基于LabVIEW的橡塑自送料機器人遠程監控系統
2018-07-23 06:56:12付建生師占群
橡膠工業 2018年12期
關鍵詞:系統
谷 裕,李 健,付建生,師占群*
(1.河北工業大學 機械工程學院,天津 300130;2.河北托利智能設備科技有限公司,河北 石家莊 050035)
隨著中國制造2025的快速推行,工廠智能化技術不斷發展和應用,計算機自動控制和管理已成為現代企業的發展方向[1],機器人代替人進行生產操作已成為企業發展的方向,特別是在勞動強度大、工作危險性高的場合,更是企業技術升級的首選。橡塑膠塞除邊工序過去一直沿用人工上下料實現模切,執行效率低,具有潛在的危險性。橡塑自送料機器人可以實現膠塞模切工序自動上料,從而有助于實現醫用膠塞生產過程自動化。為進一步提高機器人的技術水平,本工作研發了一套自送料機器人的遠程監控系統。
本系統采用個人電腦(PC)作上位機,以可編程邏輯控制器(PLC)和NI采集卡作下位機,利用用于過程控制的對象鏈接與嵌入(OPC)技術和LabVIEW實現了下位機的數據采集、數據處理、停機報警、顯示和保存。本系統不僅能實時監控橡塑自送料機器人的數據運行,將機器語言轉化為操作者熟悉的可視化界面,還能實現機器性能的檢測和遠程監控,在機器故障時發出報警。本系統在為某公司最新研發的膠塞模切自送料橡塑機器人中取得了很好的應用效果。
1 監控系統的總體設計
橡塑自送料機器人分為送料流程和放料流程,主要由上料系統、輸送系統、空料檢測系統、機械手換位系統、直線導軌、平整度檢測系統、成品回收系統、廢料回收系統等構成,送料和放料流程分別如圖1和2所示。
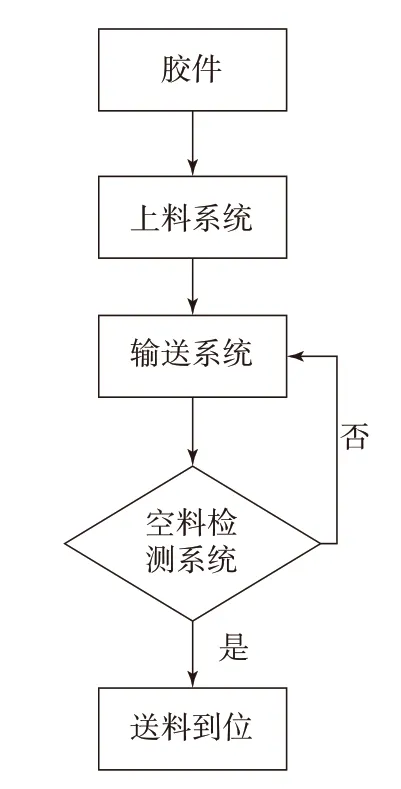
圖1 送料流程
自送料機器人首先運行送料流程,將膠件放入上料系統中,由上料系統運送到輸送系統中,在輸送系統中加入空料檢測系統,若有料則送入指定的位置,等機械手抓取之后輸送下一個膠件;當膠件放入指定位置后,啟動放料流程,由機械手抓取膠件通過直線導軌送入放料位置,若檢測放料到位,啟動壓床沖壓膠件,分別回收成品與廢料,機械手回歸原位,等待下一次送料到位。
橡塑自送料機器人包含伺服電機、減速器、限位開關、光柵尺、編碼器、氣缸、紅外傳感器、開關、觸摸屏等,各類傳感器實時采集數據,并將測試值輸送給PLC,PLC再通過伺服電機、氣缸等控制相關執行元件。

圖2 放料流程
自送料機器人遠程監控系統總體結構見圖3。通過對橡塑自送料機器人的分析,明確了遠程監控系統的主要任務。系統運行時,基于LabVIEW2015開發的上位機軟件通過SIEMENS的OPC服務器讀取S7-200 PLC上所有數字數據,并根據用戶要求設計相應的監控模塊。安裝在伺服電機上的編碼器和導軌上的光柵尺分別將脈沖傳送給NI-9411采集卡,采集卡將采集到的信號轉化為角度和位移變化量和方向。通過PLC和NI-9411采集卡兩部分的配合,實現對橡塑自送料機器人的整體監控。
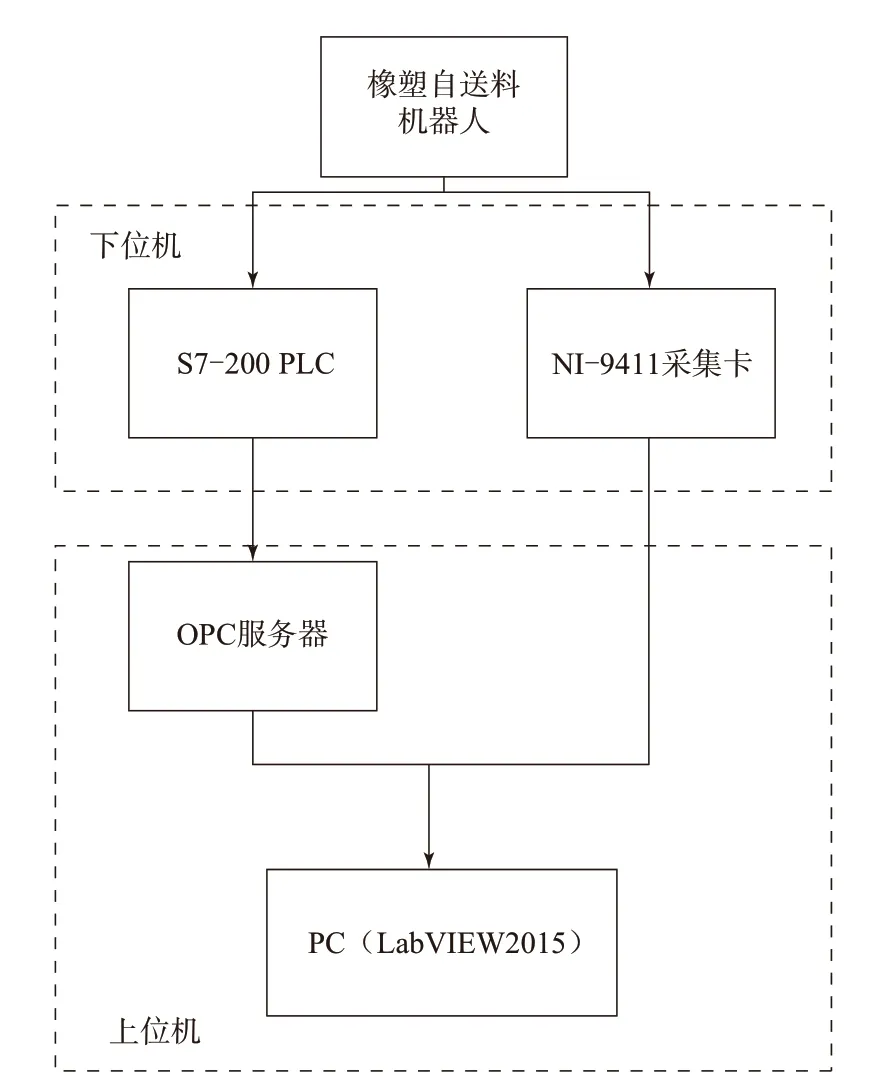
圖3 自送料機器人遠程監控系統總體結構
2 硬件設計
硬件配置1臺計算機、1臺SIEMENS S7-200 PLC、編碼器、光柵尺、數字量輸入模塊、電源、兩臺NI-9411數字采集卡、USB-PPI電纜、連接線等。其中,數字量輸入模塊用于采集橡塑自送料機器人的數字信號,包括限位開關信號、伺服電機脈沖數、氣缸運行信號、紅外傳感器信號等。光柵尺用于采集膠件輸送位置,編碼器用于采集伺服電機旋轉角度,USB-PPI電纜用于實現S7-200 PLC與LabVIEW2015之間的通信,將上位機采集數字量輸入模塊采集的傳感器數據和S7-200 PLC在橡塑自送料機器人運行期間產生的變化量傳遞給上位機。NI-9411采集卡具有比OPC服務器調用數據更快的采樣頻率,用于采集編碼器和光柵尺的脈沖信號,該系統配置的S7-200 PLC和NI-9411采集卡如圖4和5所示。

圖4 系統配置的S7-200 PLC
圖5 系統配置的NI-9411采集卡
本系統中光柵尺和編碼器都屬于增量式光電編碼器,輸出兩組相位差為90°的方波脈沖信號,脈沖數表示位移大小,因為編碼器A相和B相具有90°的相位差,通過比較A相還是B相在前,可以判別編碼器的方向,以此來判斷膠件的運行方向。編碼器和光柵尺與NI-9411采集卡的接口電路如圖6所示。

圖6 編碼器/光柵尺與NI-9411采集卡的接口電路
3 軟件設計
軟件設計部分需要實現的功能包括控制參數設定、數據實時顯示、數據實時存儲、查詢、分析、故障判斷[2]。
根據以上功能需求,系統設計采用以下軟件:LabVIEW2015,SIMATIC Step 7 V4.0,S7-200 PC Access V1.06,其中LabVIEW2015用于編寫監控程序和界面程序,并通過DataSocket技術訪問OPC服務器;LabVIEW2015與S7-200 PLC的連接需要配置OPC服務器,S7-200 PC Access V1.06是S7-200 PLC專用的OPC服務器,用于配置OPC服務器,提供S7-200 PLC與LabVIEW2015的連接通道。SIMATIC Step 7 V4.0用于分析PLC程序,優化監控的內容與流程[3]。根據模塊化的設計思想,本系統采用狀態機和生產者/消費者設計模式相結合的方式編寫程序,可維護性強。軟件設計流程見圖7。
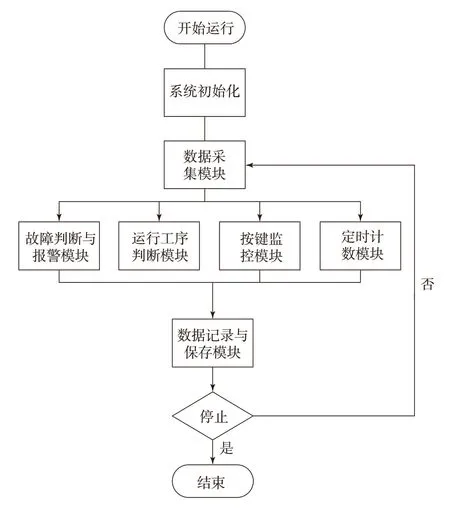
圖7 軟件設計流程
3.1 數據采集模塊
3.1.1 LabVIEW與PLC通信實現
OPC服務器是基于微軟的對象鏈接與嵌入(OLE)、組件對象模型(COM)和分布式組件對象模型(DCOM)技術,定義了一套標準的接口,采用客戶/服務器模式,只要硬件廠商提供OPC服務器接口,就可以在OPC服務器客戶端讀取PLC中的信息。采用OPC服務器的優勢在于,連接PLC不需要根據PLC的型號而重新編寫程序,只需要對OPC服務器進行簡單設置就可以通信[4]。
SIEMENS S7-200 PLC有專門的OPC服務器程序 PC Access,可設置PLC的變量和地址,設置完成后,在LabVIEW2015中采用DataSocket函數訪問OPC服務器[5]。對OPC服務器的訪問有兩種方法,可以通過編程將前面板的控件與OPC服務器對應的變量綁定,從而實時訪問PLC數據,見圖8。其中,OPC://代表OPC協議,localhost代表主機名,S7-200.OPCServer代表OPC服務器名,Microwin.NewPLC運行按鈕為項目名。
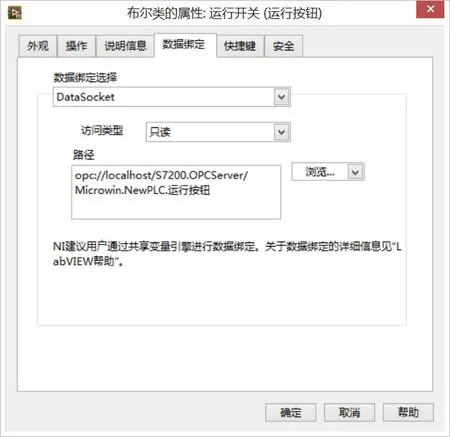
圖8 LabVIEW控件與OPC數據綁定窗口
3.1.2 LabVIEW與光柵尺、編碼器的通信實現
數據采集(DAQ)模塊通過在LabVIEW中創建、編輯、運行NI-DAQmx虛擬通道和任務,可以很方便地幫助用戶實現數據采集操作[6]。
本系統通過DAQ模塊分別創建光柵尺、編碼器兩個虛擬通道和任務,設定好光柵尺輸入端、光柵尺A相和B相、編碼器輸入端、編碼器A相和B相、采樣間隔,再根據光柵尺和編碼器的分辨率設定光柵尺的脈沖間隔和編碼器的脈沖,通過DAQmx讀取虛擬通道(VI)和定時循環結構實現數據采集。再將采集到的數據通過通知器發送到從循環,在從循環實現50個點求和平均測速,并且加入超時報警。程序每次采集的數據文件均實時存儲在電腦指定的文件夾中,方便查看。光柵尺和編碼器的程序分別如圖9和10所示。
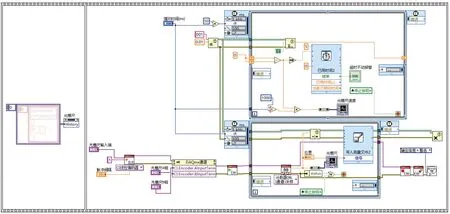
圖9 光柵尺讀取和測速程序
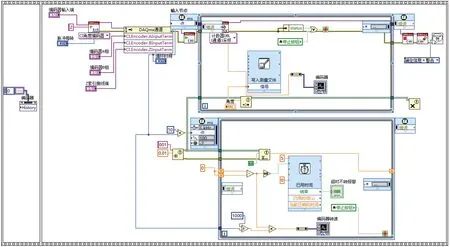
圖10 編碼器讀取和測速程序
3.2 運行工序判斷模塊
根據橡塑自送料機器人的工藝流程,每個工序對應的PLC程序中均設置標志位。在S7-200 PLC執行每個工序時,標志位的數據也發生變化,LabVIEW2015程序通過檢測標志位數據的變化,實時顯示當前橡塑自送料機器人的運行工序,再根據S7-200 PLC程序中的運行標志位,判斷橡塑自送料機器人的運行狀態。工序和系統狀態顯示程序如圖11所示。
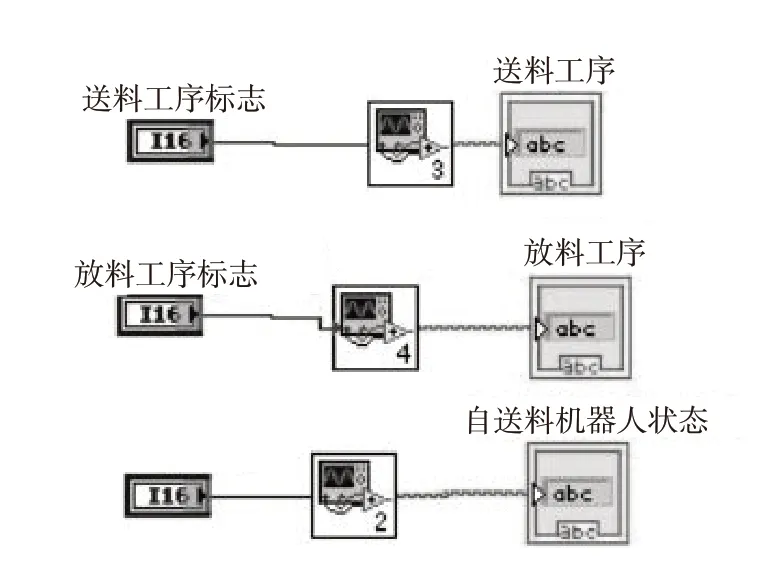
圖11 工序和系統狀態顯示程序
3.3 按鍵監控模塊
機器人的啟動和停止離不開對啟動按鍵和停止按鍵的控制,對按鍵的監控可以了解機器人啟動和停止時間,所以本系統添加了對按鍵的監控,可以記錄啟動按鍵和停止按鍵時間,且保存在指定的路徑下。通過對啟動按鍵和停止按鍵時間的分析,可得出機器人運行時間。按鍵監控程序如圖12所示。
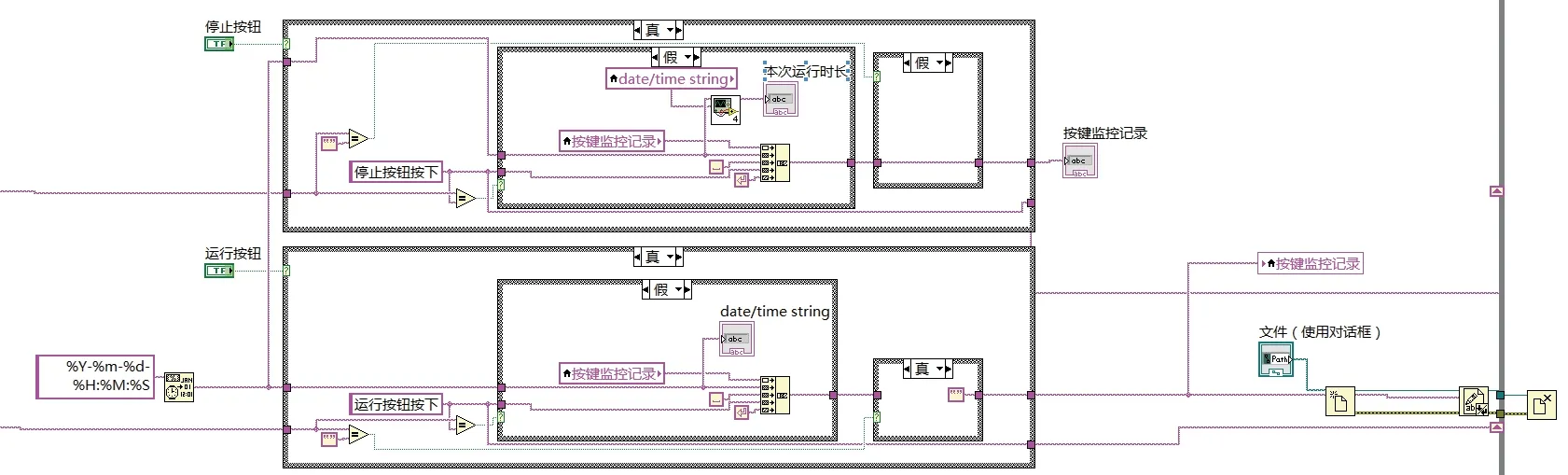
圖12 按鍵監控程序
3.4 定時計數模塊
根據用戶需要,在橡塑自送料機器人運行過程中,需測試一定時間內的輸送能力,即記錄限定時間內的送料次數,本系統針對此要求設計了定時計數模塊,如圖13所示。設置好定時的時長,點擊開始計數按鈕,每放料成功1次,計數器計數自動加1,等到已用時間超過定時時長時,計數器的數值不會發生變化,并且自動計算自送料機器人平均每次送料的時間。

圖13 定時計數模塊
3.5 故障判斷與報警模塊
根據對橡塑自送料機器人的分析,送料到位、回位,放料到位、回位的時候,都會給PLC發一個脈沖,如果在限定的時間內,PLC沒有收到這個脈沖,則說明機器發生故障,因此本系統設計了故障判斷與報警模塊,如圖14所示。采用生產者/消費者設計模式,當在5 s內沒有接收到脈沖且自送料機器人處于運行狀態時,系統發出停機報警,且給出故障發生的時間,并將故障信息按日期分類記錄在程序所在的目錄下[7]。
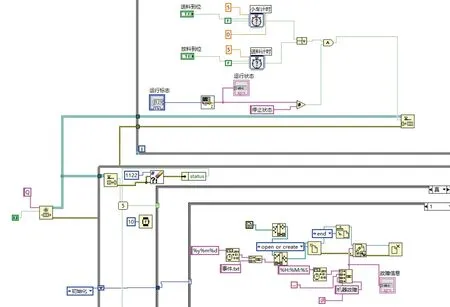
圖14 故障判斷與報警模塊
3.6 遠程通信實現
遠程通信是工業自動化生產的必要功能,遠程通信的功能就是把現場設備當作服務器,將遠端的設備當作客戶端。將客戶端的前面板與服務器的前面板同步,達到控制客戶端程序,相當于控制服務器前面板程序的目的[8-11]。
首先,配置本地LabVIEW2015的WEB服務器。LabVIEW2015支持用戶程序通過WEB發布,通過創建一個HTML文檔并嵌入VI或者獨立應用程序的前面板。在使用遠程監控功能前,必須在服務器端配置WEB服務器,配置過程如下:(1)打開工具菜單的WEB發布工具,選擇需要遠程監控的VI,查看模式,選擇內嵌,點擊下一步;(2)設置顯示界面標題為橡塑機器人遠程監控系統,頁眉與頁腳設置為空,點擊下一步;(3)按照用戶要求配置每項需求的網址,點擊啟動WEB服務器,即可完成設置。
其次配置客戶端的遠程監控。客戶端計算機務必與服務器計算機保持一致的LabVIEW Run-Time引擎,連接方式有兩種:(1)新建1個VI,點擊操作菜單下的連接遠程前面板指令,在彈出的對話框中輸入配置的服務器地址、端口和VI名稱,選擇是否請求控制,點擊連接按鈕,即可對服務器程控進行瀏覽和控制;(2)通過IE瀏覽器連接服務器,在網址欄輸入配置WEB服務器配置的URL地址即可(見圖15)。

圖15 通過網頁查看和控制VI前面板
4 試驗與結果
系統在橡塑自送料機器人上實際運行結果表明了機器人運行正常以及基于LabVIEW的橡塑自送料機器人監控系統的可靠性與便利性。PLC信息監控界面見圖16,界面選取了現階段重點關注的運行信號,若增加其他關注點,可以直接抽取運行信號進行分析。編碼器與光柵尺顯示與記錄界面見圖17。
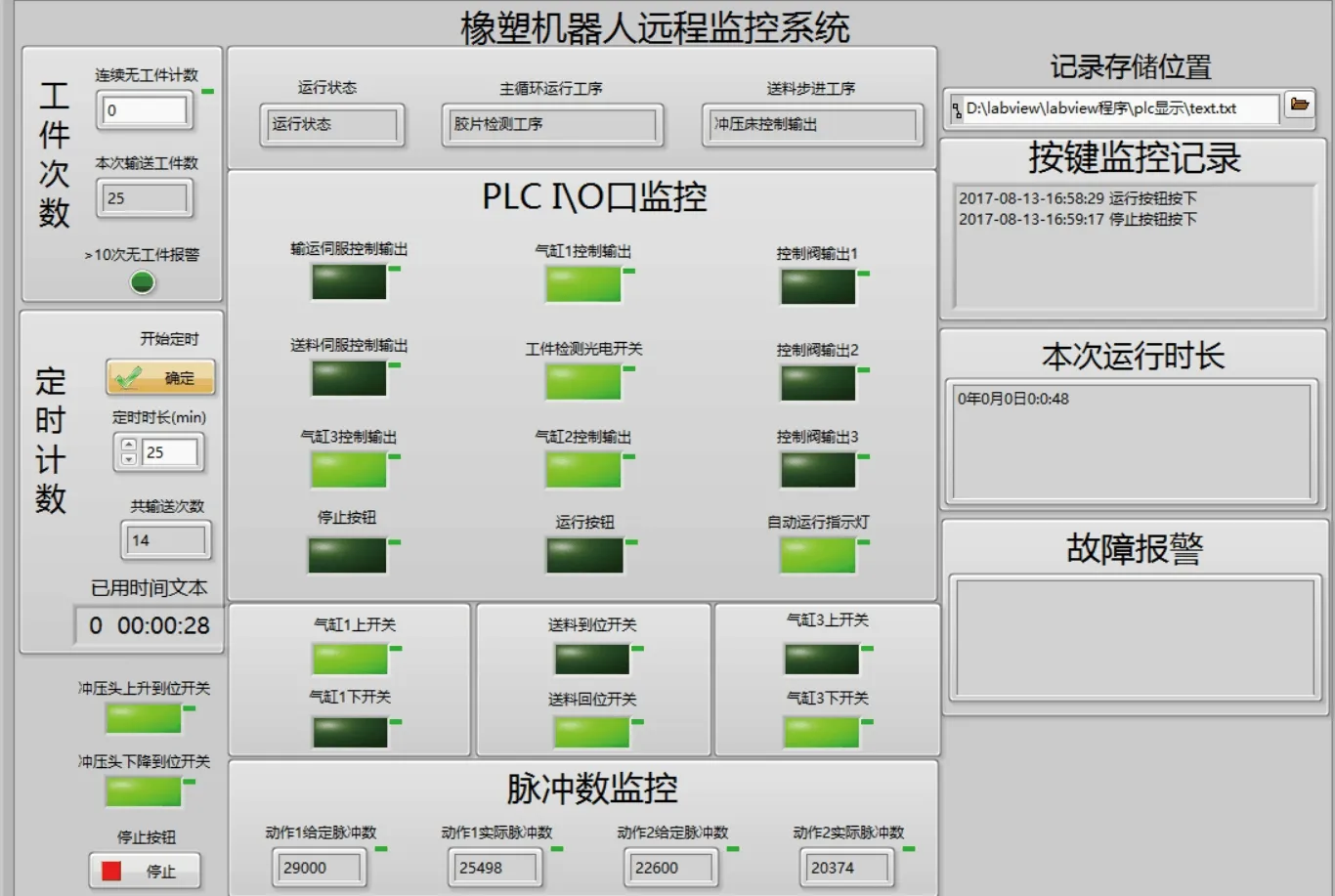
圖16 PLC信息監控界面
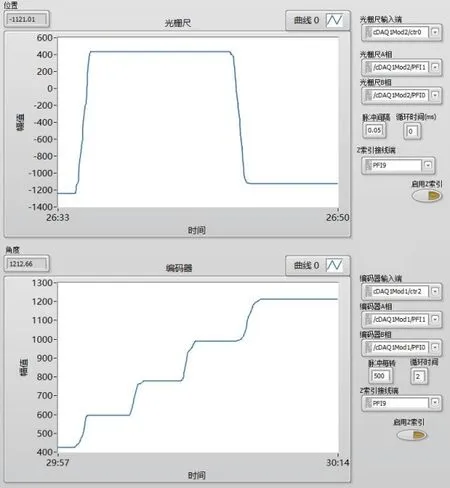
圖17 編碼器和光柵尺顯示與記錄界面
5 結論
通過對橡塑自送料機器人運行狀態的觀測和PLC程序開發的基于LabVIEW的橡塑自送料機器人遠程監控系統能很好地完成橡塑自送料機器人運行過程中的遠程監控任務,人機交互界面清晰,操作方便。該監控系統不但可以在線監控機器人的運行狀態,還可以隨時抽取任何關注點的運行信號進行分析,提高了現場工作人員對機器人的掌控和故障檢測能力。該監控系統工作穩定,實用性強,可擴展性強,已成功應用于某新型橡塑自送料機器人系統。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32