輻板式全塑輪胎澆口設計與聯合仿真分析
2018-07-28 07:43:38高曉東楊衛民張金云
橡膠工業 2018年3期
高曉東,楊衛民,張金云,安 瑛,譚 晶*
(1.北京化工大學 機電工程學院,北京 100029;2.輪胎設計與制造工藝國家工程實驗室,北京 100029)
隨著現代汽車和航空工業的迅猛發展,對輪胎性能的要求也不斷提高。傳統輪胎主要采用橡膠材料。然而,傳統充氣輪胎由于其本身的特點,不可避免地存在一些問題,如扎刺爆胎[1]、制造成型工藝復雜、在軍事領域無法抵抗輕型武器的打擊等[2];同時傳統輪胎的各功能相互牽制和矛盾,不能實現多目標優化[3]。因此,隨著科學技術的進步,全塑輪胎應運而生[4-5]。塑料輪胎具有密度小、強度高和安全性高等優勢,但目前塑料輪胎多采用聚氨酯材料澆注成型[6-11],為化學反應成型,受材料類型限制較大,成型也較難控制。
本工作采用注塑成型工藝,以輻板式輪胎為研究對象,研究全塑輪胎成型過程中澆口位置和數量對熔料流動狀態、充模情況和制品精度等的影響;同時采用聯合仿真技術,構建復合材料體系,對4種方案成型后的全塑輪胎進行力學分析,提高了仿真模擬的實際預判性和準確性,為注塑成型設計提供了重要的參考信息。最后,結合模流分析及產品性能分析得到最優方案。
1 輪胎注塑成型分析
1.1 分析前處理
通過Pro-E軟件建立全塑輪胎三維模型,如圖1所示,保存為stl格式后導入Moldflow軟件,得到注塑輪胎模型。選用Fusion格式,得到網格模型。對原始網格進行優化,網格最大縱橫比為9.9,平均縱橫比為2.45,單元匹配率為86.5%,各項指標均滿足模擬分析要求。

圖1 全塑非充氣輪胎
全塑輪胎采用EMS-Grivory公司的Grilamid TR90材料,其熔點為151 ℃,熔體平均質量流動速率(275 ℃/5 MPa)為2 g·min-1。
成型工藝直接影響制品的成型質量,根據材料屬性,設置工藝參數:模具表面溫度 70 ℃,熔體溫度 270 ℃,注射壓力 120 MPa,最大鎖模力 7 000 t,其余采用Moldflow系統默認值。
1.2 方案設計
應用Moldflow中澆口位置命令,分析出最佳澆口位置區域,對澆注系統設計具有很好的參考價值。通過分析,確定最佳澆口位置靠近節點N194091,如圖2所示,位于輪轂內圈中間位置。
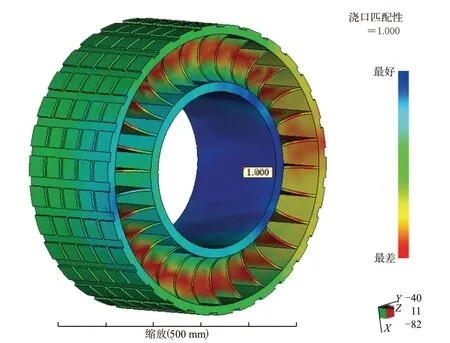
圖2 全塑輪胎最佳澆口位置
分析得到的最佳澆口位置可以作為澆口位置選擇的重要參考信息,不一定就是模具設計的實際澆口位置,因為澆口選擇還與熔體流動特性、制件外觀質量和實際生產要求等有關。
本研究主要優化澆口位置和數量,設計4個方案,如圖3所示。方案1和2為內側澆口,澆口數量分別為2和4;方案3和4為外側澆口,澆口數量分別為2和4。

圖3 澆注系統設計方案
1.3 模擬結果分析
1.3.1 填充分析
填充時間顯示熔體充模完成的情況,良好的填充過程為熔體前沿以相同時間到達型腔的各個末端。同時,填充時間決定了生產效率。各方案充填時間模擬分析結果如圖4所示。
從圖4可以看出,4種方案輪胎的外部花紋為最后的填充部位,方案1—4的填充時間依次為17.10,17.17,19.49和21.95 s。方案2的填充時間最短,效率最高;方案4用時最長。內側澆口設計方案1和2比外側澆口的方案3和4用時更少,因為內側澆口首先將內輪轂填充,物料再平行進入輪輻,壓力損失較小;而外側澆口在填充輪轂的同時,物料流動方向發生變化,也流入了輪輻部位,其尺寸較小,壓力損失較大,流動變緩。

圖4 填充時間模擬結果
1.3.2 溫度分析
流動前沿溫度反映了制品溫度分布的合理性。流動前沿溫差越小,制品成型質量越好。各方案流動前沿溫度的模擬分析結果如圖5所示。
從圖5可以看出,4種方案流動前沿溫度最低發生在外輪輞與輪輻的接觸位置;其中,方案1和2最高與最低前沿溫差較小,分別為8.6和8.7 ℃;方案4最高與最低前沿溫差最大,為23.2 ℃,溫差大影響輪胎的整體性能。方案2的溫度分布較為均勻,利于冷卻,不易出現收縮或者翹曲缺陷。

圖5 流動前沿溫度模擬結果
1.3.3 翹曲變形分析
成型過程中由于應力和收縮不均勻等因素的影響產生翹曲變形,變形過大會影響制品的質量和使用性能,因此,應盡量減小成型翹曲變形。各方案的翹曲變形模擬分析結果如圖6所示。
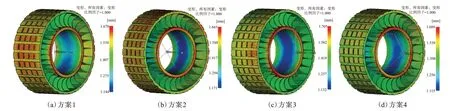
圖6 翹曲變形模擬結果
從圖6可以看出,4種方案輪胎的較大翹曲變形都發生在內輪轂的外圈邊緣和花紋部位,主要原因為收縮不均。方案1—4的最大翹曲變形依次為1.670,1.663,1.705和1.680 mm。方案2的最大翹曲變形最小,方案3最大。外側澆口設計方案的變形較大。
2 成型輪胎性能分析
運用Moldflow進行注塑成型仿真過程中,由于軟件限制,只能運用單一材料或者已有材料屬性,而實際注塑輪胎采用復合材料。同時,運用Abaqus等有限元軟件對輪胎產品進行有限元分析時,一般都采用單一材料參數或者通過試驗得到材料參數,過程較為復雜,且假設材料為均勻分布,模擬不準確。為進一步提高模擬精度,利用聯合仿真思想,運用Digimat軟件,構建復合材料體系應用到全塑輪胎;同時將Moldflow與Abaqus耦合相接,將Moldflow模流分析后的輪胎成型結果信息導入到Abaqus中,對不同成型方案的輪胎進行力學分析,實現復合材料-成型工藝-產品性能的綜合性仿真,大大提高仿真的準確性。
2.1 分析前處理
應用Moldflow對4種方案進行分析后,分別導出模流分析結果文件,成型分析以此為基礎。
應用Digimat軟件中的MF功能,構建材料模型;采用復合材料,選用TR90與尼龍12(PA12)按1∶1質量比混合原材料后加入10%的玻璃纖維。通過運算得到復合材料性能的結果文件,即為注塑輪胎的實際應用材料。
應用Digimat軟件中的MAP功能,將Moldflow生成的模流分析映射到Abaqus結構分析中,實現不同網格數據信息的交互。
應用Digimat軟件中的CAE功能連接各軟件,通過非線性多維模擬準確仿真注塑輪胎的性能。輪胎力學模型如圖7所示。
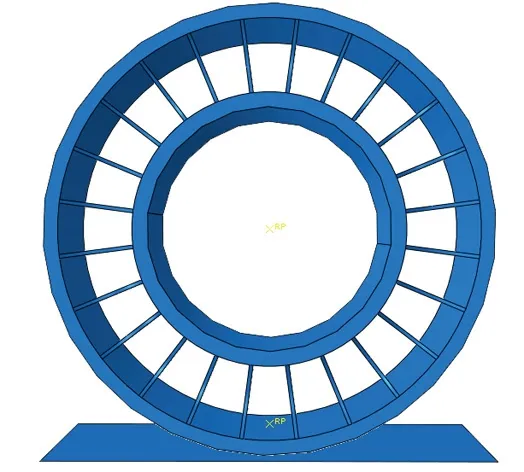
圖7 輪胎模擬分析模型
模擬分析設置地面為剛性,約束6個自由度;輪胎約束5個自由度,僅保留垂直于地面方向的移動。輪胎施加豎直向下的標準載荷6 000 N。
2.2 模擬結果分析
將4種方案的注塑成型結果及材料模型導入到Abaqus中進行運算,得到4種方案的輪胎應力分布,如圖8所示。
從圖8可以看出,4種方案靠近地面的輪輻應力較大,并發生較大變形,輪輻應力以中間為對稱軸呈對稱分布,并且邊緣位置應力明顯較高,最大應力發生在邊緣的中間部位。

圖8 4種方案的輪胎應力云圖
由于4種方案的注塑澆口位置和數量及材料的流動方式不同,且纖維分布有差異,因此各方案的最大應力也不同,如圖8所示,澆口在同一位置區域,不同澆口數量最大應力不同;澆口在不同位置區域,相同澆口數量最大應力也不同。4種方案的最大應力分別為16.16,16.56,16.53和16.35 MPa,其中,方案1的應力最小,方案2的應力最大。根據以上分析,輪胎在行駛過程中,周期性的應力變化會使輪輻的邊緣部位發生疲勞破壞,可對全塑輪胎輪輻邊緣部位進行優化設計,提高輪胎壽命。
輪胎承載時的下沉量是表征輪胎性能的重要參數,其影響輪胎的穩定性和對路面環境的適應能力。根據輪胎使用條件,輪胎下沉量應在合適范圍內,較小下沉量造成車輛重心過高,影響汽車行駛穩定性;較大下沉量則對路面條件要求過高,車輛不能在相對崎嶇的路面上行駛。方案1—4輪胎的下沉量分別為5.21,5.29,5.27和5.31 mm。
由此可見,不同方案輪胎的下沉量不同。方案4的輪胎下沉量最大,為5.31 mm;方案1下沉量最小,為5.21 mm;4個澆口的注塑輪胎比2個澆口的輪胎具有更大的下沉量。
3 結論
以全塑輪胎為分析對象,改變澆口位置和數量,采用Moldflow軟件對不同澆注系統方案進行分析比較,并利用聯合仿真思想,采用復合材料體系對4種方案成型后的輪胎進行力學分析,得到如下結論。
(1)通過模流成型分析可知,內側四澆口方案在位置和數量的選擇與其它方案相比更為合理,其填充時間短,流動前沿溫度較為接近,翹曲變形小,為最優設計。
(2)通過聯合仿真分析可知,輪胎使用時,內側四澆口方案成型的輪胎所受應力最大,但與其他方案相差不大,在可接受范圍內,同時該方案成型的輪胎具有較大的輪胎下沉量。因此,初步選內側四澆口方案為注塑輪胎的澆口設計方案。
本分析方法提高了仿真模擬的準確性,得到了較優的澆口設計方案。同時,也對全塑輪胎注射成型后續研究提供了重要的參考數據。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
應用化工(2014年10期)2014-08-16 13:11:29