減量化汽車機械攪拌罐用鋼開發
2018-10-08 02:55:16杜秀川吳剛
鞍鋼技術 2018年5期
杜秀川,吳剛
(本鋼技術研究院,遼寧 本溪 117000)
目前,降低能耗、節約鋼材用量和降低汽車自重是汽車行業最重視的問題。汽車自重每減輕10%,燃油消耗可降低6%~10%[1]。汽車整體的減量化是降低油耗、增加承載量的有效途徑之一。汽車攪拌罐運輸車是用于傳送預攪混凝土的專用運輸設備,它具有工作時間長、運載重量大、服役環境惡劣的特點。由于環保的需要,國內部分大城市陸續開始限制攪拌站的建設,因此,在相當長的時間內,汽車攪拌罐運輸車的需求量會很大。而國內一部分生產廠還采用強度為235 MPa級鋼材作為罐體的主要材料。由于所用鋼材的強度指標低,勢必要增加罐體厚度,從而造成汽車自重較大。因此,開發高強鋼并替代現有鋼材,不但會明顯減薄罐體厚度,而且會獲得顯著的減量化效果。
本溪鋼鐵公司在熱連軋生產線上 (1700 mm和2300 mm)開發出了強度為520 MPa的減量化汽車攪拌罐用鋼,不僅減輕了汽車攪拌罐自重,而且具有良好的工藝性能和冷成形性能、焊接性能和耐磨性能,達到了節能環保、降低消耗的目的。
1 攪拌罐用鋼的技術要求
根據攪拌罐用鋼的使用環境和技術特點,要求鋼板具有較高屈服強度和抗拉強度的同時,還要具有良好的韌性以及優良的冷成形性能、焊接性能和耐磨性能等。汽車攪拌罐用鋼的技術標準見表1。

表1 汽車攪拌罐用鋼化學成分和力學性能
2 攪拌罐用鋼的生產工藝
2.1 工藝流程
汽車攪拌罐用鋼的生產工藝流程為:鐵水預處理→180 t轉爐頂底復吹→鋼包爐精煉→板坯連鑄機澆鑄→板坯加熱→粗軋→精軋→層流冷卻→卷取→發貨。
2.2 化學成分
從保證鋼板具有良好的冷成形性能角度出發,設計汽車攪拌罐用鋼的化學成分時,在低成本碳-錳的基礎上,加入鈦、銅合金元素。為了保證鋼板具有優良的耐磨性能和焊接性能,增加產品的塑韌性,嚴格控制鋼中的碳含量<0.18%。鋼中加入適量的錳能有效降低奧氏體轉變成鐵素體的相變轉變溫度,進一步細化鐵素體晶粒,同時降低韌、脆性轉變溫度。在鋼中加入鈦元素,鈦與鋼中的氮發生液析反應,生成長方形或方形的氮化鈦粒子[1]。因此,在冶煉和澆注過程中,要采用純凈鋼冶煉工藝,盡量減少鋼中氣體氫、氧、氮和有害元素磷、硫等雜質元素含量,保證有效鈦的析出強化作用。另外,為了提高鋼板的耐腐蝕性能和耐磨性能,鋼中添加了一定量的銅元素。汽車攪拌罐用鋼化學成分(質量分數)實際控制范圍見表2。

表2 汽車攪拌罐用鋼化學成分(質量分數)實際控制范圍 %
2.3 工藝設計
2.3.1 冶煉和澆注工藝設計
一般認為,鋼中Ti元素的化學性質比較活潑,它首先與鋼中的氣體O、N和雜質元素S等結合生成大顆粒的化合物,對鋼的強度起不到作用。查閱有關Ti的經驗公式可以得出[2]:當鋼中氣體N含量偏高、雜質S含量波動范圍較大時,將會造成鋼中有效Ti含量極不穩定。實際生產中造成產品性能波動較大或力學性能偏低,滿足不了產品技術規范的要求。因此,如何穩定控制鋼中的鈦含量,是攪拌罐用鋼生產的關鍵性控制環節。為此,開發了控制鋼中氣體O、N含量和控制低S鋼的技術規程,內容包括:深脫S生產控制技術、深脫氣(低O、N)生產控制技術,最終使鋼中ω[S]≤0.004%、ω[N]≤0.005%、ω[O]≤0.002%。生產該鋼種時,鈦的收得率控制在85%以上。鋼中有效鈦含量計算公式為:

式中,[Ti]s為固溶鈦含量,一般按0.005%計算。
(1)鋼中O含量的控制工藝
由于Ti元素活潑,能夠與鋼中的氧發生化學反應,生成二氧化鈦、三氧化二鈦等,導致鋼中有效鈦含量顯著減少。為了嚴格控制鋼中O含量,轉爐冶煉過程采用的是滑板自動擋渣新技術和頂底復吹轉爐冶煉控制技術,可以顯著地減少鋼中的氧和降低出鋼過程的下渣量;出鋼過程使用Al脫氧,并對鋼渣進行有效改質,可以嚴格地控制渣的氧化性和鋼中氧含量,鋼中氧含量控制在0.002 0%以下。另外,在鋼包爐精煉過程中,要求鋼中的Al保持一定,使鈦和氧化鈦在鋼、渣中保持平衡,從而使鈦在鋼中獲得較高的收得率。
由鈦和鋁的熱力學公式計算結果可以得出,當其它條件不變時,提高酸溶鋁含量,鋼中有效鈦明顯增多。因此,鋼中適量的酸溶鋁能夠防止鈦被大量氧化。與此同時,在鋼水澆注過程中,采取水口氬封、中間包充氬氣等保護性澆注措施[3],也可避免二次氧化的發生。
(2)鋼中N含量的控制工藝
鋼中的鈦極易與碳、氮結合生成碳化鈦、氮化鈦和碳氮化鈦。通過熱力學計算可知,鋼中鈦與氮的結合力大于鈦與碳的結合力,因此鈦首先與氮反應生成氮化鈦,余下的有效鈦才會與碳反應生成碳化鈦,而最終對鋼的強度起強化作用的是碳化鈦。由于氮化鈦在鋼中的凝固溫度較高,鋼中氮化鈦粒子析出尺寸較大,在后續的加熱和軋制過程中難以消除,將會造成鋼的性能不穩定。
為了消除氮化鈦對鋼性能的不利影響,可以采用加快澆注過程冷卻、嚴格防止過程增氮,防止和避免氮化鈦析出。為防止鋼中增氮,一般采取的措施有:采用頂底復吹轉爐新技術,嚴格控制終點氮含量降至最低;在加入合金時,優先考慮加入低氮含量或不含氮合金;鋼包爐精煉過程中,可以優先考慮采取微正壓,以減少電離過程增氮,并采取大渣量埋弧操作的方式;澆注過程采用嚴格的保護性澆注等。
2.3.2 熱連軋工藝
對于含鈦、銅較高的微合金鋼來說,加熱制度是獲得優良的組織和性能的前提條件。國內外研究資料表明[4]:鋼中添加適量的銅可以顯著地提高鋼板的耐腐蝕性能。銅在攪拌罐用鋼中起到活化陰極,使陽極鈍化,減緩腐蝕速率的作用,即加快了Fe2+的氧化和鋼的溶解速度,促進了γ–FeOOH在均勻銹層中的生成以及隨后向非晶態δ-FeOOH的轉化速度,生成表面均勻致密的保護膜,起到耐腐蝕的作用。
為了杜絕“銅脆”的發生,在加熱階段連鑄坯采用熱送熱裝,裝爐時嚴格檢查連鑄坯表面質量。為了有效地減少連鑄坯表面龜裂所造成的成品卷邊裂缺陷,必須保證加熱爐內的弱氧化性氣氛以及嚴格控制升溫速度,尤其是當板坯加熱溫度達到銅熔點(1 083℃)時,需要提高升溫速度,增加煤氣量,減少高溫在爐時間,縮短銅在連鑄坯表面及晶界的集聚。另外,在鋼中添加適量的鈦元素,合理的加熱工藝是:在保證鋼中碳化鈦粒子充分溶解的同時,還要防止奧氏體晶粒過分長大,為后續軋制創造良好的條件。鋼中碳化鈦粒子的尺寸大小對精軋溫度、終軋溫度和層流冷卻工藝都比較敏感,精軋溫度、終軋溫度過低和卷取溫度較高都會使碳化鈦粒子尺寸變大,起不到析出強化作用。還有工藝制度的波動,也會造成鋼板不同批次之間或同一批次的鋼板不同部位之間力學性能的不穩定。另外,鈦與鋼中的氮結合,降低了鋼板的時效性,保證在焊接過程中,有效地控制奧氏體的晶粒大小,防止魏氏組織的產生,對焊接也有較好的作用。
綜合考慮上述各因素的影響,軋制工藝制度定為:板坯出爐溫度1 180~1 250℃,板坯加熱時間150~210 min,精軋終軋溫度設定為870℃,卷取溫度設定為<630℃。
3 檢驗結果及分析
3.1 力學性能檢驗及分析
通過低成本碳-錳-銅-鈦化學成分設計,采用純凈鋼冶煉和控軋控冷工藝,獲得了優良的攪拌罐用鋼性能,厚度為4.0~6.0 mm鋼板的力學性能見表3。由表3看出,下屈服強度達到430 MPa以上,抗拉強度達到540 MPa以上,斷后伸長率達到29.5%以上,達到了攪拌罐用鋼技術標準的要求。
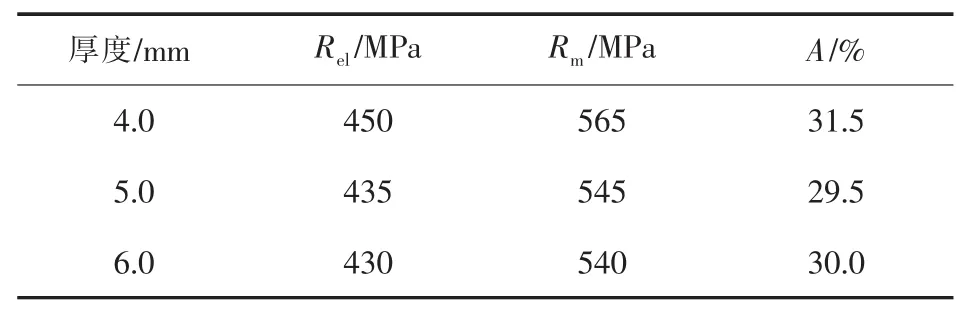
表3 厚度為4.0~6.0 mm鋼板的力學性能
為了解同卷鋼板的各向異性情況,按頭、中和尾部分別取樣分析,4.0 mm和5.0 mm厚鋼板的同卷各項異性的檢驗結果見表4。
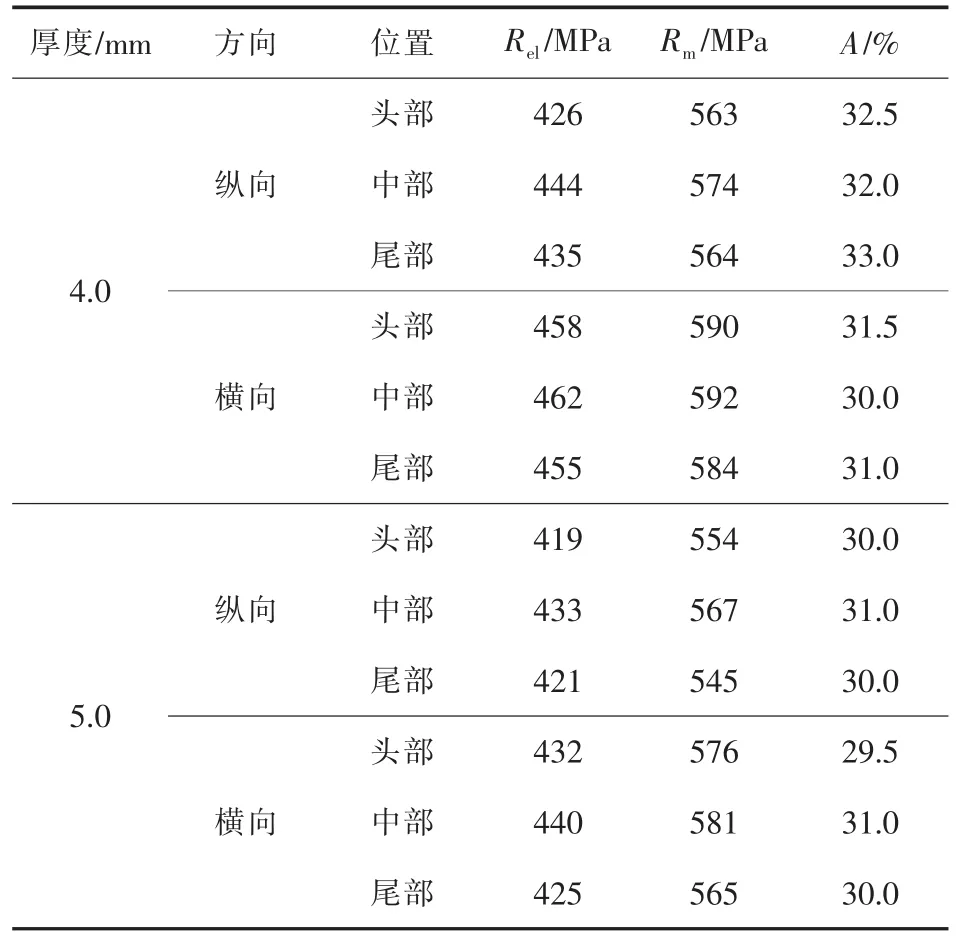
表4 4.0 mm和5.0 mm厚鋼板同卷各項異性的檢驗結果
分析表4的數據可見,同卷產品中部的屈服強度、抗拉強度數值略高于鋼板頭部、尾部數值,斷后伸長率數值略低于頭部、尾部數值,強度波動在30 MPa以內,斷后伸長率波動在4%以內。這與軋制工藝制度有關。由于該鋼種精軋終軋溫度高、卷取溫度低,精軋過程和層流冷卻強烈抑制了奧氏體中碳化鈦的長大。但由于卷取后,鋼卷中間的冷卻速率低于鋼卷頭部、尾部,實際上鋼卷中部碳化鈦粒子長大和析出更完全。因此,碳化鈦粒子在鋼板不同位置的析出時間和析出數量存在一定的差別,使得鋼板產生了同卷性能差。
3.2 金相組織、夾雜物檢驗及分析
在鋼板板寬的中心部位截取金相試樣,研磨、拋光后用4%硝酸酒精溶液浸蝕,在實驗室光學顯微鏡下觀察金相組織。圖1為4.0 mm厚汽車攪拌罐用鋼的金相組織照片。由圖1可以看出,該鋼種的金相組織由鐵素體加珠光體組成,珠光體百分含量為23%~26%,晶粒度為11.6級。
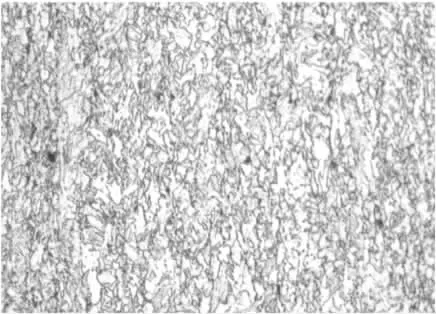
圖1 4.0 mm厚汽車攪拌罐用鋼金相組織照片(200倍)
圖2為夾雜物形貌,鋼中夾雜物大部分為球形。能譜分析結果表明,夾雜物中含有硫化鈣、硫化錳、三氧化二鋁、氧化亞鐵等。
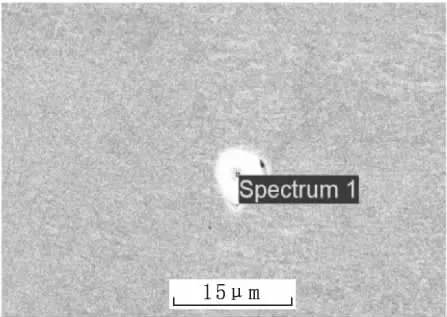
圖2 4.0 mm汽車攪拌罐用鋼夾雜物形貌
分別對厚度規格為4.0 mm、6.0 mm鋼板進行夾雜物分析,檢驗結果見表5。
分析表5的數據可見,4.0 mm鋼板的硫化物夾雜為0.5級,單顆粒球狀氧化物級別為0.5級;6.0 mm鋼板的夾雜物較少,鋼質較純凈。兩種厚度鋼板的晶粒均較細,晶粒度為11.4~11.6,晶粒細化既提高了強度,也提高了塑性。
3.3 工藝性能檢驗及分析
取4.0 mm厚的鋼板進行寬冷彎實驗。試樣寬度分別為35 mm和80 mm,寬冷彎試樣各4支,彎心直徑d=2.0a,彎曲角度為180°。試驗結果全部合格,壓靠至d=0,冷彎后肉眼觀察,冷彎試樣表面無裂紋,說明汽車攪拌罐用鋼具有優良的工藝性能和冷成形性能。
4 應用效果
520 MPa高強鋼的加工工藝流程為:裁剪→下料片→剪切→冷沖壓成形→二氧化碳氣體保護焊接→組裝成形→涂漆→外發。替換原來的Q235普碳鋼,其中,4.0 mm厚的替換原5.0 mm厚的普碳鋼,主要生產汽車攪拌罐的葉片和罐體外殼;6.0 mm和5.0 mm厚的分別替換原來8.0 mm和6.0 mm厚的普碳鋼,主要生產汽車攪拌罐的后臺支架和前臺支架。實際使用效果表明,520 MPa汽車攪拌罐用鋼同卷各項異性小、強度高、韌性好,且耐磨性能優良,減重比例達到15%。
5 結論
(1)本溪鋼鐵公司在設計汽車機械攪拌罐用鋼的化學成分時,采用了低成本的碳-錳-鈦-銅,嚴格控制鋼中氣體氮、氧和有害元素硫含量,并使鋼中的鈦以碳化鈦的形式存在,對鋼的強度起到了有效的作用。
(2)該鋼的合理軋制工藝制度是:板坯出爐溫度1 180~1 250℃,連鑄坯采用熱送熱裝,板坯加熱時間為150~210 min,精軋終軋溫度設定為870℃,卷取溫度設定為<630℃。生產實踐證明,所研制的520 MPa高強汽車攪拌罐用鋼具有同卷各項異性小、強度高、韌性好的特點。
(3)采用520 MPa高強汽車攪拌罐用鋼替代Q235普碳鋼,攪拌罐整體減輕15%,降低了能源消耗,實現了綠色環保。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28