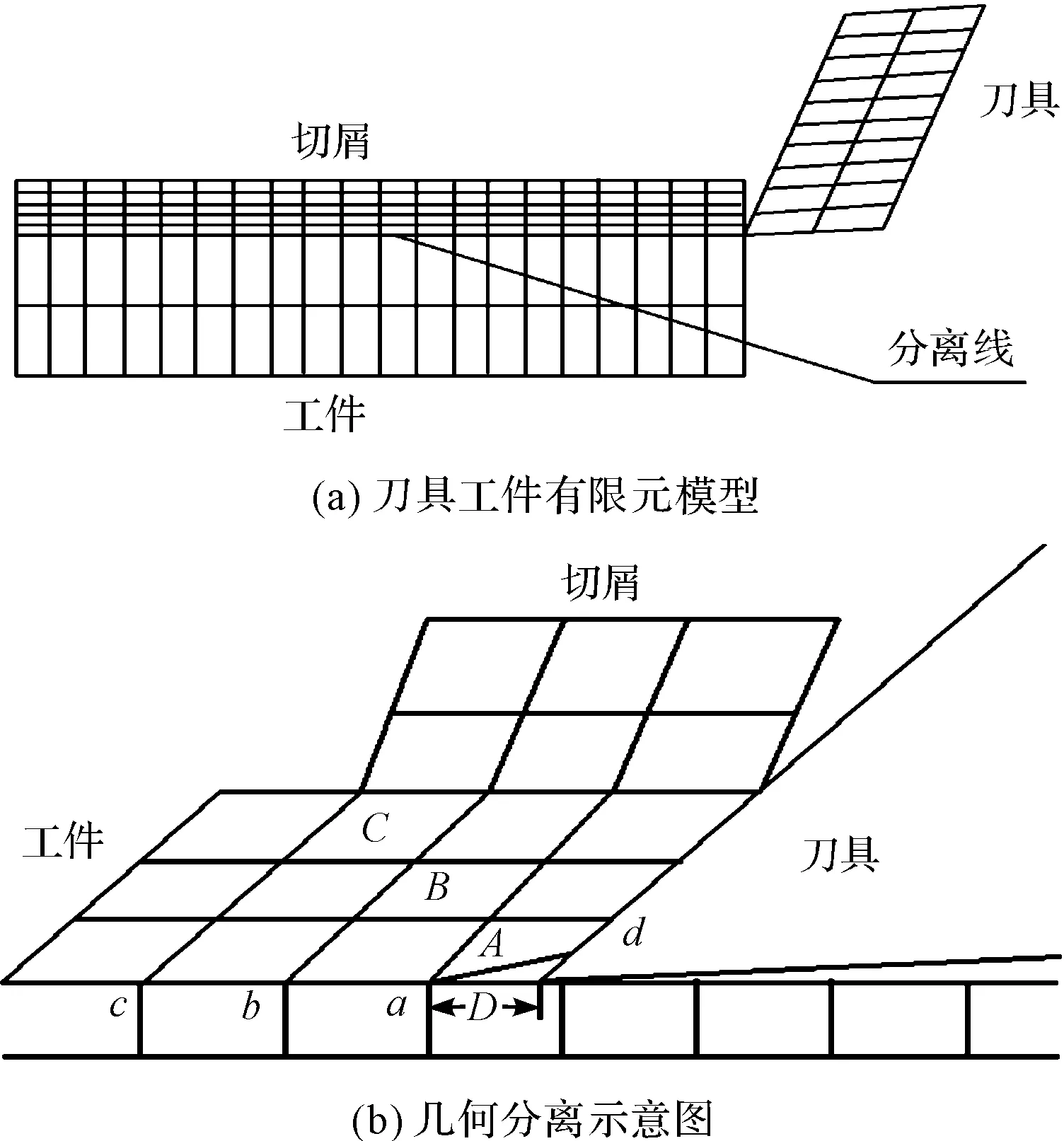
圖2 切屑形成幾何分離準(zhǔn)則
(2)物理準(zhǔn)則。當(dāng)仿真過程是通過判斷材料的特定物理量值是否到了臨界值來判斷工件和切屑是否分離的,這種判斷準(zhǔn)則為物理準(zhǔn)則。ABAQUS軟件中的該種模型采用的是動(dòng)態(tài)斷裂失效準(zhǔn)則模型,并結(jié)合了切削仿真過程中的相關(guān)參數(shù),如應(yīng)變、壓力和溫度等,其主要基于單元積分點(diǎn)的等效塑性應(yīng)變。當(dāng)材料失效參數(shù)超過1時(shí),假設(shè)此時(shí)材料發(fā)生失效,與失效相關(guān)的參數(shù)定義為:
(3)

Johnson-Cook模型中失效應(yīng)變的定義為:
(4)

當(dāng)切削過程達(dá)到失效準(zhǔn)則的臨界值時(shí),偏應(yīng)力分量被置為零并持續(xù)保持到整個(gè)分析結(jié)束。該失效模型適用于高應(yīng)變率變形的金屬切削,被廣泛用于切削仿真模擬過程中。
1.3 有限元網(wǎng)格模型的建立
整個(gè)切削過程由于切屑長度遠(yuǎn)大于切屑厚度,所以可以近似認(rèn)為工件在切削過程處于平面應(yīng)變狀態(tài)。由于工件硬度遠(yuǎn)低于刀具硬度,可以認(rèn)為刀具在切削過程中沒有發(fā)生彈性變形,假定刀具為剛體。本研究分別采用四面體網(wǎng)格和三角形網(wǎng)格對工件和刀具進(jìn)行網(wǎng)格劃分,零件分為3個(gè)硬度區(qū)和2個(gè)焊縫區(qū),初始溫度設(shè)置為20,建立的有限元模型如圖3所示。
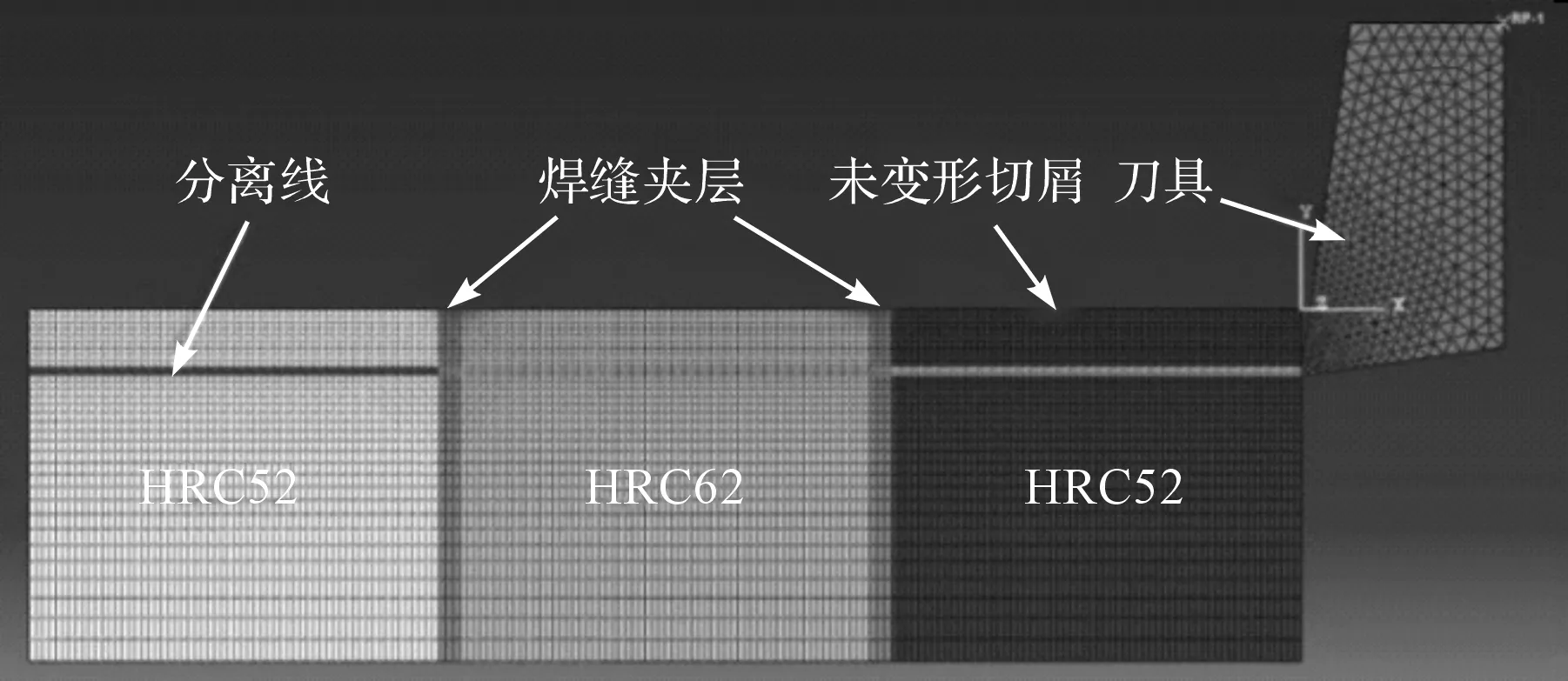
圖3 三明治結(jié)構(gòu)淬硬鋼切削過程有限元模型
數(shù)值模擬中所用到的工件材料的物理屬性如表1所示。

表1 工件材料Cr12MoV的物理參數(shù)
刀具選用碳化鎢球頭銑刀,參數(shù)如表2所示。

表2 刀具材料的熱力學(xué)參數(shù)和物理特性
2 有限元結(jié)果分析
2.1 切削熱分析
該仿真過程刀具的前后角均為8,切削深度為0.1 mm,切削速度為1 000 mm/s。在加工進(jìn)程中,刀具的作用使工件形成切屑,刀具與工件的剪切面區(qū)、后刀面與過渡平面的接觸區(qū)和刀具前刀面與切屑接觸區(qū)是加工過程中的3個(gè)發(fā)熱區(qū),其中,切削熱主要來自于剪切區(qū)的彈塑性變形的損耗功,而切屑與刀具、工件和后刀面的摩擦也是切削熱主要來源,這些均使得加工過程溫度升高。
HRC52硬度區(qū)的切削過程溫度分布如圖4所示。
從圖4中看出:切屑與刀具的接觸區(qū)溫度最高,主要是因?yàn)樵诘谝蛔冃螀^(qū)內(nèi)形成切屑時(shí),工件材料的應(yīng)變率極高,溫度較高的切屑在較短時(shí)間內(nèi)不能將熱量擴(kuò)散出去又與刀具前刀面進(jìn)一步摩擦,致使溫度的進(jìn)一步升高[8];工件過渡表面的溫度變化區(qū)域較小,而工件內(nèi)部溫度變化基本沒有。當(dāng)切削速度較高時(shí),工件材料內(nèi)部的剪切熱源快速移動(dòng),致使大部分熱量不能迅速傳導(dǎo)至工件內(nèi)部。同時(shí),因?yàn)椴牧蠠崛葺^低,使得溫度下降較快,已加工表面的溫度短時(shí)間內(nèi)趨于穩(wěn)定。
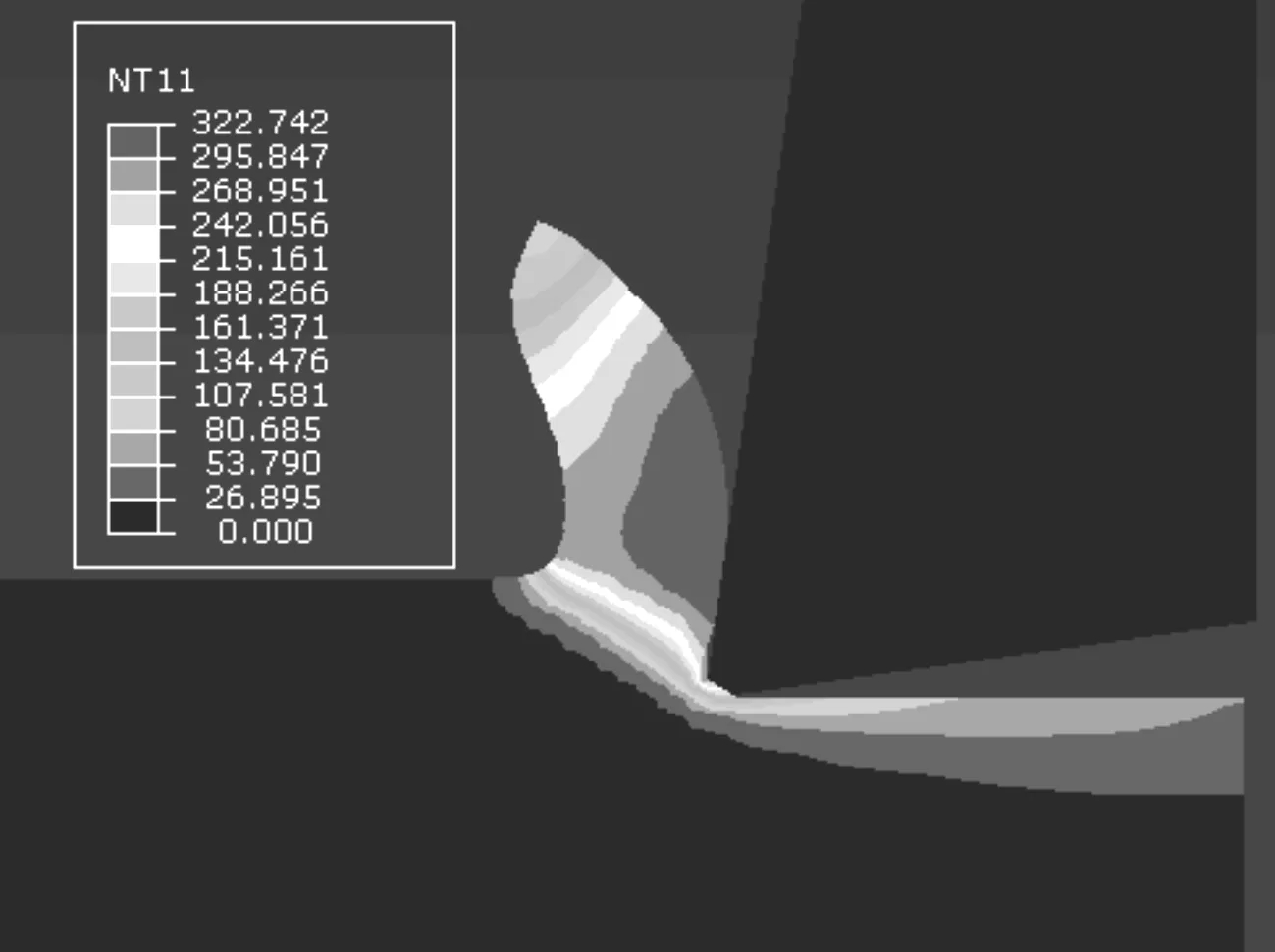
圖4 HRC52硬度區(qū)切削溫度分布
不同硬度區(qū)的切削溫度分布如圖5所示。
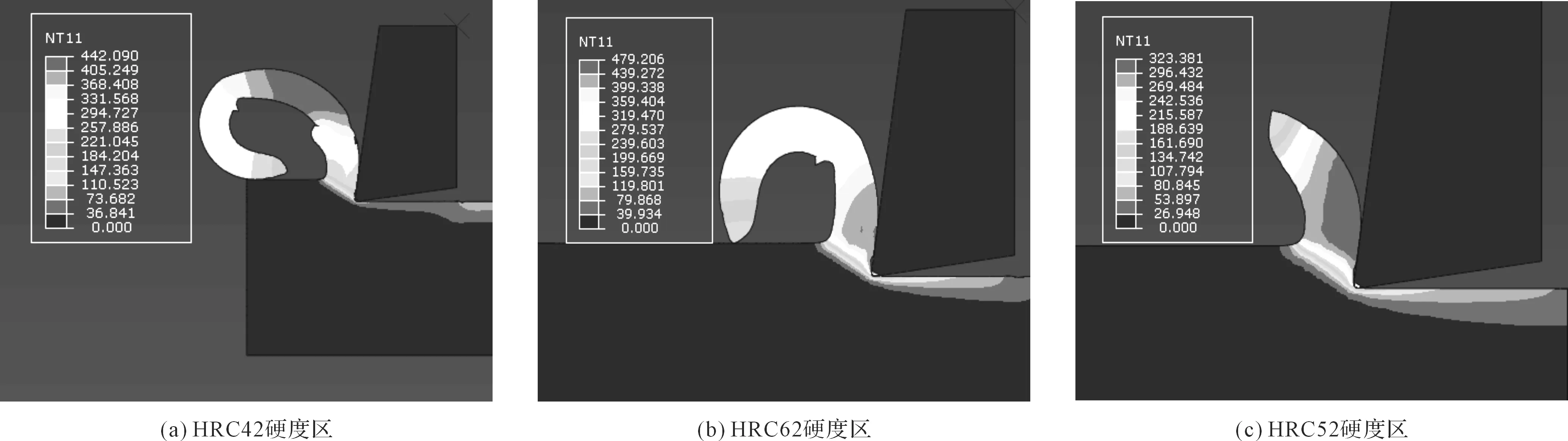
圖5 不同硬度區(qū)的切削溫度分布
從圖5可以看出:隨著工件硬度的增加,切削溫度不斷升高,這是因?yàn)殡S著硬度的升高,刀具抵御來自工件因塑性變形而引起的抗力增大,從而增大了刀具與切屑之間的摩擦力,切削溫度也因此升高。高硬度區(qū)溫度場分布比其他硬度區(qū)的均勻性差。
刀具經(jīng)過焊縫時(shí)溫度分布如圖6所示。

圖6 刀具經(jīng)過焊縫時(shí)的溫度分布
刀具在進(jìn)入焊縫前,因?yàn)橐呀?jīng)切削了一段時(shí)間,變形區(qū)域的材料發(fā)生了加工強(qiáng)化,同時(shí)散熱條件變差導(dǎo)致材料塑性增強(qiáng),發(fā)生在剪切面上的剪切變形首先由于熱軟化大于應(yīng)變硬化和應(yīng)變率硬化[9-10],刀具所受工件塑性變形的抗力變小,摩擦變小,致使工件第一變形區(qū)的溫度降低,如圖6(a)所示。當(dāng)?shù)毒咔腥牒缚p時(shí),由于工件硬度發(fā)生突變切削過程的振動(dòng)加劇,導(dǎo)致切削溫度一定程度的增加,但是由于焊縫區(qū)的存在,會(huì)產(chǎn)生斷續(xù)切削,銑削溫度積聚不充分使得溫度沒有非常明顯的升高,如圖6(b)所示。刀具切出焊縫時(shí),由于材料的差異切屑發(fā)生局部變形,隨著切削的進(jìn)行,刀具不斷擠壓,焊縫區(qū)和其余區(qū)域切屑溫度升高速度加劇,如圖6(c)所示。切屑變形進(jìn)一步增大,切屑遠(yuǎn)離前刀面使得散熱條件變好,溫度得以降低,如圖6(d)所示。
同等切削參數(shù)下三明治夾層結(jié)構(gòu)與相應(yīng)硬度區(qū)切削溫度分布如圖7所示。
由圖7(a~b)可以看出:單一HRC52硬度區(qū)切削溫度最高約為322.7 ℃,三明治結(jié)構(gòu)狀態(tài)下HRC52的極限溫度為330 ℃,兩種狀態(tài)下的溫差約為7.3 ℃。從圖7(c,d)可以看出:單一HRC62硬度區(qū)切削溫度最高約為437.8 ℃,三明治結(jié)構(gòu)狀態(tài)下HRC62的極限溫度為449 ℃,溫差12 ℃。可知:隨著硬度的提高,切削溫度不斷提高,同時(shí)三明治結(jié)構(gòu)狀態(tài)下的切削溫度比相應(yīng)硬度狀態(tài)下的切削溫度高,這是因?yàn)槿髦螉A層特殊結(jié)構(gòu),存在不同硬度等物理特性的夾層材料,致使材料間熱量擴(kuò)散變差,使得熱量積聚,引起了溫度的升高。
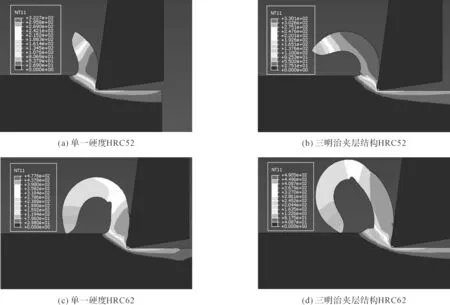
圖7 同等切削參數(shù)下三明治夾層結(jié)構(gòu)與相應(yīng)硬度區(qū)切削溫度分布
2.2 切削力分析
切削速度為1 000 mm/s,加工深度為0.1 mm時(shí)仿真得到的三明治結(jié)構(gòu)淬硬鋼X方向的切削力如圖8所示。
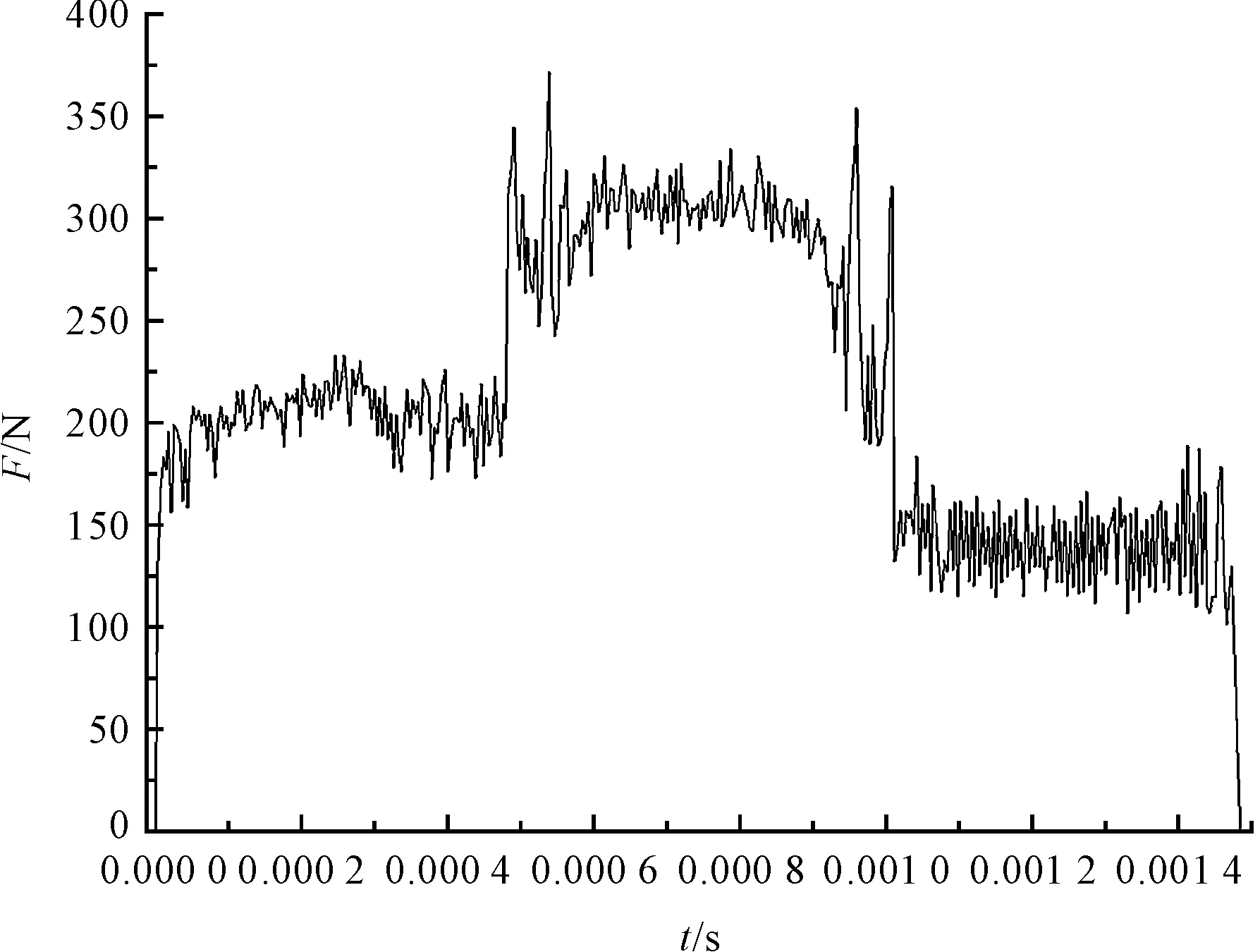
圖8 三明治結(jié)構(gòu)淬硬鋼切削力數(shù)值模擬
從圖8可以看出:切削力與工件材料的硬度成正比,由于硬度不同切削力分為3個(gè)區(qū)域,刀具切削HRC52硬度區(qū)、HRC62硬度區(qū)、HRC42硬度區(qū)的切削力分別約為230 N、320 N、155 N,工件的焊縫夾層處切削力值發(fā)生了突變,刀具從硬度區(qū)域切入焊縫夾層,切削力發(fā)生突增繼而衰減,當(dāng)從焊縫區(qū)切出進(jìn)入另一硬度區(qū)時(shí)切削力再次發(fā)生突增,高硬度側(cè)的焊縫瞬時(shí)最大切削力大于低硬度側(cè),相拼接的兩硬度材料硬度差值越大,切削力衰減越明顯,更易引起加工過程中的振動(dòng)的產(chǎn)生,導(dǎo)致工件表面質(zhì)量變差。所以在設(shè)計(jì)模具時(shí)盡可能讓三明治結(jié)構(gòu)淬硬鋼兩側(cè)的硬度差小,同時(shí)可以通過改善焊接工藝使焊縫實(shí)現(xiàn)對兩側(cè)硬度區(qū)硬度的過渡,這樣能得到一個(gè)較好的零件加工表面質(zhì)量。
三明治結(jié)構(gòu)淬硬鋼材料銑削實(shí)驗(yàn)的X方向切削力圖如圖9所示。

圖9 三明治結(jié)構(gòu)淬硬鋼切削實(shí)驗(yàn)結(jié)果
實(shí)驗(yàn)中在焊縫處與保持仿真相似的規(guī)律,但實(shí)驗(yàn)過程中刀具切過焊縫時(shí)切削力衰減更明顯,是因?yàn)槠唇硬煌捕炔牧蠒r(shí),接縫處存在細(xì)小間隙,在切削到該處時(shí)出現(xiàn)空切現(xiàn)象,進(jìn)而導(dǎo)致較大切削力的衰減。
同等切削條件下三明治結(jié)構(gòu)淬硬鋼與單一硬度淬硬鋼切削力數(shù)值模擬結(jié)果對比如圖10所示。
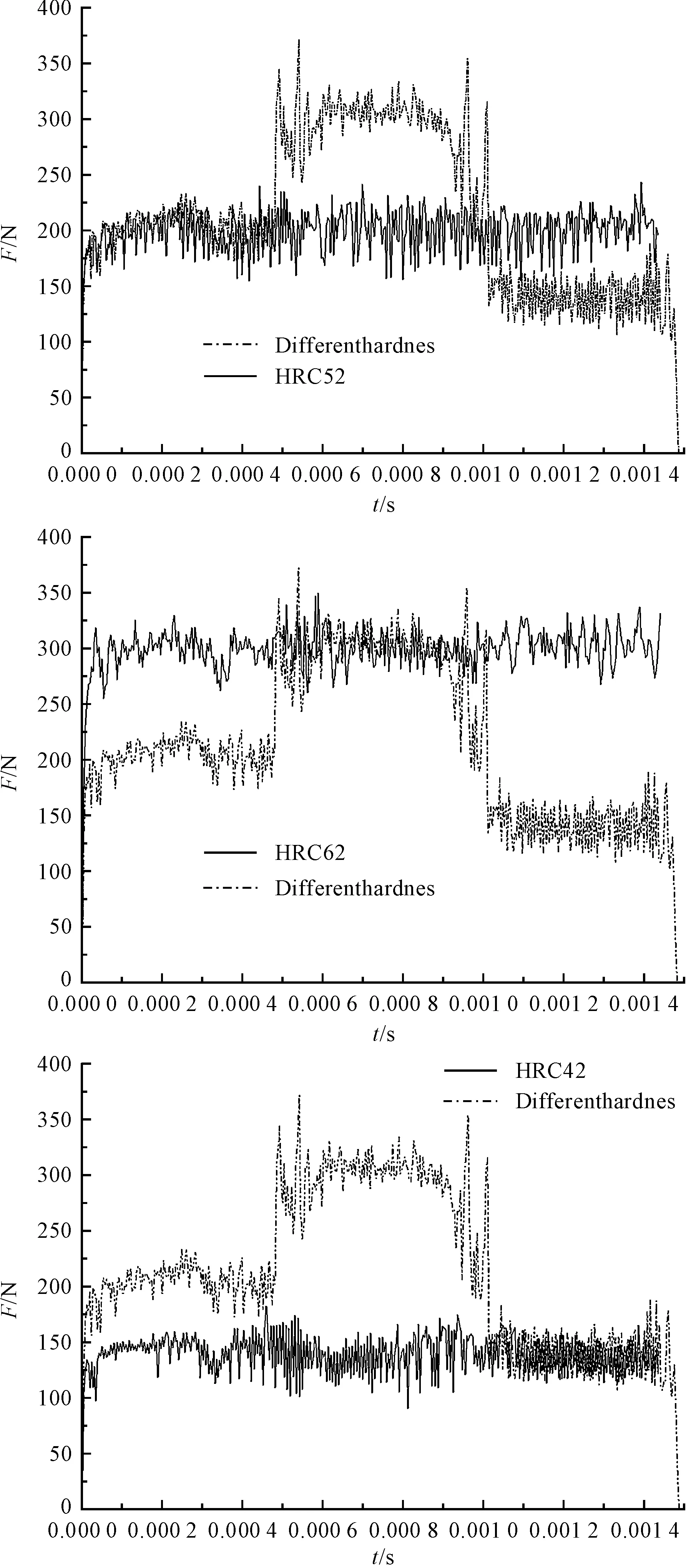
圖10 同等切削條件下三明治結(jié)構(gòu)淬硬切削力與單一硬度數(shù)值模擬結(jié)果對比
從圖10可以看出:三明治結(jié)構(gòu)淬硬鋼不同硬度區(qū)達(dá)到穩(wěn)定時(shí)的切削力與單一硬度的切削力值差別不大,說明三明治結(jié)構(gòu)僅對焊縫夾層位置的切削力產(chǎn)生了影響,并未對其他位置產(chǎn)生作用。
3 結(jié)束語
(1)本研究通過ABQUS仿真軟件,基于物理失效切屑分離準(zhǔn)則、Johnson-Cook本構(gòu)模型,建立了三明治結(jié)構(gòu)淬硬鋼Cr12MoV的銑削數(shù)值分析模型,對三明治結(jié)構(gòu)淬硬鋼的銑削加工過程進(jìn)行了數(shù)值模擬;
(2)本研究分析了銑削過程過焊縫夾層位置的溫度分布,并對比了同等切削參數(shù)下三明治結(jié)構(gòu)與相應(yīng)硬度區(qū)切削溫度的分布,發(fā)現(xiàn)隨著工件硬度的增加,切削溫度也隨之升高,同時(shí)夾層結(jié)構(gòu)的存在導(dǎo)致其切削溫度與相應(yīng)硬度區(qū)的切削溫度有一定程度的增加;
(3)通過分析過程切削力發(fā)現(xiàn),切削力與工件的硬度成正比,拼接的兩硬度材料硬度差值越大,切削力衰減越明顯,更易引起加工過程中的振動(dòng)的產(chǎn)生,導(dǎo)致工件表面質(zhì)量變差,在實(shí)際設(shè)計(jì)中應(yīng)盡量減小不同硬度區(qū)的硬度差值,同時(shí)可以通過改善焊接工藝使焊縫實(shí)現(xiàn)對兩側(cè)硬度區(qū)硬度的過渡,這樣能得到一個(gè)較好的零件加工表面質(zhì)量。
本文獲得的數(shù)值模擬結(jié)果與實(shí)際切削呈現(xiàn)相似規(guī)律,一定程度上可以為實(shí)際切削提供理論指導(dǎo)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03