一種四軸精密車床新型夾具的研制及應用
2018-08-16 09:52:46周志平
現代制造技術與裝備 2018年7期
關鍵詞:設置
周志平 盛 科 陳 勇
(空軍航空維修技術學院,長沙 410124)
1 研究背景
傳統的車床裝夾工件是通過三爪卡盤實現的,三爪卡盤夾持住工件的一端帶動工件旋轉,這種裝夾方式一次只能加工工件的一端,當需要加工工件的另一端時,需要將工件拆下,重新裝夾后再進行加工,二次裝夾后所帶來的主要問題是:工件同軸度誤差較大。
本文設計了一種在四軸精密車床上使用的新型夾具,該夾具通過設置第一工件主體定位裝置和第二工件主體定位裝置來放置兩工件;通過第一工件端面定位裝置和第二工件端面定位裝置同時對兩工件進行準確定位;用旋轉驅動裝置驅動旋轉軸轉動,帶動壓板壓緊和松開工件。該夾具可以一次準確定位和裝夾兩個工件,極大提高了被加工零件的加工精度和加工效率。
2 新型夾具主要結構及工作原理
如圖1、圖2和圖3所示,本四軸精密車床夾具,包括安裝板1,在安裝板1上設置有基座2,在基座2上設置有第一V形塊3和第二V形塊4;在第一V形塊3的一端位于基座2上設置有第一工件端面定位裝置5;在第二V形塊4的一端位于基座2上設置有第二工件端面定位裝置6。
第一工件端面定位裝置5包括第一滑軌51、第一滑塊52、第一定位塊53、第一連接塊54、第一卡扣55和第一推拉氣缸50,第一滑軌51設置在基座2上,第一滑塊52滑動地設置在第一滑軌51上,第一定位塊53設置在第一滑塊52上,第一連接塊54設置在第一定位塊53上,第一卡扣55設置在第一連接塊54上,第一推拉氣缸50的活塞桿501與第一卡扣55連接,第一推拉氣缸50的缸體502設置在安裝板1上。活塞桿501驅動第一卡扣55、第一連接塊54、第一定位塊53和第一滑塊52沿第一滑軌51上下運動給工件10提供定位。
第二工件端面定位裝置6包括第二滑軌61、第二滑塊62、第二定位塊63、第二連接塊64、第二卡扣65和第二推拉氣缸60,第二滑軌61設置在基座2上,第二滑塊62滑動地設置在第一滑軌61上,第二定位塊63設置在第二滑塊62上,第二連接塊64設置在第二定位塊63上,第二卡扣65設置在第二連接塊64上,第二推拉氣缸60的活塞桿601與第二卡扣65連接,第二推拉氣缸60的缸體602設置在安裝板1上。活塞桿601驅動第二卡扣65、第二連接塊64、第二定位塊63和第二滑塊62沿第二滑軌61上下運動給工件11提供定位。
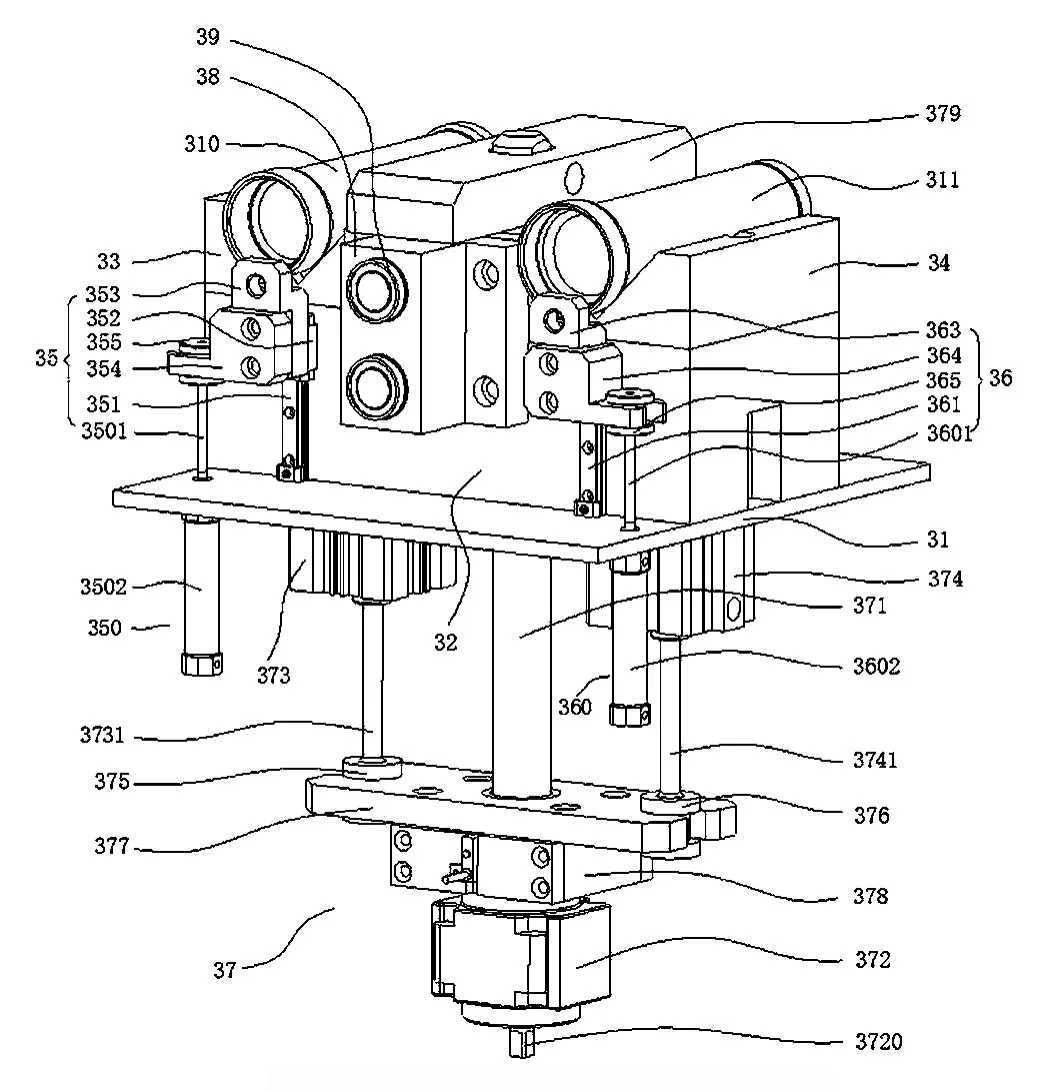
圖1 夾具結構示意圖
在基座2下面設有旋轉夾持裝置7,旋轉夾持裝置7包括旋轉軸71、馬達72、第一夾持氣缸73、第二夾持氣缸74、第三卡扣75、第四卡扣76、推拉板77、固定塊78和壓板79。第一夾持氣缸73和第二夾持氣缸74的缸體均固定在基座2上,第一夾持氣缸73的活塞桿731通過第三卡扣75與推拉板77相連,第二夾持氣缸74的活塞桿741通過第四卡扣76與推拉板77相連,固定塊78安裝在推拉板77上,馬達72的本體安裝在固定塊78上,馬達72的輸出軸720與旋轉軸71的下端相連,壓板79安裝在旋轉軸71的上端。第一夾持氣缸73的活塞桿731和第二夾持氣缸74的活塞桿741推動推拉板77帶動第三卡扣75、第四卡扣76、推拉板77、固定塊78、旋轉軸71、壓板79和馬達72上下運動為壓板79壓緊工件10和工件11提供壓力,馬達72帶動旋轉軸71旋轉,方便放置和取出工件10和工件11。
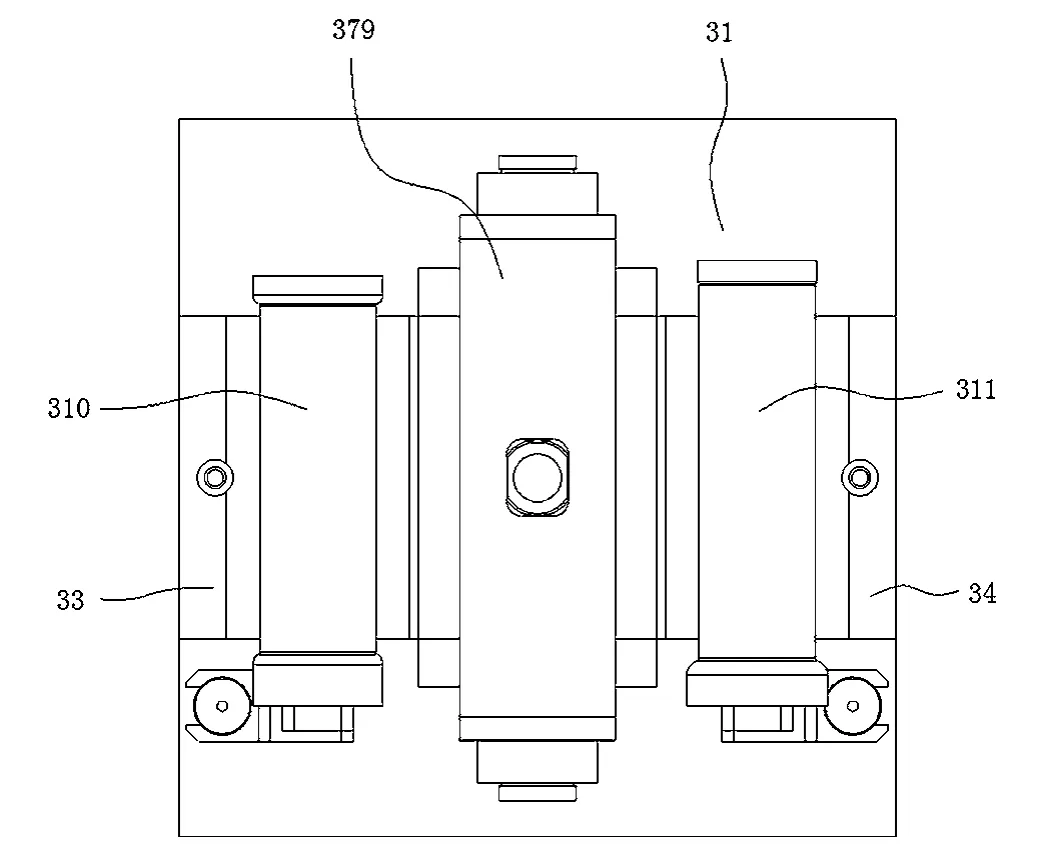
圖2 夾具俯視圖

圖3 夾具右視圖
3 新型夾具設計的主要技術方案
為提高零件的加工精度和加工效率,四軸精密車床新型夾具所采用的主要技術方案是:首先設計安裝板,在安裝板上設置基座,在基座上設置第一工件主體定位裝置和第二工件主體定位裝置,在第一工件主體定位裝置的一端位于基座上或安裝板上設置有第一工件端面定位裝置,在第二工件主體定位裝置的一端位于基座上或安裝板上設置有第二工件端面定位裝置,在基座下面設有旋轉夾持裝置,旋轉夾持裝置包括旋轉軸和旋轉驅動,旋轉軸的一端設置在旋轉驅動上,旋轉軸的另一端穿過基座,穿過基座的一端設置有壓板。第一工件主體定位裝置和第二工件主體定位裝置為放置工件設置,工件通過第一工件端面定位裝置和第二工件端面定位裝置來限制軸向自由度,這種設置操作方便,只需要將工件放到第一工件主體定位裝置和第二工件主體定位裝置上,再將工件靠到第一工件端面定位裝置和第二工件端面定位裝置即可,工件放置好后,用旋轉驅動裝置驅動旋轉軸轉動帶動壓板壓緊和松開工件。該夾具結構簡單,運行可靠。夾具結構示意圖見圖1,夾具俯視圖和右視圖分別見圖2和圖3。
第一工件主體定位裝置和第二工件主體定位裝置均為V形塊,第一工件主體定位裝置為第一V形塊,第二工件主體定位裝置為第二V形塊。采用V形塊定位工件,生產制造成本低、定位準確。
第一工件端面定位裝置包括第一滑軌、第一滑塊、第一定位塊、第一連接塊和第一卡扣和第一推拉氣缸。第一滑軌設置在基座上,第一滑塊滑動地設置在第一滑軌上,第一定位塊設置在第一滑塊上,第一連接塊設置在第一定位塊上,第一卡扣設置在第一連接塊上,第一推拉氣缸的活塞桿與第一卡扣連接。
第一推拉氣缸的缸體設置在安裝板上。第一卡扣與第一推拉氣缸的活塞桿連接,通過驅動第一推拉氣缸,第一推拉氣缸的活塞桿能驅動第一定位塊沿第一滑軌運動,當工件定好位,壓板壓住工件后,第一推拉氣缸的活塞桿驅動第一定位塊沿第一滑軌遠離第一V形塊,解除對工件端面的阻擋,為刀具騰出加工空間。
第二工件端面定位裝置包括第二滑軌、第二滑塊、第二定位塊、第二連接塊和第二卡扣和第二推拉氣缸,第二滑軌設置在基座上,第二滑塊滑動地設置在第二滑軌上,第二定位塊設置在第二滑塊上,第二連接塊設置在第二定位塊上,第二卡扣設置在第二連接塊上,第二推拉氣缸的活塞桿與第二卡扣連接,第二推拉氣缸的缸體設置在安裝板上。第二卡扣與第二推拉氣缸活塞桿連接,通過驅動第二推拉氣缸,第二推拉氣缸的活塞桿能驅動第二定位塊沿第二滑軌運動,當工件定好位,壓板壓住工件后,第二推拉氣缸的活塞桿驅動第二定位塊沿第二滑軌第二V形塊,解除對工件端面的阻擋,為刀具騰出加工空間。氣缸結構簡單,維修更換方便,是滿足本結構功能要求的最佳選擇。
旋轉夾持裝置還包括第一夾持氣缸、第二夾持氣缸、第三卡扣、第四卡扣、推拉板和固定塊,第一夾持氣缸的缸體和第二夾持氣缸的缸體設置在基座上,第三卡扣和第四卡扣設置在推拉板上,第一夾持氣缸的活塞桿和和第三卡扣連接,第二夾持氣缸的活塞桿和第四卡扣連接,固定塊設置在推拉板上,旋轉驅動為馬達,馬達設置在固定塊上,馬達的輸出軸與旋轉軸連接。第一夾持氣缸和第二夾持氣缸通過推板和旋轉軸為壓板壓緊工件提供壓力。選擇氣缸為動力來源,結構簡單,維修更換方便,是滿足本結構功能要求的最佳選擇。旋轉驅動為馬達,工件放置好后,第一夾持氣缸和第二夾持氣缸驅動推板和旋轉軸帶動壓板遠離工件,馬達帶動旋轉軸旋轉一個角度,第一夾持氣缸和第二夾持氣缸驅動推板和旋轉軸帶動壓板接近工件直至將工件壓緊,馬達運行可靠,既簡化結構,又能滿足功能要求。
4 新型夾具的應用方法
工作時,第一推拉氣缸50的活塞桿501推動第一卡扣55、第一連接塊54、第一定位塊53和第一滑塊52沿第一滑軌51向上運動;第二推拉氣缸60的活塞桿601推動第二卡扣65、第二連接塊64、第二定位塊63和第二滑塊62向上運動,將工件10放在第一V形塊3上,工件10的一端與第一定位塊53接觸;將工件11放在第二V形塊4上,工件11的一端與第二定位塊63接觸,啟動第一夾持氣缸73和第二夾持氣缸74,第一夾持氣缸73的活塞桿731通過第三卡扣75、第二夾持氣缸74的活塞桿741通過第四卡扣76同時將推拉板77往上拉,固定塊78和馬達72跟推拉板77同時上移,旋轉軸71推動壓板79上移;馬達72啟動,馬達72的輸出軸720旋轉90度后,第一夾持氣缸73的活塞桿731通過第三卡扣75、第二夾持氣缸74的活塞桿741通過第四卡扣76同時將推拉板77往下拉,旋轉軸71推動壓板79下移,直至壓板79將工件10和工件11壓緊,工件10和工件11被壓緊后,第一推拉氣缸50的活塞桿501推動第一卡扣55、第一連接塊54、第一定位塊53和第一滑塊52沿第一滑軌51向下運動,使第一定位塊53遠離工件10;第二推拉氣缸60的活塞桿601推動第二卡扣65、第二連接塊64、第二定位塊63和第二滑塊62向下運動,使第二定位塊63遠離工件11,即可開始車削加工。
5 結語
本新型夾具一次可以裝夾兩個工件,生產效率高;工件定位方法準確、可靠,制造成本低;選擇氣缸為執行元件,使氣缸帶動壓板壓緊工件,完成工件緊固,夾緊裝置結構簡單、運行可靠,維修更換方便;用馬達驅動旋轉軸旋轉帶動壓板旋轉,方便放置和取出工件,不僅滿足了功能要求,而且極大提高了零件加工精度和生產效率,特別適合大批量生產兩端都需要加工的工件。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
