粘合體系對橡膠-鍍鋅鋼絲繩粘合性能的影響研究
2018-07-28 07:43:30劉天哲
橡膠工業 2018年3期
關鍵詞:體系
劉天哲
(河南天工科技股份有限公司,河南 平頂山 467000)
在替代產品(如芳綸芯輸送帶)全面投放市場之前,具有高強度、低伸長、成槽性好和接頭可靠等優點的鋼絲繩芯輸送帶在大運輸量和超長距離的物料輸送場合發揮著重要作用。粘合膠與鍍鋅鋼絲繩之間的粘合強度對輸送帶使用壽命和接頭效率起著決定性作用。為滿足不斷提高的使用要求,進一步改善和提高粘合膠與鋼絲繩之間的初始粘合強度以及老化后粘合強度保持率是鋼絲繩芯輸送帶技術工作的重點。
本工作對鈷鹽粘合體系、樹脂粘合體系和鈷鹽與樹脂并用粘合體系對阻燃鋼絲繩芯輸送帶粘合膠粘合性能的影響進行研究,重點針對幾種不同的樹脂類粘合劑與硼酰化鈷并用體系對橡膠與鍍鋅鋼絲粘合性能的影響進行對比研究。
1 實驗
1.1 主要原材料
天然橡膠(NR),1#標準膠,云南農墾集團西雙版納景陽橡膠有限責任公司產品;順丁橡膠(BR),牌號9000,北京燕山石化橡塑化工有限責任公司產品;氯丁橡膠(CR),牌號320,重慶長壽捷圓化工有限公司產品;硼酰化鈷,牌號B23,鈷質量分數為0.225,海陽市信業工業助劑有限公司產品;粘合劑AS-88,六甲氧基甲基蜜胺型亞甲基給予體與間苯二酚給予體的衍生物(60 ℃以下為白色蠟狀固體)、粘合劑RK(間苯二酚衍生物與活性填料的混合物,白色或淺棕色粉末),江蘇國立化工科技有限公司產品;粘合劑RE和A,江蘇省常州曙光化工廠產品;粘合劑PER,兼具亞甲基給予體與亞甲基接受體雙重功能,淺棕黃色粉末,常州市協盛化工有限公司產品;鍍鋅鋼絲繩,結構為6×7-WSC,直徑為5.5 mm,華勤鋼絲繩有限公司產品。
1.2 基本配方
粘合膠與鍍鋅鋼絲繩之間的粘合是靠范德華力物理作用或鍵合力化學作用實現的[1]。其中,鍵合力遠大于范德華力且有益于提高粘合界面抗老化能力,在配方中使用粘合體系可以在粘合膠與骨架材料表面產生化學鍵,提高粘合強度[2]。研究表明,生膠、硫化/促進劑、白炭黑、炭黑、氧化鎂、防老劑以及軟化劑品種和用量對橡膠與鍍鋅鋼絲的粘合性能都有影響[2-8]。本工作兼顧膠料的粘合性能和阻燃性能,確定試驗基本配方為:CR/NR/BR 100,炭黑 40,白炭黑 10,氧化鋅 5,氧化鎂 2,硬脂酸 1,防老劑 2,阻燃劑 5.6,硫黃 2.5,促進劑NS/DM 1.5,粘合劑 變量。
1.3 主要設備與儀器
XK-160型兩輥開煉機,煙臺橡膠機械廠產品;F270型密煉機和XM140型密煉機,大連橡膠塑料機械股份有限公司產品;UR-2010SD型無轉子硫化儀,優肯科技股份有限公司產品;XLB-600-3(D)型平板硫化機,青島雙菱科技設備有限公司產品;TCS-2000型電腦系統電子拉力機,高鐵檢測儀器(東莞)有限公司產品。
1.4 試樣制備
小配合試驗膠料在開煉機上進行混煉,加料順序為:生膠→小料(氧化鋅、硬脂酸、防老劑、硼酰化鈷、部分粘合劑等)→阻燃劑→補強填充劑→硫黃、促進劑和另一部分粘合劑→薄通6次,下片。生膠塑煉輥距為0.5~1 mm,輥溫為(50±5) ℃;加料混煉輥距為2~3 mm,每種料吃完后左右割刀4~5次;薄通輥距為0.5~0.6 mm,打三角包;下片輥距為3~4 mm。
膠料在平板硫化機上硫化,粘合強度試樣硫化條件為147 ℃×45 min,其余試樣硫化條件為147 ℃×35 min。
1.5 性能測試
膠料各項性能均按相應國家標準進行測試。
2 結果與討論
2.1 小配合試驗
2.1.1 粘合體系對粘合膠性能的影響
研究表明,當鈷鹽類粘合劑硼酰化鈷的用量為2份[3]、樹脂類粘合劑RE/A用量為3/2.5份時,可明顯改善粘合膠的粘合性能[4]。鈷鹽、樹脂和鈷鹽/樹脂并用粘合體系對阻燃鋼絲繩芯輸送帶粘合膠粘合性能的影響試驗結果如表1所示。
由表1可知:1#配方粘合膠的粘合強度最低,這是由于硫化鋅膜增長緩慢且生成量極小[2];與1#配方相比,2#,3#和4#配方粘合膠的粘合強度和老化后粘合強度保持率都有不同程度的提高,可見硼酰化鈷、粘合劑RE/A、硼酰化鈷和粘合劑RE/A并用的粘合體系對粘合膠的粘合強度有增進作用,硼酰化鈷的粘合增進作用比粘合劑RE/A顯著,4#配方粘合膠的粘合強度最高,是由于硼酰化鈷與粘合劑RE/A發生協同作用的結果;與1#配方相比,2#和4#配方粘合膠的拉伸強度和定伸應力略大,3#配方粘合膠差別不大。由此可知,粘合劑RE/A體系可稍提高粘合膠物理性能,并利于粘合,而硼酰化鈷對粘合膠物理性能影響不大。
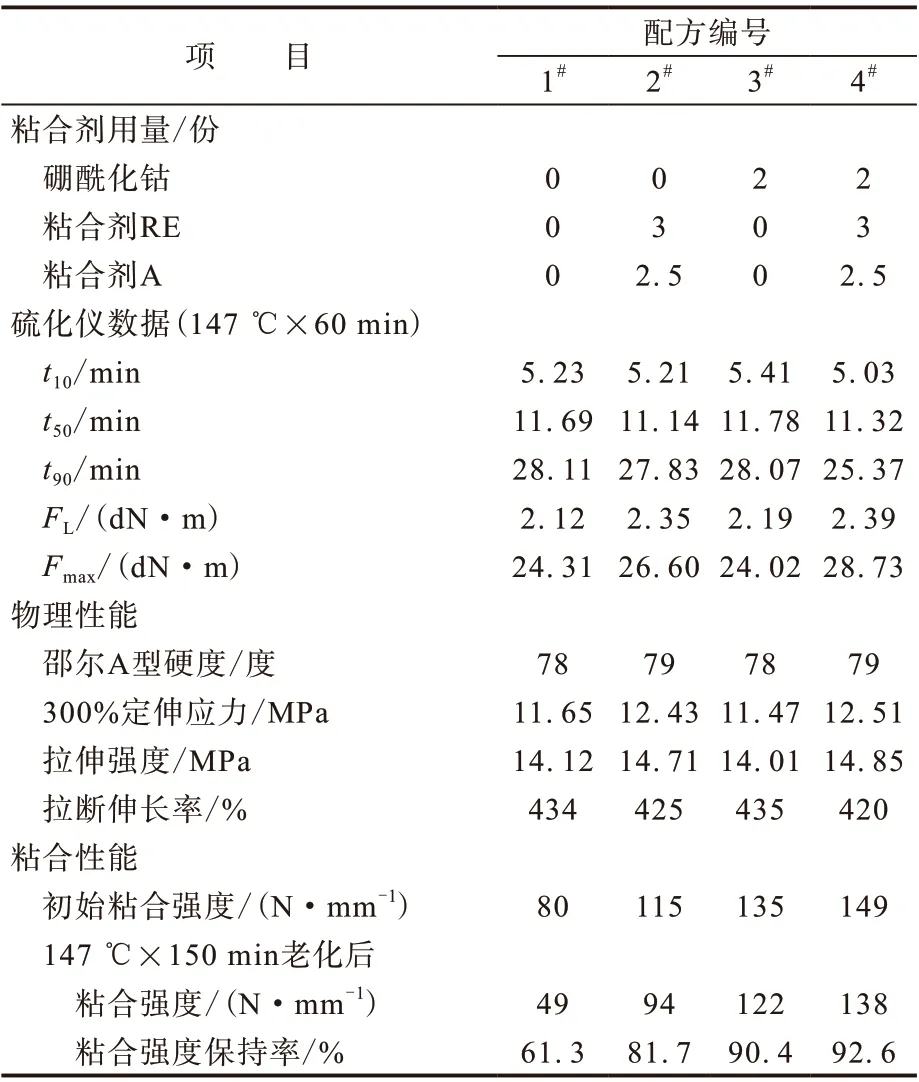
表1 不同粘合體系對粘合膠性能的影響
2.1.2 粘合體系中樹脂類粘合劑種類對粘合膠性能的影響
粘合劑RK/A、PER和AS-88分別與硼酰化鈷組成并用體系,其對粘合膠粘合性能的影響試驗結果如表2所示。
由表2可知:在試驗用量范圍內,隨著粘合劑RK和粘合劑PER用量的增大,粘合膠t10有縮短的趨勢,硫化膠的拉伸強度和300%定伸應力逐漸增大,拉斷伸長率減小,邵爾A型硬度增大,粘合強度先增大后略有減小;隨著粘合劑AS-88用量的增大,粘合膠t10縮短,邵爾A型硬度、300%定伸應力和拉斷伸長率變化不明顯,粘合劑AS-88用量為3~4份時硫化膠拉伸強度稍高,粘合強度逐漸減小,這是由于隨著t10的縮短,硫化過程中粘合膠向鋼絲繩縫隙中的滲透時間縮短,不利于粘合。
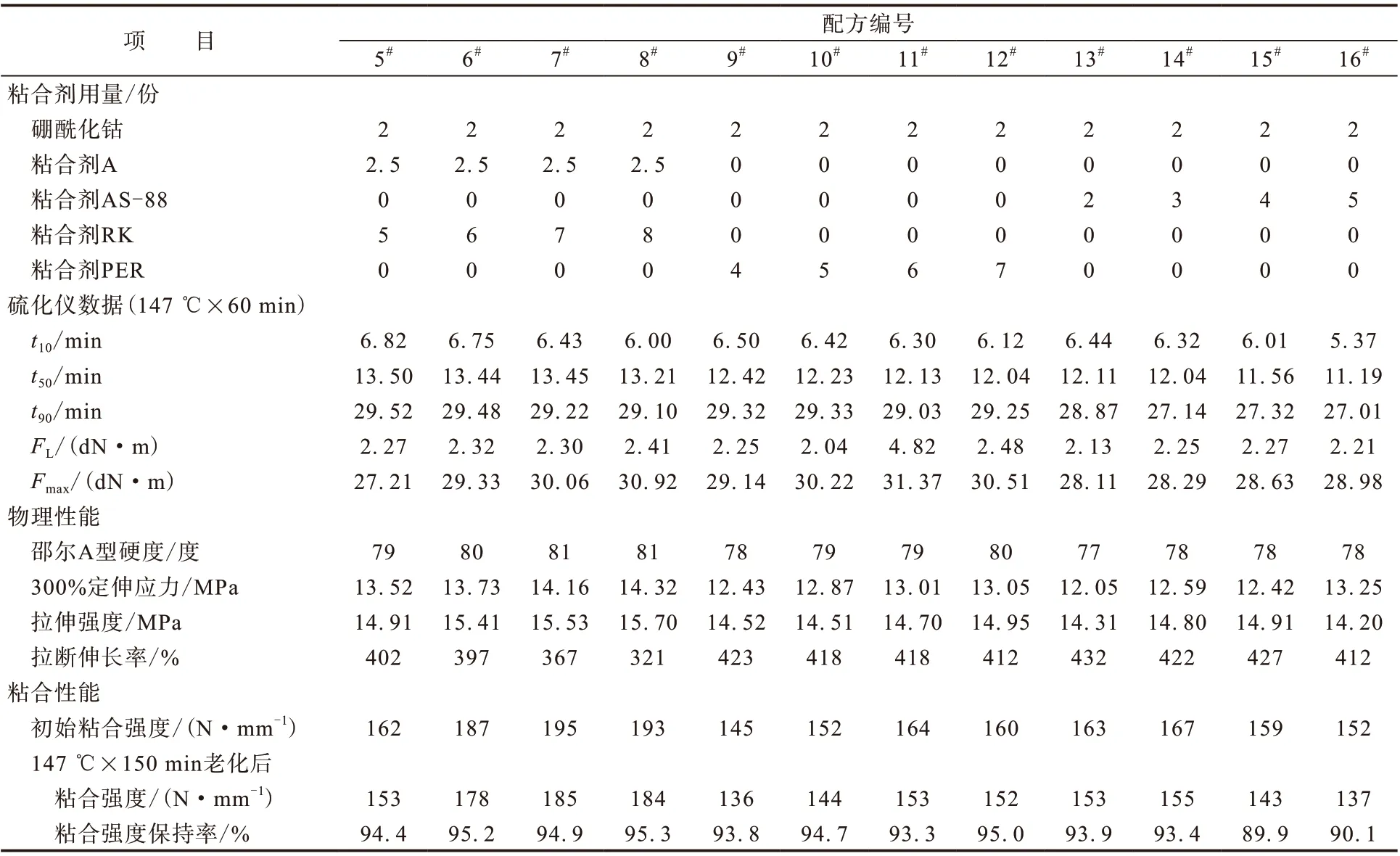
表2 并用粘合體系中樹脂類粘合劑種類對粘合膠性能的影響
與4#配方粘合膠相比,在試驗用量范圍內,使用以上樹脂組成的并用粘合體系的配方均能獲得比粘合劑RE/A體系更好的粘合效果。從硫化儀數據看,這幾種粘合體系配方粘合膠的t10和t50都比4#配方粘合膠長,在硫化過程中膠料有充足的時間滲入合股鋼絲繩縫隙中,利于粘合強度的提高;從物理性能上看,使用粘合劑RK/A和粘合劑PER粘合膠的拉伸強度和定伸應力高于粘合劑RE/A粘合膠,有利于提高粘合膠的粘合強度。
2.2 大配合試驗
根據以上試驗結果,綜合考慮成本和性能等因素,確定車間大配合試驗配方為4#,6#,11#和14#。
大配合試驗膠料采用兩段混煉,一段混煉在F270型密煉機中進行,轉子轉速為20 r·min-1,壓砣壓力為0.6 MPa,混煉工藝為:生膠、小料、硼酰化鈷、粘合劑RK、PER、RE和阻燃劑,壓壓砣40 s 炭黑,壓壓砣30s壓壓砣25s壓壓砣25s混煉300s排膠,溫度為110 ℃;二段混煉在XM140型密煉機中進行,轉子轉速為20 r·min-1,壓砣壓力為0.4 MPa,混煉工藝為:一段混煉膠、硫黃、促進劑、粘合劑AS-88和A,壓壓砣30s壓壓砣30s排膠,溫度小于105 ℃。
在大配合試驗過程中,6#配方一段混煉排膠時有刺激性氣味的白煙冒出,這是粘合劑RK合成過程中沒有反應完全的間苯二酚和有機酸高溫揮發造成的,將一段混煉排膠溫度由110 ℃調整為105 ℃后此現象明顯改善;11#配方混煉過程無異常,粘合劑PER吃粉容易,分散均勻;14#配方粘合劑AS-88為軟蠟狀固體,導致混煉膠打滑,分散不均,在混煉過程增加了一次提壓砣動作后混煉效果得到改善,而且混煉溫度高于90 ℃時,粘合劑AS-88膠料粘合性能降低很多,需控制混煉排膠溫度低于90 ℃;4#和6#配方二段混煉加入粘合劑A時也出現混煉膠打滑現象,故增加了一次提壓砣操作。
表3所示為樹脂類粘合劑與硼酰化鈷并用粘合體系對大配合試驗粘合膠性能的影響。由表3可知:大配合混煉膠的FL和Fmax值比小配合混煉膠大,這是由于混煉膠門尼粘度以及混煉設備、工藝過程與小配合試驗不同所致;大配合粘合膠的t10比小配合粘合膠稍短,是因為大配合試驗密煉機混煉溫度比小配合試驗小開煉機混煉溫度高;4#配方粘合膠的t10和t50明顯縮短,是粘合劑RE/A對溫度更加敏感,在混煉時過早發生樹脂化反應造成的。由此可見:粘合劑RK,PER和AS-88對含有CR的膠料而言,具有更好的加工安全性;物理性能和小配合粘合膠數據接近;4#配方粘合膠的粘合性能比小配合粘合膠差,是由于其t10縮短造成的,6#,11#和14#配方粘合膠粘合性能與小配合粘合膠差別不大。
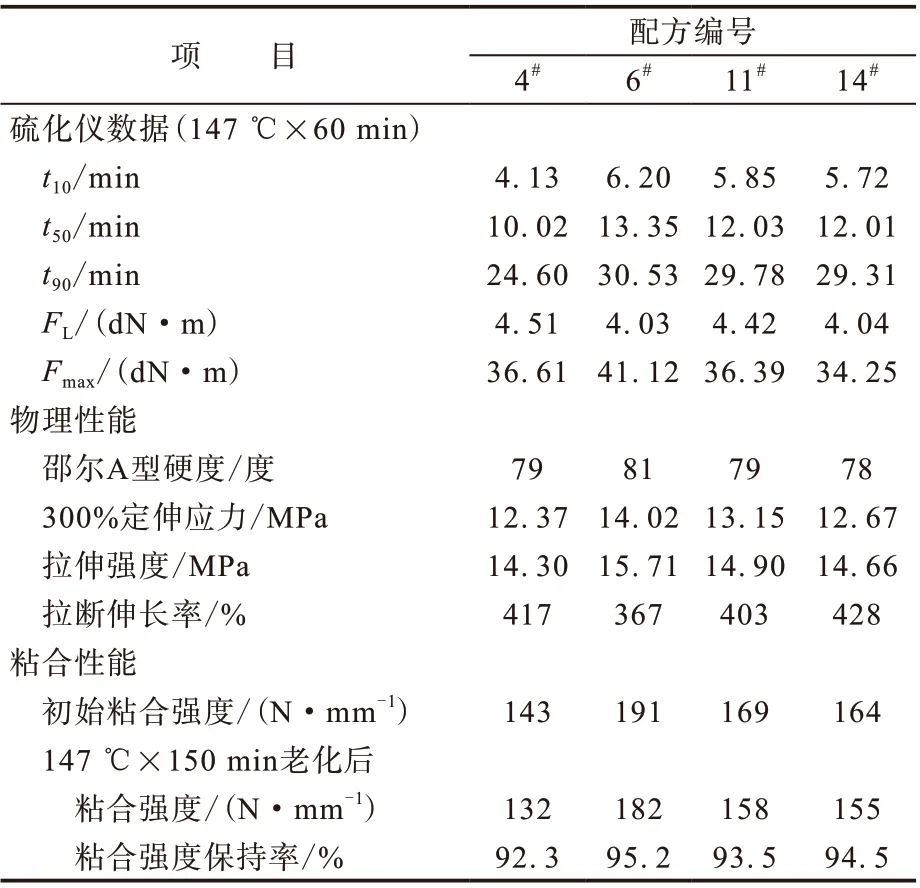
表3 樹脂類粘合劑與硼酰化鈷并用粘合體系對大配合試驗粘合膠性能的影響
大配合配方粘合性能均達到國家標準要求,其中粘合劑RK/A體系粘合膠的粘合性能最佳。
將以上樹脂類粘合體系擴大應用到普通鋼絲繩芯輸送帶以及一般難燃鋼絲繩芯輸送帶粘合膠中,使用過程中發現這些粘合劑各具特點。
粘合劑RK可以自動稱量,稱量精準、配料方便,但排膠溫度高時產生的刺激性氣味白煙污染環境,危害職工身體健康。該產品適用于CR(排膠溫度低于105 ℃),抗焦燒性能好,膠料粘合強度和老化后粘合強度保持率高,且拉伸強度高。
粘合劑AS-88是白色蠟狀固體,需要手工配料、單獨盛裝,配料不易且多耗費一個小料袋。二段混煉時為了提高混煉均勻性增加了一次提壓砣動作,增加了能耗和時間成本。
粘合劑PER是粉劑,配料方便,混煉容易,在含CR膠料中使用可使粘合膠獲得良好的加工安全性,于140 ℃以上反應生成堅韌的樹脂網絡結構,使粘合膠獲得良好的粘合性能。但該產品性能不穩定,夏季存放期只有3個月,存放超過半年后投入密煉機中分散不開,混煉膠經過開煉機薄通后依然可見棕灰色的粘合劑PER顆粒,失去粘合性能。
粘合劑RE配料時需將整塊的琥珀色固體敲碎,單配單裝,且軟化點低,夏季表面發粘,配料不便。
粘合劑A為無色透明蠟狀固體或粘性液體,需手工配料、單獨盛裝,但穩定性好,低于40 ℃時長期存放性能穩定。其混煉存在與粘合劑AS-88相同的能耗問題。采用粘合劑RA代替粘合劑A,效果良好。
粘合劑PER和AS-88兼具亞甲基給予體與亞甲基接受體功能,可單獨使用;粘合劑RE和RK是亞甲基接受體,需與亞甲基給予體配合使用。
3 結語
(1)粘合劑RE/A粘合體系、硼酰化鈷、粘合劑RE/A與硼酰化鈷并用粘合體系對橡膠與鍍鋅鋼絲的粘合都有增進作用;硼酰化鈷對粘合膠粘合性能的影響大于粘合劑RE/A粘合體系;粘合劑RE/A與硼酰化鈷并用粘合體系因協同作用,粘合膠粘合性能最好。
(2)與硼酰化鈷組合,粘合劑RK/A,PER和AS-88在阻燃鋼絲繩芯輸送帶粘合膠配方(含CR)中使用,可獲得比粘合劑RE/A粘合體系粘合膠更高的粘合強度及老化后粘合強度保持率,且混煉膠焦燒時間長,加工安全性好。在試驗用量范圍內,粘合劑RK/A體系粘合膠的粘合性能最佳。
(3)不同粘合劑的混煉工藝不同。粘合劑PER,RK和RE在一段混煉時加入,粘合劑AS-88在二段混煉時加入;粘合劑RK高溫混煉有刺激性氣味的白煙生成,混煉溫度以不高于105 ℃為宜,粘合劑PE和RE的混煉溫度不高于120 ℃時粘合效果好,粘合劑AS-88混煉溫度低于90 ℃時,需增加一次提壓砣動作。
(4)本工作研究的幾種樹脂類粘合劑各有優缺點,與硼酰化鈷并用對橡膠與鍍鋅鋼絲繩皆有一定的粘合增進作用,設計者可根據輸送帶產品對粘合性能的要求、材料價格、產品穩定性、配料操作和混煉工藝等因素綜合考慮,選擇合適的粘合劑品種。
猜你喜歡
商品與質量(2021年43期)2022-01-18 05:31:22
杭州(2020年23期)2021-01-11 00:54:42
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
中國外匯(2019年17期)2019-11-16 09:31:14
中國衛生(2015年12期)2015-11-10 05:13:40
現代企業(2015年1期)2015-02-28 18:43:18
汽車零部件(2014年5期)2014-11-11 12:24:28
新高考·高一物理(2014年1期)2014-09-18 01:26:07
浙江人大(2014年1期)2014-03-20 16:19:53
終身教育研究(2012年4期)2012-03-25 10:41:11