鍍鋁鋅板沖壓過程表面發黑原因分析
2018-08-14 07:20:28林彬趙波
鞍鋼技術 2018年4期
關鍵詞:區域
林彬,趙波
(1.鞍鋼股份有限公司冷軋廠,遼寧鞍山114021;2.鞍鋼集團鋼鐵研究院,遼寧鞍山114009)
在相同條件下,鍍鋁鋅板耐大氣腐蝕能力比鍍鋅板高出2~6倍,鍍鋁鋅板鍍層結構由富鋁相和富鋅相組成,其中富鋁相體積比約占80%,富鋅相約占20%,這種鍍層結構把鋁的隔離保護與耐久性和鋅的電化學保護完美結合,使鍍鋁鋅板耐蝕能力大幅提高。鍍鋁鋅板表面光亮,反射熱和光的能力是熱鍍鋅板的2倍;鋅花結構立體感強,使鍍鋁鋅板可以直接裸板使用;鍍鋁鋅鋼板有著良好的耐熱抗氧化性,在315℃環境下長期使用不變色。這些優勢使鍍鋁鋅板越來越得到國內終端用戶的認可和廣泛使用。
近十年國內鍍鋁鋅生產線逐漸呈遞增趨勢,從2004年鍍鋁鋅產量占熱鍍鋅產量的5%左右發展到2015年的14.15%[1]。雖然鍍鋁鋅板的需求不斷增加,但其生產過程中仍存在鍍液溫度高,易結渣,板面質量不穩定等問題,且鍍鋁鋅引進到國內的工藝相對熱鍍鋅工藝的時間晚,其工藝技術交流不充分,因此國產鍍鋁鋅板品質普遍不高,在沖壓過程出現表面發黑現象,影響沖壓部件的美觀。文中對此進行了研究。
1 存在的問題
2008年鞍鋼股份有限公司冷軋廠進行自主集成改造,具備了生產鍍鋁鋅板的能力。通過近十年的技術積累,產品質量不斷提高,產量由4萬t/a增加到8萬t/a。雖然應用領域不斷擴展,但其應用技術研究還有待完善和積累。
空調行業是鞍鋼鍍鋁鋅產品未來重點發展的潛在應用領域,國內某知名空調企業和鞍鋼合作共同研發采用鍍鋁鋅替代熱鍍鋅的項目。研究發現,鞍鋼鍍鋁鋅板在沖壓中會出現表面發黑現象,如圖1所示。區域1為與模具發生相對摩擦后發黑嚴重部位,區域2為受模具壓力但無相對滑動區域。
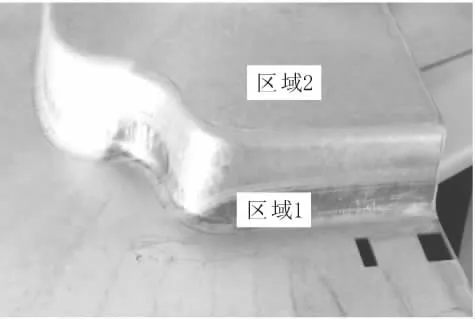
圖1 鞍鋼鍍鋁鋅鋼板沖壓后發黑試樣
2 發黑原因分析
2.1 宏觀形貌分析
用酒精擦拭沖壓發黑部件,發黑試樣宏觀形貌見圖2。隨著擦拭次數增加,試樣表面顏色逐漸變淺,說明黑色物質可以部分擦掉。反復擦拭后試樣表面沿模具運動方向的劃痕清晰可見,鍍層鋅花不明顯。在沖壓過程中,該部分受力較大,模具污染嚴重,因此推斷沖壓過程中產生的污染物可能來自于模具,或可能來自試樣表面脫落的耐指紋膜或鋁鋅粉末摩擦堆積所致。
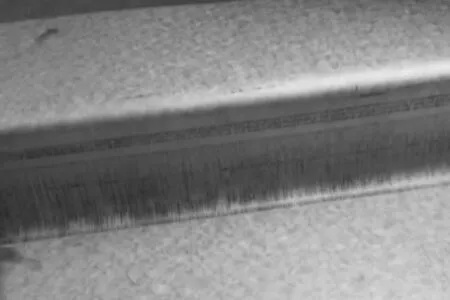
圖2 發黑試樣宏觀形貌
2.2 微觀形貌分析
掃描電鏡具有投射深度較深和能譜穿透性較強的特點,利用掃描電鏡,結合X射線光電子譜儀(XPS),測量納米層范圍的成分,將發黑部件劃分為發黑部分和未變化部分兩個區域,比較兩區域的表面狀態和元素價態,分析Al、Zn元素發生的變化,找出沖壓發黑的根本原因。
2.2.1 掃描電鏡及能譜分析
為了進一步分析黑色物質的組成,取沖壓部件中的區域1和區域2為分析對象,按沖壓制程前后將區域1分為1#和2#兩部分,見圖3。對1#和2#部分標記5個位置觀察發黑區域,取圖位置見圖4。在圖4掃描圖像中分別取5個位置進行能譜分析。
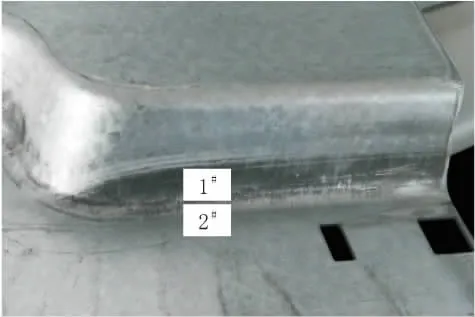
圖3 區域1取樣位置
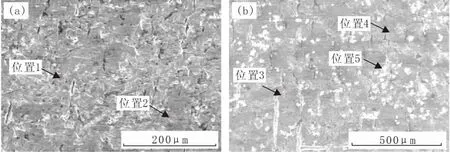
圖4 區域1試樣取樣位置微觀形貌
采用掃描電鏡對兩區域進行分析,沖壓后鋁 鋅鍍層經模具發生擠壓變形,區域1試樣表面已無法觀察到明顯的鍍層枝晶結構,沖壓前半程1#部分表面形貌為金屬氧化物,并大量分布長度約為50 μm的垂直于沖壓方向黑色條狀物。后半程2#部分表面同樣為金屬氧化物,除黑色條狀物之外,還分布著大量長度約為200 μm的白色條狀或顆粒狀物質。
采用X射線光電子能譜儀對區域1、2的分析結果見表1。通過掃描電鏡分析區域1(除黑色斑點外)的能譜,發現試樣氧含量均較低,這是由于SEM投射深度深,能譜穿透性強,沒有真實反映表面層的元素情況。
結合能譜分析結果,黑色條狀物為碳化物,白色條狀物質為單質鐵。說明沖壓前半程耐指紋皮膜的潤滑作用就開始失效,皮膜出現破裂和堆積;后半程隨摩擦加劇,模具與鍍鋁鋅層發生啃蝕劃傷,鋁鋅層表面出現犁痕,深及基板,造成鐵粉堆積;區域2表面形貌顯示其具有完整的耐指紋膜覆蓋鍍層表面,即正常的耐指紋鋁鋅鍍層表面成分。區域1與區域2的微觀形貌見圖5。
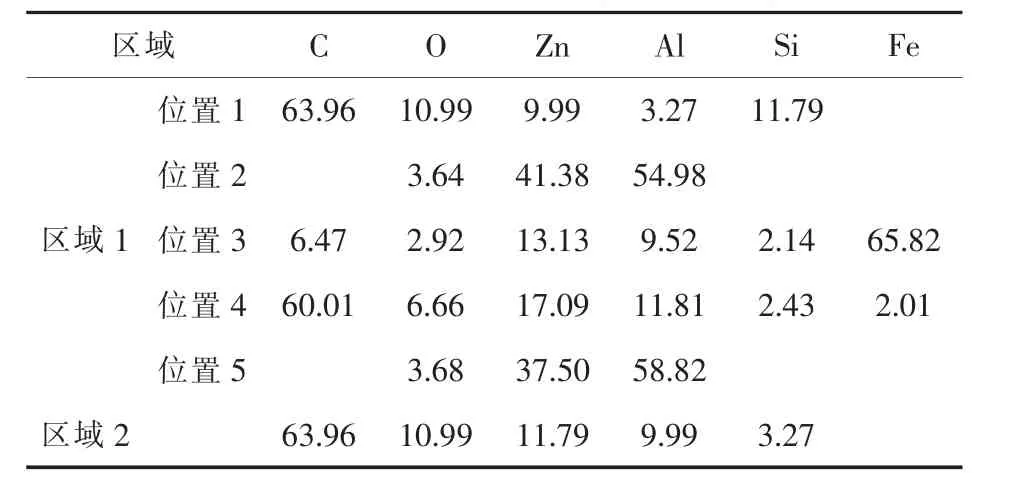
表1 試樣能譜分析結果(質量分數) %
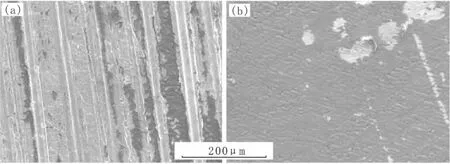
圖5 兩區域表面微觀形貌
2.2 .2 XPS試樣分析
進一步用XPS分析,利用其測量納米層范圍成分的優勢,得到區域1的結果如圖6。其中,從圖6(a)中可以看出區域1中的氧含量分布明顯增高,氧主要與鋁和鋅結合形成氧化物。圖6顯示區域1的試樣表面碳含量較低,說明耐指紋膜在沖壓過程中基本全部脫落。從圖6(b)可以看出,鋁鋅層表面鋁的結合能譜是氧化鋁和金屬鋁的混合能譜,其中氧化鋁的所占比例較大,說明試樣表面在無耐指紋膜潤滑的沖壓過程中,摩擦熱能夠使鋁和鋅發生氧化。

圖6 區域1試樣XPS分析
區域2的表面XPS分析顯示各成分含量在深度方向的分布如圖7(a),其表層C、O含量較高,明顯是耐指紋膜成分,除C、O外還有Fe,未見Zn、Al元素。而掃描電鏡分析沒有Fe,說明Fe的覆蓋很薄,掃描電鏡檢測是具有一定的穿透深度的,XPS分析在表層十幾個納米級別分析,XPS進一步進行面掃描,如圖 7(b)。全掃譜(刻蝕時間為 20.0 s)顯示正常耐指紋膜表面檢測到較薄的Fe元素層,這說明在模具沖壓過程中,模具表面存在Fe粉污染物,正常區刻蝕870 s后(約120 ns)再進行面掃描,Fe元素消失,見圖7(c)。鋼板在模具中發生塑性流動時,Fe粉易對表面耐指紋膜產生破壞作用。

圖7 區域2的表面XPS分析
3 結論
(1)鍍鋁鋅鋼板沖壓發黑主要是由于鍍層鋼板在沖壓過程中表面耐指紋膜破壞脫落,模具對鋼板的摩擦熱使鋁鋅鍍層剝落并與鍍層表面Al、Zn發生氧化而發黑。
(2)與模具接觸時,在非沖壓區表面有明顯Fe元素,說明模具表面Fe粉污染物在沖壓過程中粘連到鋼板表面,模具表面Fe污染物對沖壓區的鋼板表面會起到一定破壞作用。
(3)鍍鋁鋅鋼板在沖壓過程中出現沿模具運動方向的犁痕劃傷,在此沖壓工藝條件下,應改善耐指紋膜的耐磨性,尤其在有摩擦熱的條件下,使耐指紋膜起到潤滑作用,抵抗摩擦的破壞作用。通過向耐指紋鍍液中添加聚四氟蠟等物質,可有效提高耐指紋膜的潤滑性能和耐磨性。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15