普通車床工藝系統剛度的測定及分析*
2018-08-14 02:38:48張憲明王云海
制造技術與機床 2018年7期
張憲明 王云海
(貴州理工學院機械工程學院, 貴州 貴陽 550003)
在機械加工中,由機床、夾具、刀具和工件構成了一個完整的工藝系統。工藝系統的剛度直接影響加工精度,剛度是評價工藝系統的重要參數。基于普通車床的工藝系統是機械加工中使用最普遍的一種工藝系統,所以有必要對基于普通車床的工藝系統剛度(以下簡稱工藝系統剛度)作進一步的研究。
1 工藝系統剛度的理論公式
基于普通臥式車床的工藝系統,一般采用主軸端的卡盤裝夾工件,對于細長軸類工件加工時,并需同時使用尾座頂尖輔助裝夾。車削加工時,一般是通過刀架部件上的車刀刀尖作用于工件上,從而會產生法向切削力Fp。所以要研究工藝系統剛度,主要研究機床主軸、尾座和刀架3個機床部件和工件共4部分。根據剛度k公式:
(1)
式中:Fp為刀架作用于工件的法向切削力,N;y為刀具相對于工件在Fp方向上的變形位移,mm。
由式(1)可以看出,若能求出工藝系統在切削力Fp作用的相應位置處的變形y,二者比值即可求出工藝系統剛度。切削力Fp一般通過刀桿位置的受力傳感器很容易測出,而工藝系統的變形y是通過機床主軸、尾座、刀架三部件影響決定的機床變形和工件變形共同作用的。所以就需對機床變形和工件變形分別進行研究。
1.1 機床的變形

(2)
式中:L為工件長度;x為車刀作用點沿工件軸線長度方向的位置坐標。
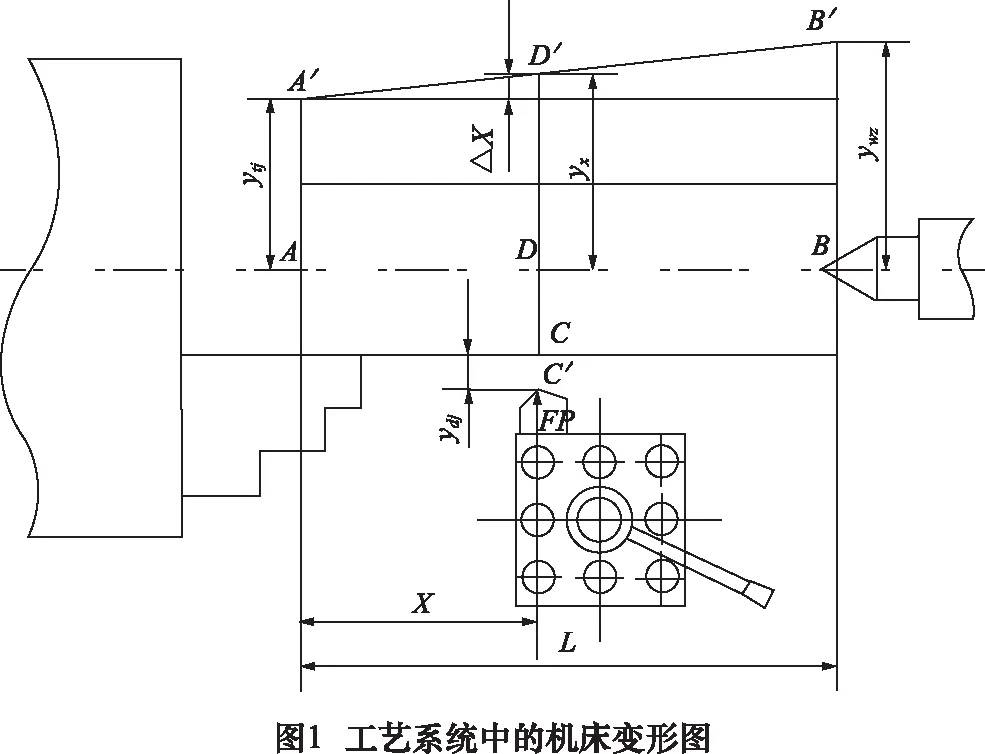
考慮到刀架變形ydj與工件變形yx的方向相反,所以機床總的變形為:
yjc=yx+ydj
(3)
由剛度定義:
式中:ktj、kwz、kdj分別為主軸、尾座、刀架剛度。
將以上ytj、ywz、ydj及式(2)一起代入式(3)式中,可得機床總的變形為:
(4)
這說明隨著切削力作用點位置x的變化,工藝系統的變形是變化的。顯然工藝系統剛度也是隨著切削力作用點位置x的變化而變化的。
1.2 工件的變形
一般情況下,普通臥式車床車削軸類工件時,工件的變形是肯定存在的。尤其是對于細長軸類工件,工件的變形對工藝系統剛度的影響就必須要考慮。根據材料力學可知,在基于工件材料為彈性材料的情況下,在刀具作用點位置x處,工件的變形yg為[5]:
(5)
式中:E為材料的彈性模量,N/mm2;I為工件的截面二次矩,mm4。
1.3 工藝系統的變形
機床變形和工件變形共同構成了工藝系統的變形:
(6)
1.4 工藝系統的剛度
確定了工藝系統的變形后,就可以根據剛度公式k=Fp/y確定工藝系統的剛度:
(7)
由此可知,在測得了車床主軸、刀架、尾座各部件的剛度,以及確定了工件材料和尺寸(即確定式(7)中的E、I、L)的情況下,就可按刀具作用點位置x值,求出工藝系統的剛度[1-4]。
2 工藝系統剛度的測定
由式(7)可以看出,要求出工藝系統剛度,必須首先求出主軸、刀架、尾座3個機床部件剛度。
2.1 機床部件剛度的測定
根據剛度公式k=Fp/y,只要測出機床相應部件在加載力Fp的作用下的相應位移y的數值即可求得,而測試數值一般分別通過力傳感器和位移傳感器讀出。
不同機床的機床部件剛度一般是不相同的。表1是對C616型普通車床的測定數據。
表1 C616型普通車床部件剛度測試數據表
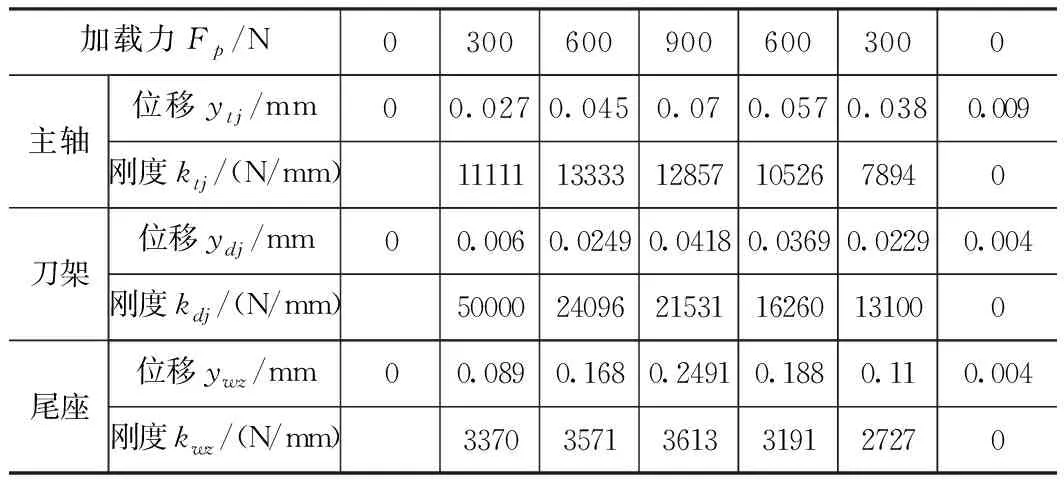
加載力Fp/N03006009006003000主軸位移ytj/mm00.0270.0450.070.0570.0380.009剛度ktj/(N/mm)1111113333128571052678940刀架位移ydj/mm00.0060.02490.04180.03690.02290.004剛度kdj/(N/mm)50000240962153116260131000尾座位移ywz/mm00.0890.1680.24910.1880.110.004剛度kwz/(N/mm)337035713613319127270
根據表1測定數據,分別繪制出主軸、刀架、尾座的剛度特性曲線,見圖2。對結果分析:
(1)主軸、刀架、尾座三者剛度特性曲線共性是變形位移與加載力不是線性關系,反映三者的變形都不是彈性變形,意味著有一定的塑性變形。
(2)加載與卸載曲線不重合,兩曲線包容的面積代表了加載-卸載過程中所損失的能量,主要是克服零件間的摩擦和塑性變形所做的功。
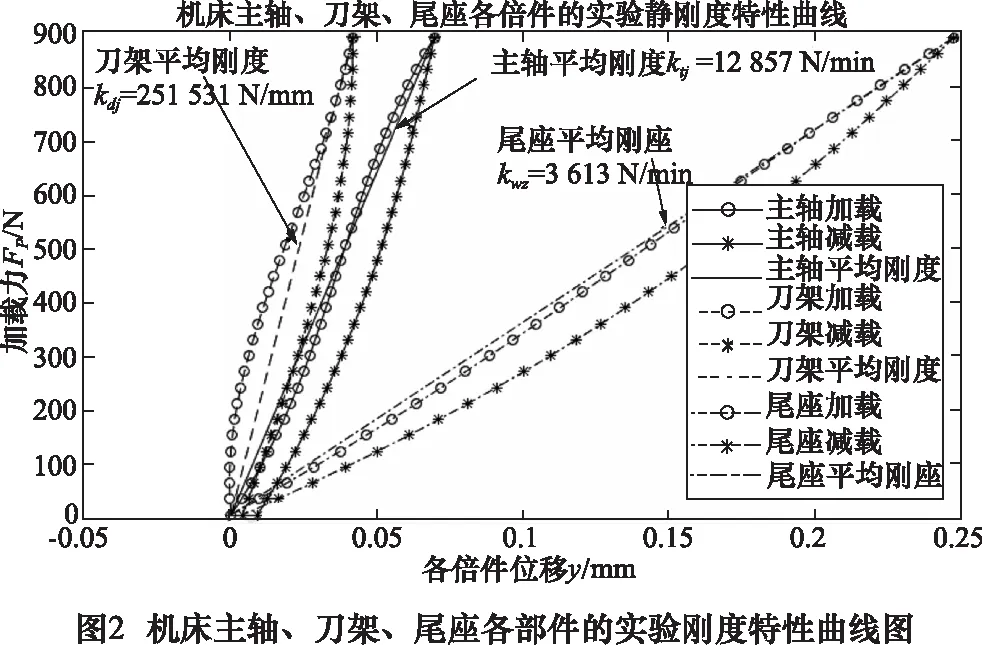
(3)卸載曲線不能回到原點,說明有殘留變形。故伴隨著有能量損失。
(4)由于剛度曲線不是線性的,是變量。一般情況下,取平均剛度,即最大和最小點連線的斜率來表達剛度。機床的3個部件平均剛度比較,刀架kdj=21 531 N/mm最大,主軸ktj=12 857 N/mm次之,尾座kwz=3 613 N/mm最小。
2.2 工藝系統剛度的理論計算
根據式(7),工藝系統的剛度在機床部件剛度Ktj,kwz,kdj確定的情況下,還與工件長度L、材質及截面相關參數E、I有關。假設在以上測定用的C616型臥式車床上通過卡盤和尾座頂尖裝夾工件,工件參數:直徑φd=28 mm,長度L=506 mm,45#鋼。從而形成特定的工藝系統。可查得E=2×105N/mm2,I=π×d4/64=π×284/64。該特定工藝系統下的靜剛度只與位置x有關。
當x=L/4時,代入式(7)可得
結果分析:
(1)以上公式計算數值中可以看出,系統剛度的4個影響因素主軸、刀架、尾座和工件,其中工件對工藝系統剛度影響最大。
當x=L/2時,代入式(7)可得
當x=3L/4時,代入公式(7)可得
(2)3個位置x處的剛度值對比,當x=L/4,即靠近主軸處剛度最大;當x=3L/4,即靠近尾座時剛度次之;當x=L/2,即位于細長軸工件正中間時,剛度最小。
2.3 工藝系統剛度的實驗測定
為了與計算的理論剛度進行對比分析,采用2.2節中的特定工藝系統實驗模型進行測定。測定的位置同樣選擇L/4、L/2、3L/4三個位置。實驗時,在相應位置處加載力Fp,并記錄相應位置處刀具相對于工件的總位移y。因刀具ydj和工件yg的方向是相反的,所以二者的相對位移y=ydj+yg,然后再代入剛度公式k=Fp/y,即可得出不同位置處工藝系統的剛度。具體實驗數據見表2。
根據表2的實驗數據,繪制出是3個位置處的實驗剛度特性曲線,見圖3。對結果分析:
(1)不同位置x處的剛度特性曲線的共性特點與2.1節中的機床各部件剛度曲線類似,具有類似的非線性關系、加載與卸載曲線不重合、卸載曲線不能回到原點等特點。
表2 工藝系統剛度在不同位置處的測試數據表

加載力Fp/N03006009006003000x=L/4刀架位移ydj/mm00.0050.023 90.041 80.036 90.021 90.003工件位移yg/mm00.0680.1550.244 10.1840.1170.027總位移y/mm00.0730.178 90.285 90.220 90.138 90.003剛度k/(N/mm)4 109.63 353.83 147.952 716.22 159.80x=L/2刀架位移ydj/mm00.0060.024 90.041 80.036 90.022 90.004工件位移yg/mm00.1190.247 10.379 10.277 10.1580.018總位移y/mm00.1250.2720.420 90.3140.180 90.022剛度k/(N/mm)2 4002 205.92 138.281 910.81 658.40x=L3/4刀架位移ydj/mm00.0080.024 90.043 80.036 90.022 90.004工件位移yg/mm00.1190.237 10.362 10.263 10.1550.018總位移y/mm00.1270.2620.405 90.30.177 90.004剛度k/(N/mm)2 362.22 290.12 217.292 0001 686.30

3 分析說明
將2.2節中理論值和2.3節中的實驗測定值比較,見表3。
表3 工藝系統剛度的理論值和實驗值的數據對比標表
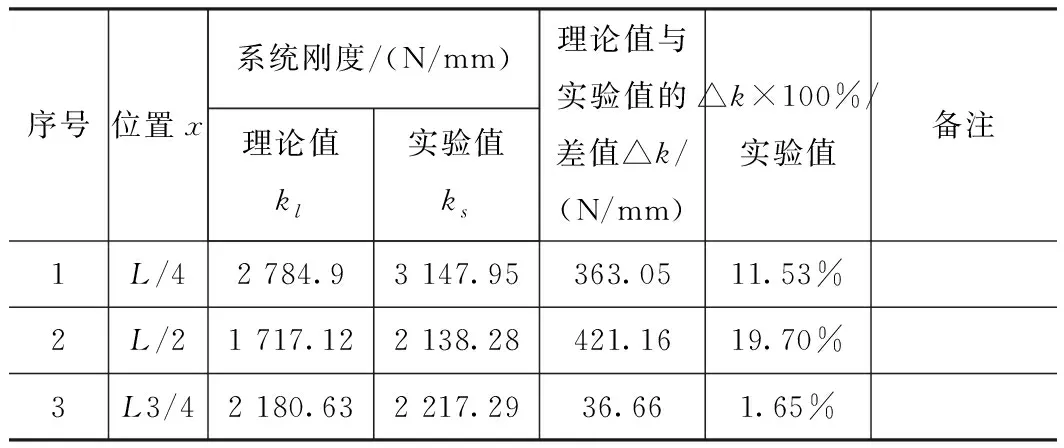
序號位置x系統剛度/(N/mm)理論值kl實驗值ks理論值與實驗值的差值△k/(N/mm)△k×100%/實驗值備注1L/42 784.93 147.95363.0511.53%2L/21 717.122 138.28421.1619.70%3L3/42 180.632 217.2936.661.65%
(1)在表3中,雖然在同一位置x處,理論值和實驗值的具體數據上有一定的差別,但兩種方法各自測定工藝系統不同位置x處的剛度對比的結論是相同的。從而相互印證了理論法和實驗法的數據可行,方法可靠,可以為研究工藝系統剛度提供具體操作方法。
(2)在“1 工藝系統剛度的理論公式”推導過程中可以看出,基于理論的剛度公式k=Fp/y,其使用前提是研究對象在力Fp作用下發生的是彈性變形,同時在推導機床變形及采用的工件變形公式,都是基于研究對象發生的是彈性變形。所以在2.2節中計算的工藝系統剛度的理論值是以工藝系統發生的是彈性變形為基礎的。
(3)在以上測定機床部件及工藝系統的數據表及剛度特性曲線中可以看出,工藝系統在受力情況下是有非彈性變形因素影響的。所以實驗測定的系統剛度值是基于系統受力情況下發生的是彈性變形和非彈性變形的綜合變形。
(4)對比表3中任意位置x處的理論值和實驗值,發現實驗值都比理論值大。根據剛度公式k=Fp/y并結合以上分析,在相同受力情況下,實驗值基于的綜合變形要比理論值基于的純粹的彈性變形要小。
(5)表3中可以看出,理論值和實驗值的差值與實驗值的占比,最大不超過20%。因非彈性變形的較復雜,理論值和實驗值的差值及占比無規律性。非彈性變形對系統剛度有一定影響,但影響不是很大。在大多數情況下,可以以系統的彈性變形為基礎,依據系統剛度理論公式估算系統剛度。而要獲得比較準確的剛度值,目前一般還是要采用實驗的方法。
(6)另外需要說明的是,以上工藝系統剛度測定中,無論是對機床部件還是工藝系統,也無論是理論方法還是實驗方法,都是用靜態的力、位移等數值近似地模擬機床動態工作狀態下的相應數值,所以以上所測定的剛度其實是靜剛度。
4 結語
本文通過對基于普通臥式車床的工藝系統進行分析,針對特定的工藝系統的剛度進行了理論計算和實驗測定,從而為研究普通車床工藝系統提供了具體的理論和實驗操作方法。對剛度測定結果分析,說明工藝系統剛度其實是工藝系統的彈性變形和非彈性變形綜合作用的,從而為進一步研究工藝系統剛度提供了思路和方向。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
