GW130/2500型140米高塔架制造工藝研究及控制措施
2018-08-20 03:56:16馬海德李俊宏趙立剛
風能 2018年4期
文 | 馬海德,李俊宏,趙立剛
“十三五”期間,我國風電開發重心已從“三北”地區向中東部和南方低風速地區轉移,風力發電也從集中式向分散式演進,由金風科技研發的適合超低風速和復雜地形條件下運行的GW130/2500機型140米高塔架在此背景下應運而生。該機型是目前國內領先的風輪直徑為130米的2.5兆瓦最高塔架,其通過采用更大長度的葉片,捕獲更多風能資源,使超低風速且復雜地形條件下發電量顯著提升,具有更強的發電性能、適應性和經濟性。其塔筒設計段數多、鋼板厚度厚、高度高,要求必須具備良好的安全性能和優質的產品質量,因此制造難度較大。本文通過對140米高塔架制造過程中下料尺寸控制、削薄板切割尺寸精度控制、整段筒體兩端面平行度及同軸度控制、法蘭焊合平面度及內傾度控制、幾何尺寸控制等工藝難點進行研究,制作專業的工藝裝備,制定具體的控制措施,經制造現場實際驗證及吊裝現場順利安裝證明,有效提高了塔架制造質量。

表1 140米2.5MW塔架基本數據表

表2 塔架連接法蘭明細表
塔架概述
一、項目概述
試驗機組塔架項目地點位于新疆達坂城,本次共安裝1臺,采用的是2.5MW風力發電機組,該機組采用的是金風科技140米輪轂高度柔性塔架。
二、塔架基本參數
140米輪轂高度塔架采用錐形鋼圓筒結構形式,分7段組成。塔架底部法蘭為鍛造T型法蘭,塔架段與段之間及塔架與機艙的連接采用高強度螺栓連接。塔架的底部配有一扇門,能使外部空氣進入塔架內,同時具有防沙、防雨、防蚊蟲、防盜的功能。塔架內部設置多個平臺,并設計有內部爬梯和升降機,各平臺都有照明裝置和應急照明裝置。塔架基本數據如表1、表2所示。
塔架制造工藝流程簡介
風電塔架制造通用工藝流程,如圖1所示。
140米高塔架制造難點分析及控制措施
140米柔性塔架是金風科技專門為超低風速和復雜地形條件下設計的一款塔架產品,其優勢在于輪轂高度達到140米以上,具有輪轂高度高、塔架頻率低、阻尼小,其設計采用先進的控制算法使得140米柔性塔架相對同等高度剛性塔架重量減輕31.84%,成本節約近40%,標態下發電量提升12.3%。因其高度高,段數多,底部塔筒鋼板較厚,因而制造難度很大,主要工藝難點及控制措施如下。
一、塔筒整體高度控制
(一)制造難點
塔架在焊接過程中會產生焊接收縮,鋼板厚度越大,熱輸入越大,收縮量將越大,焊接收縮量累計會導致筒體焊后整體高度減小,影響塔架輪轂高度,因此需嚴格控制收縮變形。
(二)原因分析
按照《金風MW級塔架技術條件》要求,塔段高度允許偏差為±10mm、塔架總高允許偏差±50mm。塔筒筒節間環縫的焊接在內側按照鋼板厚度的不同,需要進行3~5層的多層焊接,外側用碳弧氣刨進行清根后進行焊接,焊接次數多,焊接電流大,焊接溫度高,鋼板在焊縫及熱影響區域的溫度較高,在焊接完成后鋼板會產生冷卻收縮,鋼板越厚熱輸入越大,產生的冷卻收縮越大,塔架總共有58道環縫,收縮量累計使塔架總高減小約80~100mm,偏差值超出技術規范要求。
(三)控制措施
為有效補償焊接收縮量,一方面,對每一筒節下料編程(定料時予以考慮),單節筒節高度方向根據不同板厚留0.8~1.3mm的焊接收縮余量,具體見表3所示;另一方面,在焊接過程中嚴格控制焊接參數和焊接順序,減小收縮量。
二、削薄板切割尺寸精度控制
(一)制造難點
28mm厚鋼板在坡口削薄加工處理后,削薄一側長度方向尺寸偏小8~10mm,造成兩筒節對接錯邊量超差。
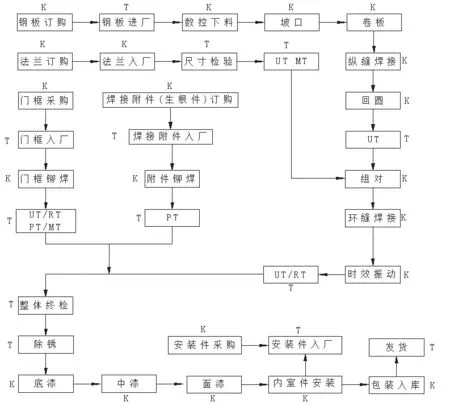
圖1 風電塔架制造工藝流程簡圖
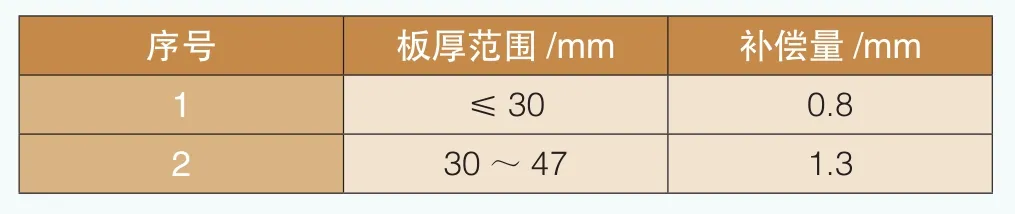
表3 筒節高度焊接收縮量
(二)原因分析
按照《金風MW級塔架技術條件》要求,所有筒體上鋼板厚度差≥4mm的不同壁厚鋼板對接時,應以不大于1:4的錐度平滑過渡(即將較厚板削薄)。140米塔架第7段塔筒筒節布置如圖2所示。
其中T7-8與T7-9板厚分別為15mm和28mm,兩鋼板對接時采用的坡口形式如圖3所示。
在塔架制作過程中一般采用火焰切割的方法加工對接坡口,切割時由于切割面及切割面附近區域溫度高達3000多度,受加熱區域的材料迅速膨脹,但因周圍溫度較低,此時受加熱區域受壓縮應力,隨著加熱溫度的提高,壓縮應力不斷增大,當超過材料的屈服極限便產生了塑性變形,當停止切割時金屬冷卻收縮,結果加熱區金屬纖維比原先短。這樣就使得較厚板在削薄一側長度尺寸縮短,造成兩筒節對接時錯邊量嚴重超差。
(三)控制措施
為有效解決此問題,在下料編程時,給T7-9下口直徑增加補償量,即將下口直徑增大2.8mm。經過生產實際驗證,該方法有效可行。
三、整段筒體(多段筒節)兩端面平行度及同軸度超差控制
(一)制造難點
140米塔架底部塔筒鋼板厚度較厚,按照焊接工藝要求,焊接坡口為X型坡口,在組對時用CO2氣體保護在外側進行打底定位焊接,產生焊接收縮,兩筒節的組對間隙在焊接位置的180°角度組對間隙會變大,在組對焊接完成1/4的周長以后,組對間隙調整難度較大,組對間隙過大及間隙不均勻,就會造成整段塔筒平行度和同軸度的超差。
(二)原因分析
按照《金風MW級塔架技術條件》要求,整段筒體兩端面平行度和同軸度測量如圖4所示,測量A1A2、B1B2、C1C2、D1D2所有數據差值≤3mm,A1C2、B1D2、C1A2、D1B2所有數據差值≤3mm,組對間隙的均勻與否是保證整段筒體兩端面平行度、同軸度的關鍵,而塔架第一、二段塔筒鋼板厚度為47~34mm,需要開X型焊接坡口,在外側組對定位焊接時如果將筒節自由放置在組對滾輪架上,會產生焊接收縮,焊接位置外部受力,筒節的組對間隙就會發生變化,控制起來困難,間隙超標后進行調整需要將定位焊點全部磨開,工作量很大。
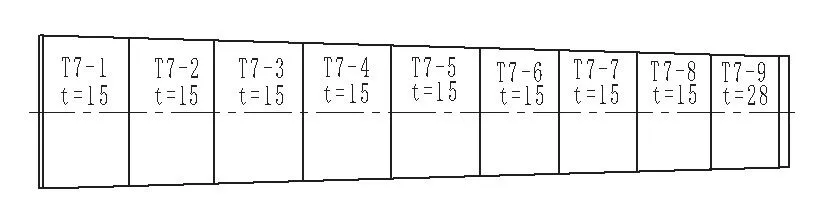
圖2 第七段塔筒筒節布置圖
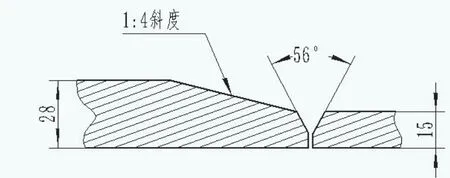
圖3 鋼板對接坡口形式
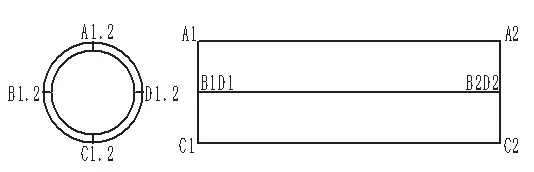
圖4 整段筒體兩端面平行度、同軸度測量示意圖
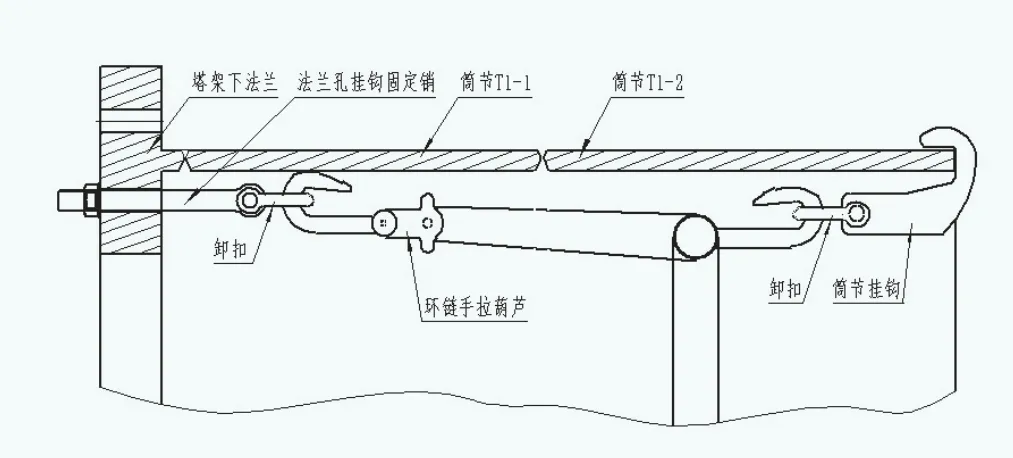
圖5 組對間隙調整拉緊裝置示意圖
(三)控制措施
制作專用法蘭孔掛鉤固定銷和筒節掛鉤,分別固定在法蘭和筒節上,用環鏈手拉葫蘆進行拉緊(見圖5),在焊接位置的90°和180°分別固定一組拉緊裝置,在焊接過程中對組對間隙隨時進行調整,保證組對間隙均勻,經過生產實際檢驗,該措施能夠有效控制組對間隙,保證筒體兩端面的平行度和同軸度。
四、法蘭焊合平面度、內傾度超差
(一)制造難點
風力發電塔架制造過程中,由于法蘭與筒體組對時,間隙過大或者法蘭放置不平,在焊接過程中法蘭面極易出現“波浪變形”,連接法蘭與筒體組焊時,連接法蘭面易產生外翻的“角變形”,兩者都會造成法蘭面焊接后平面度、內傾度、橢圓度超標。
(二)原因分析
按常規的焊接工藝順序是先焊接完內側,然后在外面清根,再焊接外側。焊接過程中焊縫和焊縫附近的法蘭脖頸處溫度很高,受熱迅速膨脹。當焊縫溫度逐漸冷卻時,連接法蘭因厚度較厚,剛度較大,與焊縫冷卻速度不一致,法蘭熱影響區溫度冷卻緩慢,導致焊縫區域在冷卻時產生的收縮應力無法抵消;法蘭因熱影響區受熱而產生膨脹應力,從而使遠離焊縫區的法蘭面內側形成外翻。
(三)控制措施
由于連接法蘭面要求“內傾外平”,安裝時能給予所連接的高強度螺栓相應的預緊力,因此法蘭不允許出現外翻,如圖6所示。
由于焊縫坡口為內側坡口,要解決法蘭外翻,必須嚴格按照焊接工藝分層交替施焊的方法,并且焊接時要求次道焊縫最好一次完成,中間不需間斷,保持受熱均勻,頂法蘭焊接順序如圖7所示,焊接參數如表4。
五、數據檢驗結果分析
運用上述工藝制造的新疆達坂城140米高塔架,塔段平行度、同軸度檢驗數據見表5,平行度A1A2、B1B2、C1C2、D1D2的相對差值最大值為2mm,同軸度A1C2、B1D2、C1A2、D1B2的相對差值最大值為2mm,技術規范要求≤3mm;焊后法蘭平面度、內傾度檢驗數據見表6,均在技術規范要求范圍內;塔架高度檢驗數據見表7,塔段高度最大偏差為-3mm、塔架總高度偏差為-10mm,高度值控制很精確。通過以上數據分析,全部符合金風《Q/QW 202002-2017風力發電機組塔架技術條件 》要求,塔架在吊裝現場安裝非常順利。
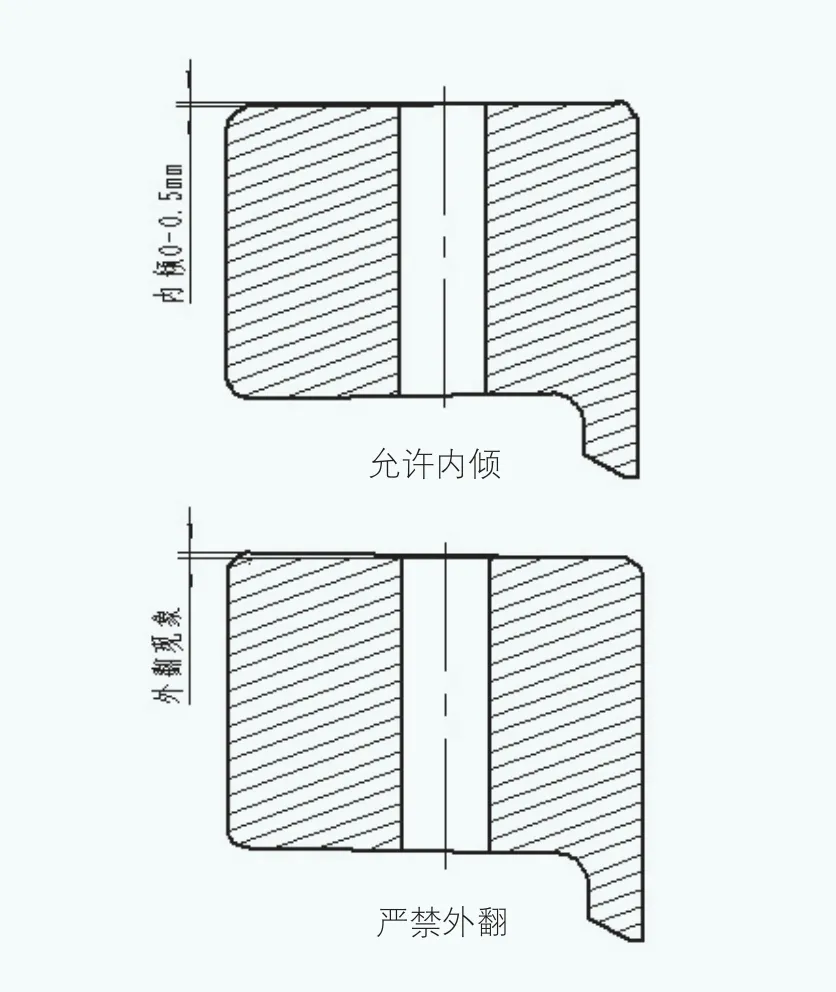
圖6 法蘭焊接后出現的情況
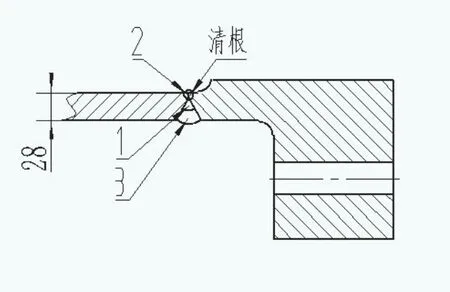
圖7 頂法蘭與筒體焊接順序示意圖
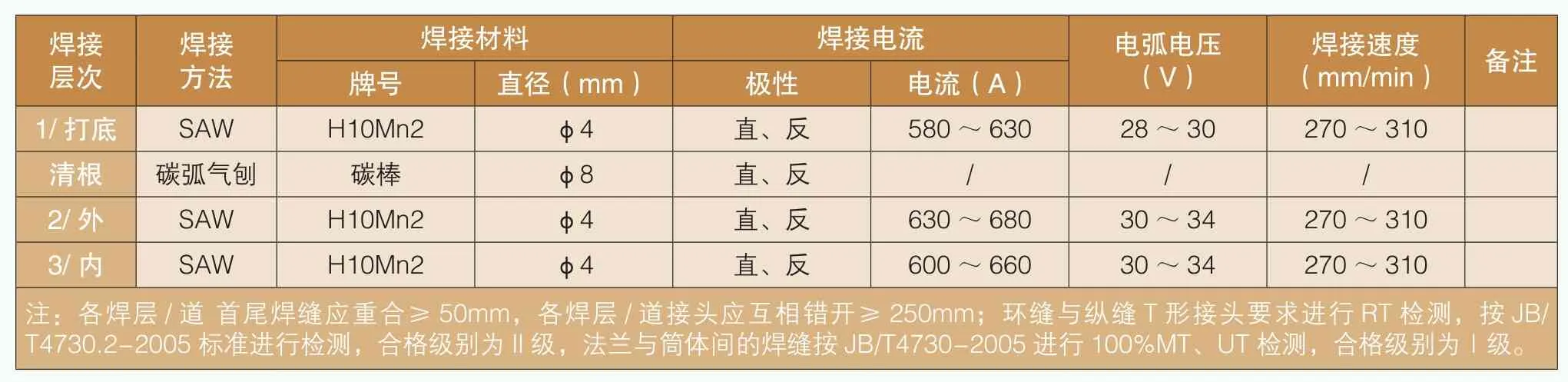
表4 頂法蘭與筒體焊接參數表

表5 140米高塔架塔段平行度、同軸度檢驗表
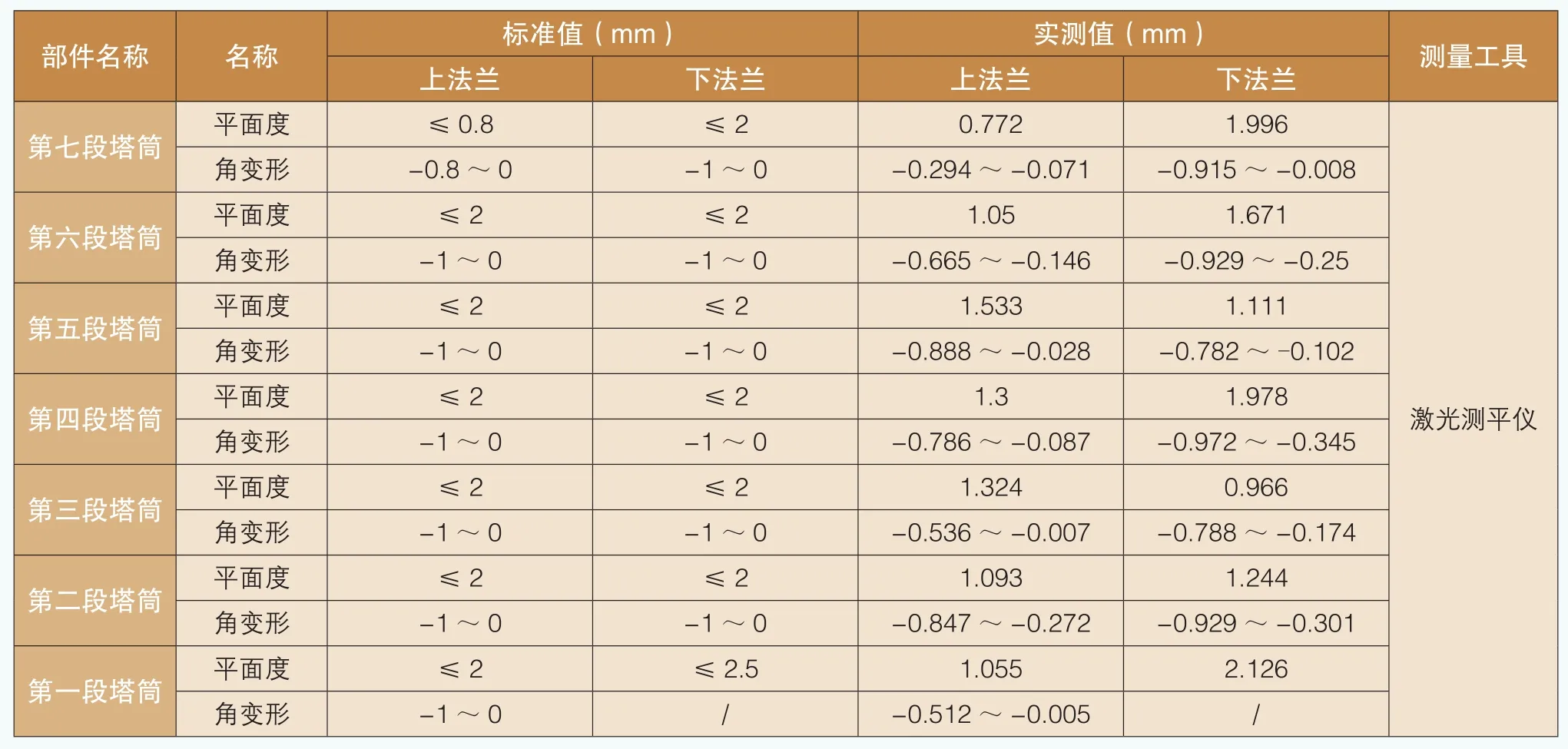
表6 140米高塔架焊后法蘭平面度、內傾度檢驗表

表7 140米高塔架高度檢驗表

圖8 塔段平行度、同軸度檢驗圖

圖9 塔架焊后法蘭平面度、內傾度檢驗圖

圖10 塔架現場吊裝圖
結論
本文在傳統工藝的基礎上,制定了下料尺寸補償量、設計制作了組對間隙調整拉緊裝置、調整了法蘭環縫焊接次序,經實踐證明,很好地控制風力發電塔架制造過程中的組對間隙、法蘭面平面度、內傾度及整段筒體兩端面的平行度、同軸度、塔架高度。本文制定的工藝措施簡單有效,制作的工裝切實可行,有效地控制了塔架制造質量,值得在其他風力發電塔架項目中推廣應用。

攝影:王迎春
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45
