一起因軸承機匣與中支點不密封導致發動機滑油消耗量偏大故障分析
2018-09-10 06:52:29夏海波俞振華米廩營寧永飛
航空維修與工程 2018年12期
夏海波 俞振華 米廩營 寧永飛
摘要:以某型發動機在廠內試車期間發生的一起滑油消耗量偏大故障為例,對發動機進行分解檢查、試驗驗證,確定了故障原因是中支點與軸承機匣不密封,針對故障原因制定了排故措施,有效解決了該起滑油消耗量偏大的故障。
關鍵詞:滑油;消耗量;軸承機匣;中支點;密封
0引言
在某型發動機工作時,軸承和齒輪等轉動零件相互摩擦會產生磨損和過熱燒蝕。為此設置了滑油系統,其功用是將足夠數量和適當粘度的清潔滑油連續不斷地噴至軸承和傳動齒輪的嚙合處進行潤滑,以減少磨損,并帶走摩擦所產生的熱量和臟物。如果滑油系統不能正常工作,就會損壞發動機,危及飛機安全。
滑油系統不能正常工作的情況有三種,分別是滑油外漏、滑油內漏、滑油消耗量偏大,但在發動機修理時,滑油消耗量偏大的表現形式多樣,如果沒有找準故障源,將無法快速有效地排除故障,導致發動機反復試車。
1基本情況
某型發動機經歷試車過程后確定滑油位為10.6L,經過32min,再次進行試車,發動機停車后再次檢查滑油位為9.6L,經計算滑油消耗量為1.88L/h,超過工藝規定值。
2檢查情況
為了查找滑油消耗量偏大的原因,結合滑油系統工作原理,從滑油系統密封(9個重要點)和附件系統工作情況兩個方面進行檢查。
2.1檢查滑油系統密封情況
1)檢查中、后滑油回油管端面無變形、油跡,銅墊印痕連續、無間斷,無異常。
2)檢查后中介軸承及后軸承的封嚴漲圈的未對口情況,復測漲圈彈力、對口間隙、翹曲度,均無異常。
3)檢查后支點滑油積存情況,無異常;檢查封嚴圈、封嚴殼體磨損情況,無異常;復測配合尺寸,符合要求。
4)檢查五大軸承處滑油的油跡情況,無異常。
5)檢查軸承機匣內,無滑油積存情況。
6)檢查附件機匣與各附件結合面漏油情況,無異常。
7)將附件機匣分解成齒輪組合件,并檢查雙速安裝面石棉墊、油氣分離器膠圈、附件機匣殼體蓋石棉墊、滑油附件石棉墊、附件機匣安裝面石棉墊、離心通風器膠圈,均完好無破損,檢查雙速封嚴漲圈無對口。
8)檢查前機匣密封情況。前機匣返回進行密封性試驗,無異常;然后將其分解為齒輪組合件,將機匣殼體返回修理班組,檢查空心葉片處的密封性,密封試驗良好,無異常。
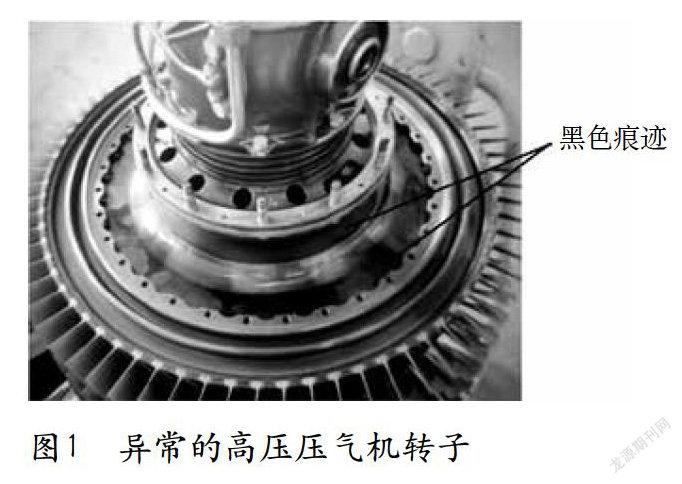
9)在檢查高壓壓氣機轉子時,發現六級盤上存在大量黑色痕跡,同時檢查中座時發現其與軸承機匣連接的固定螺栓存在同樣的黑色痕跡,如圖1所示。
2.2檢查滑油系統附件工作情況
檢查滑油附件、油氣分離器、離心通風器、前支點回油泵返回復試性能及密封性,無異常。
3試驗檢查
針對檢查過程中發現的高壓壓氣機第六級盤大量黑色痕跡的情況,經過分析研究,初步確認滑油是從黑色痕跡部位的結合面處滲漏出來的。為了進一步確認故障的原因,對軸承機匣、中支點進行氣密試驗等試驗。
3.1軸承機匣試驗檢查
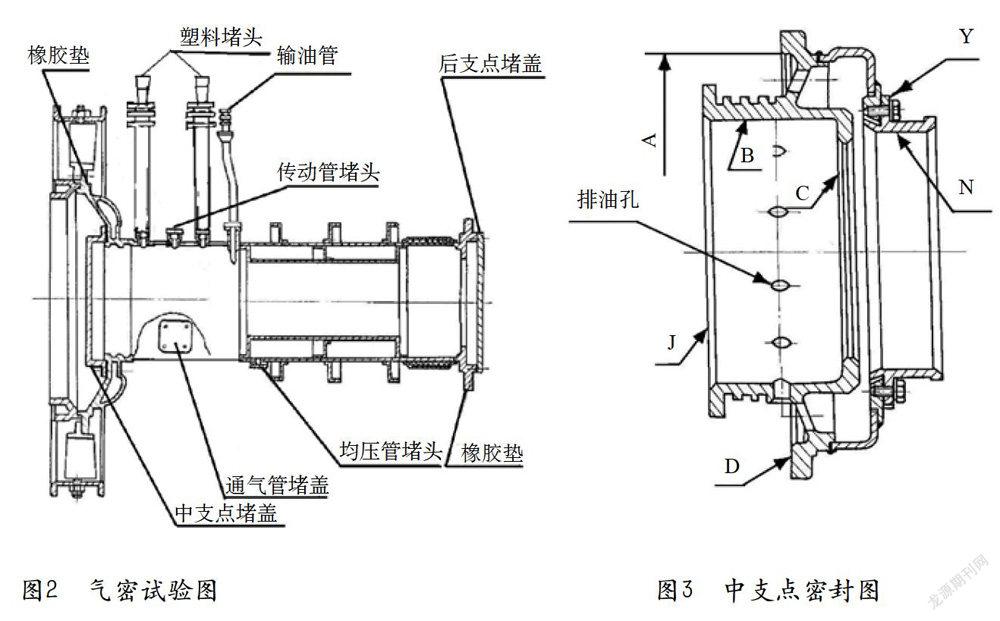
將軸承機匣放在架子上,打磨機匣中支點端面和后支點漲圈襯套安裝邊結合面的殘漆。按圖2指示,將中后支點、傳動導管、油氣通風管安裝座用堵蓋堵住,并將中后回油管(帶銅墊)、輸油管固定在機匣安裝座上,中后回油管用塑料堵頭堵住管口。安裝好后,用吊具吊起機匣,將輸油管與試驗進氣軟管連通,將軸承機匣沉浸在溶液槽內,慢慢打開進氣開關,在內腔形成一定壓力,并持續5min。用手燈仔細檢查機匣主體材料、中后支點焊縫對接處、中后回油管、供油管管身及其安裝處,無漏氣,氣密性良好。
3.2中支點氣密檢查
按圖3指示,對表面“c”和“D”進行密封并壓緊,使中座形成一個密封腔。然后,將中座沉浸在試驗器溶液里,連通試驗器軟管,慢慢打開進氣開關,在內腔形成一定壓力,持續5min。“Y”處無漏氣,“D”面等各處氣密性良好。
3.3軸承機匣與中支點聯合試驗
在軸承機匣、中座密封的基礎上,使用螺栓將軸承機匣與中座固定連接,在軸承機匣滑油進油管連接軟管,將軸承機匣和中座一同沉浸在溶液槽內,慢慢打開進氣開關,在內腔形成壓力0.147MPa,持續5min。發現軸承機匣與中座結合面位置和螺栓根部多處有大量氣泡冒出。
3.4著色檢查
對軸承機匣與中支點對接的工作面進行著色檢查,均符合要求,無異常。
4原因分析
通過上述試驗,可知導致發動機滑油消耗量偏大的原因是中支點與軸承機匣結合面和固定螺栓處不密封,導致滑油蒸氣從該處逃出,在高壓壓氣機第六級盤面上積存,在高溫作用下造成壓氣機盤面呈現黑色痕跡。
跟蹤中支點和軸承機匣安裝過程發現,在該接合面處需涂抹一種密封膠(硅氧烷磁漆),其作用是對溫度和壓力較高的殼體接合面進行密封,防止漏氣或漏油。但在裝配過程要保證其密封最佳且充分干燥,如果干燥情況不佳,其密封效果大大下降。查閱該發動機裝配時間是夏季,該時期天氣比較潮濕,雖然按工藝要求對硅氧烷磁漆干燥,但干燥效果較差。由此可知,中支點與軸承機匣結合面和固定螺栓處不密封的原因,是中支點與軸承機匣結合面在涂抹的硅氧烷磁漆未充分干燥的情況下進行了裝配。
5故障排除
1)檢查對接面表面狀況,并去除對接表面上的擦傷、壓坑及毛刺。
2)用蘸有汽油的布塊擦凈對接面,至完全除去油膩位置,并用麂皮擦干。
3)在整個對接表面上涂兩層硅氧烷磁漆,將每層的干燥時間控制在上限30min(規定為10~30min),并可借助吹風機熱風加速其干燥。
4)發動機重新上臺試車,滑油消耗量符合要求,為0.19L/h。
6結束語
一起試車過程中滑油消耗量偏大的故障原因是發動機在裝配過程中,硅氧烷磁漆涂抹不到位,導致軸承機匣與中支點結合面不密封,軸承機匣內的滑油蒸氣外漏,導致滑油消耗量超過規定值。
在發動機修理過程,導致滑油消耗量偏大的故障源多,如漲圈多口、附件機匣襯套偏磨等,但因軸承機匣與中支點不密封引起滑油消耗量偏大的比較少見。該起故障為滑油消耗量偏大故障的排除增加了一種新的排故思路,為更好地、全面地解決此故障提供了有效的支撐作用。
