碳化鎢基硬質合金的制備與力學性能研究
2018-07-04 10:55:14顏新宇王守仁王勇
山東科學 2018年3期
關鍵詞:力學性能
顏新宇,王守仁*,王勇
(1. 濟南大學機械工程學院,山東 濟南 250022;2. 濟南大學物理科學與技術學院,山東 濟南 250022)
碳化鎢(WC)基硬質合金是一種以WC為基體,加入粘結劑(如Co或Ni)的復合金屬材料,具有高抗壓強度、硬度、彈性模量、抗沖擊強度,耐磨性能等一系列優點,因此該硬質合金被廣泛地應用于鉆探巖石、切削巖石、金屬成形工具、磨料和耐磨零件等[1-3]領域。
WC的晶粒大小是影響WC基硬質合金力學性能的主要因素之一,當晶粒減小到納米級別時,材料的強度和硬度都會大幅度提高[4]。從20世紀80年代起,國外就開始研究超細硬質合金,晶粒度在0.2 μm的硬質合金抗彎強度達到4 000 MPa,硬度達到2200 HV,遠遠高出普通硬質合金[5],但制備晶粒較小的原料粉末成本往往過高,且在高溫燒結過程中,晶粒會很快長大,特別是納米級WC,由于其高活性使得晶粒迅速長大,顆粒粒徑長大近百倍[6-7]。因此,在基體材料中加入過渡金屬元素抑制晶粒的長大,改善材料抗彎強度和硬度等力學性能是制備大部分硬質合金的優先選擇[8-10]。
前人對碳化鉭(TaC)改善合金結構,提高合金使用性能的研究較多[11-13],但由于地殼中Ta元素含量稀少,導致TaC價格較高昂,因此,尋找新的材料代替或減少TaC的使用量是硬質合金研究的一個熱點。本文主要研究了WC基硬質合金加入過渡金屬元素碳化物——碳化鉿(HfC)對材料的硬度、抗彎強度以及沖擊韌性的影響,觀察了HfC的加入對材料微觀形貌的影響,并對材料各項力學性能改善的機制進行了分析。
1 材料制備與方法
1.1 原材料制備
原材料包括WC、Co、TaC和HfC。其中,WC是基體材料,Co為粘結劑,而TaC在材料中起抑制晶粒長大的作用。7種不同HfC-WC-Co復合材料配比成分含量見表1,4種原材料規格及純度見表2。
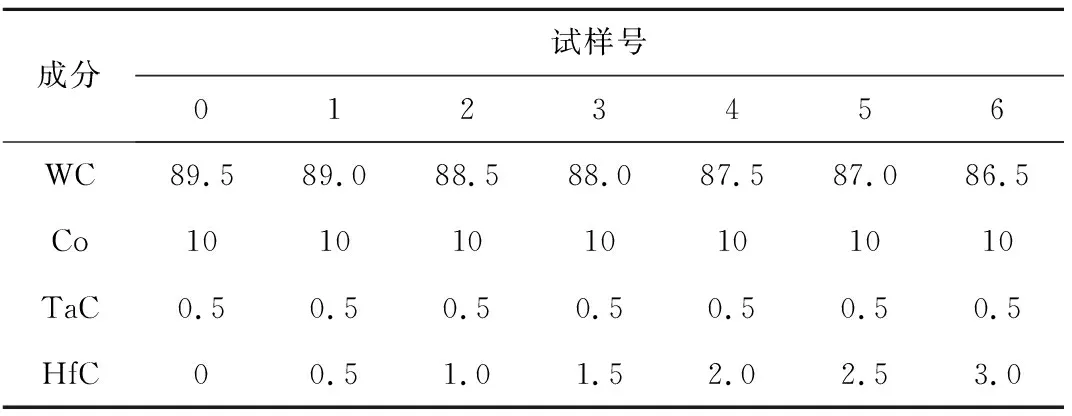
表1 HfC-WC- Co復合材料試樣成分含量(質量分數%)
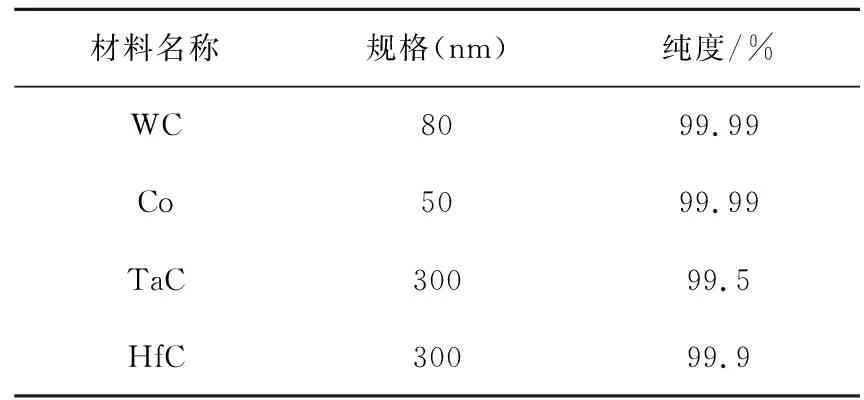
表2 4種原材料規格及純度
4種粉末的形貌如圖1所示。
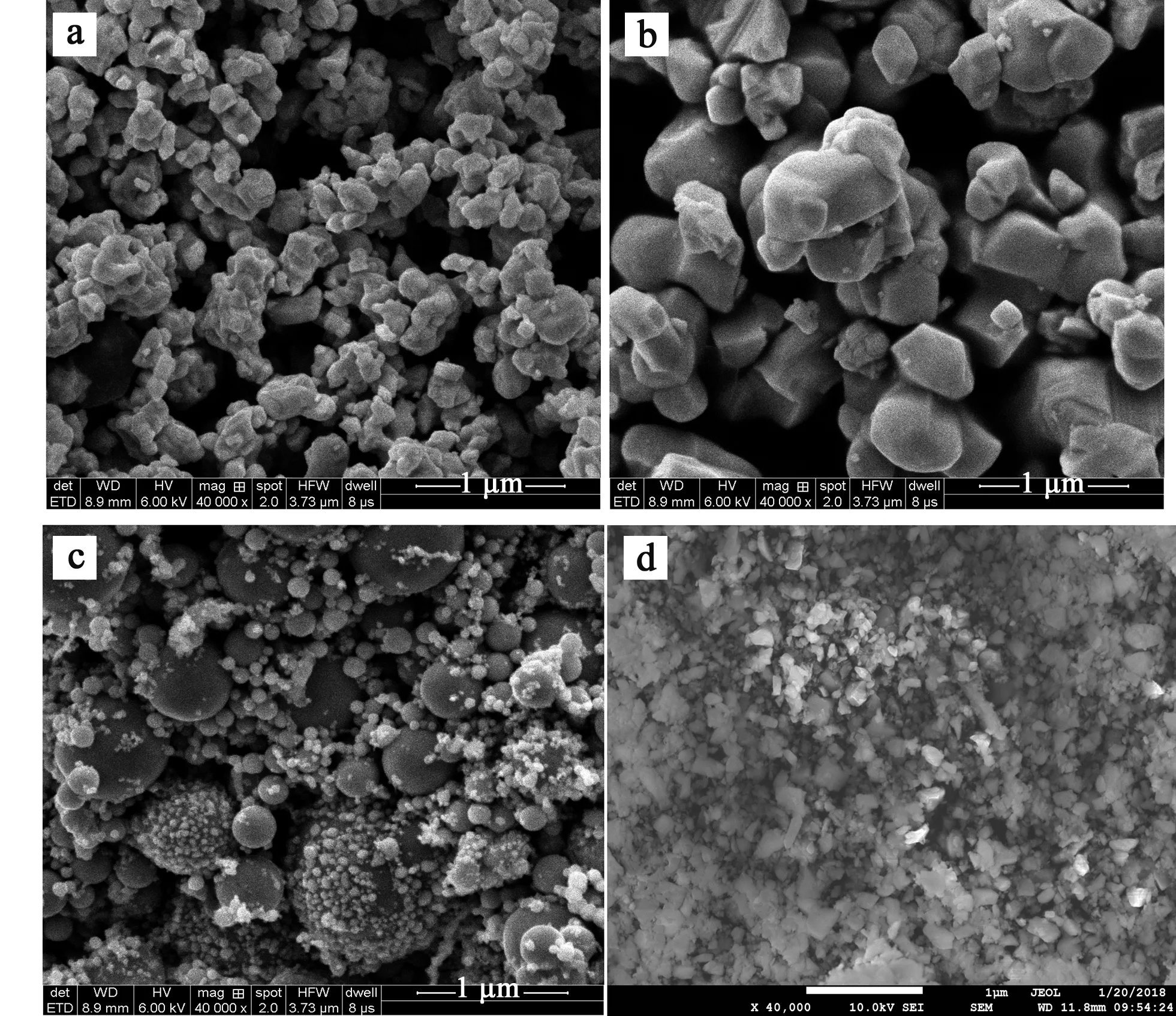
a WC;b TaC;c Co;d HfC。圖1 4種原料粉末的SEM圖Fig. 1 SEM photographs of the four raw materials
從圖1可以看出,WC、TaC、Co都存在一定程度的團聚現象,為了不影響材料的力學性能和屏蔽性能,須采用球磨分散工藝消除這些粉末團聚現象[14]。
1.2 制備工藝
材料的制備工藝主要包括稱量、球磨混料、壓制成型、熱壓燒結等。

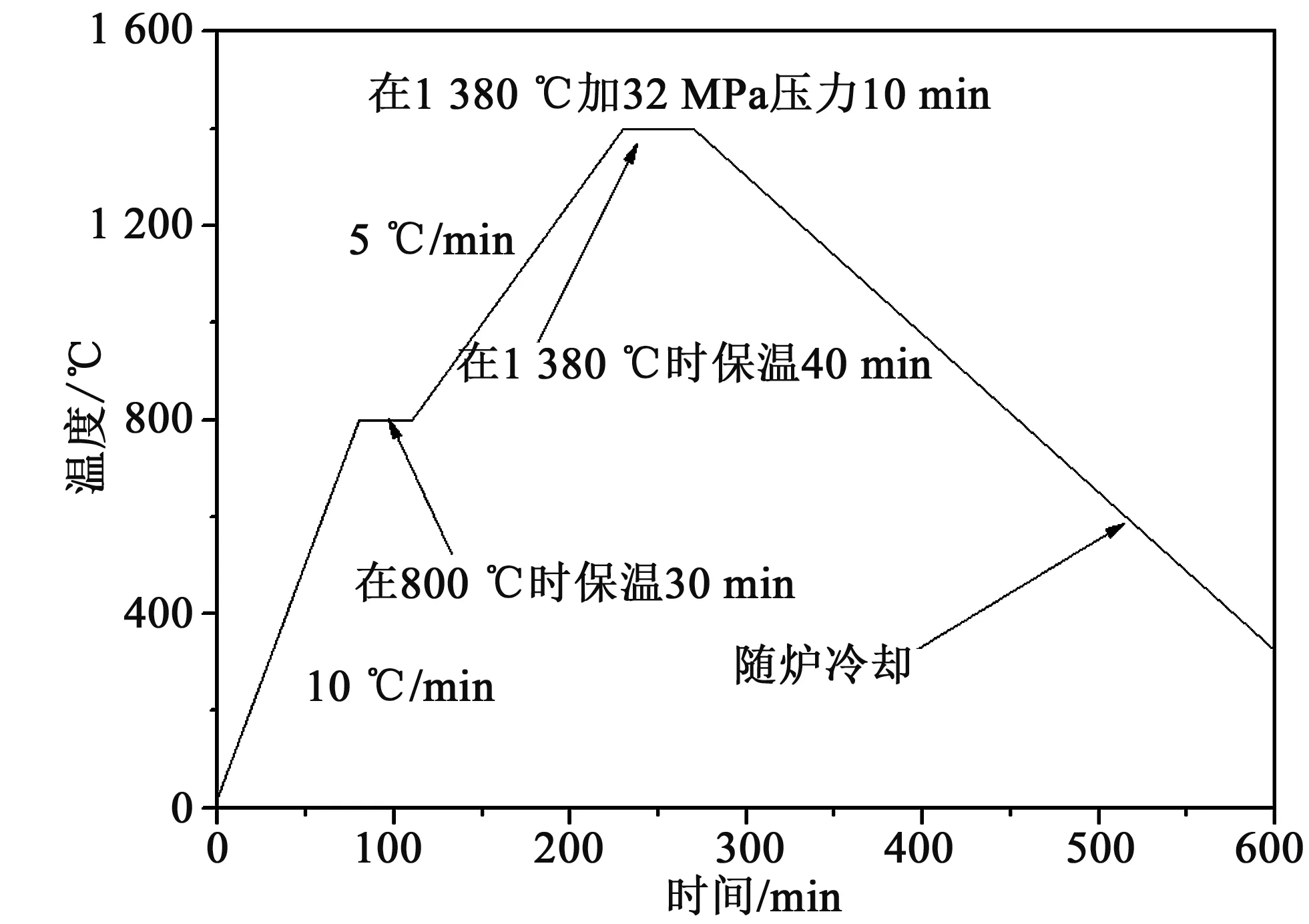
圖2 燒結工藝曲線Fig.2 Sintering processes
1.3 性能測試
1.3.1 力學性能測試
利用1 000 N維式顯微硬度計,按照GB/T 4340.2—2009金屬維氏硬度試驗[15]標準進行硬度測量,每組試樣測量10次取平均值。測量前先在預磨機上,分別用200、800、1 200目砂紙進行打磨拋光。
彎曲強度測試按照YB/T 5349—2006金屬彎曲力學性能試驗[16]方法進行測試,將試樣加工成如圖3所示的條形試塊,利用三點彎曲法在跨距為30 mm,加載速率為2 mm/min條件下測量試件的抗彎強度。
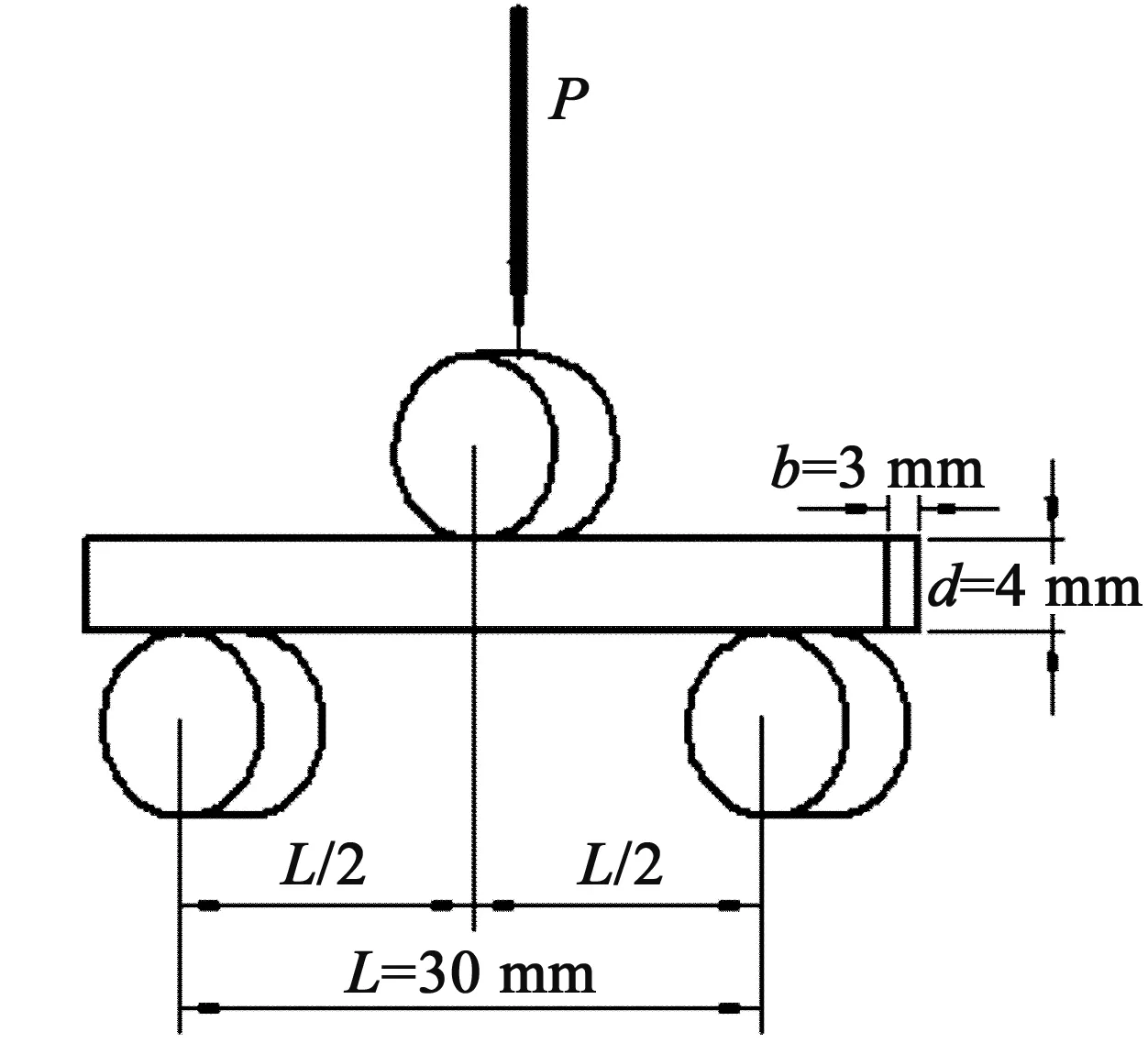
圖3 三點彎曲法測試抗彎強度示意圖Fig.3 Schematic diagram of flexural strength test by the three points bending method
試驗按照GB/T 3808—2002擺錘式沖擊試驗機的檢驗[17]標準進行,將試樣加工成有缺口的長條,具體尺寸如圖4所示,利用XJJ-5沖擊試驗機進行沖擊韌性性能測試。
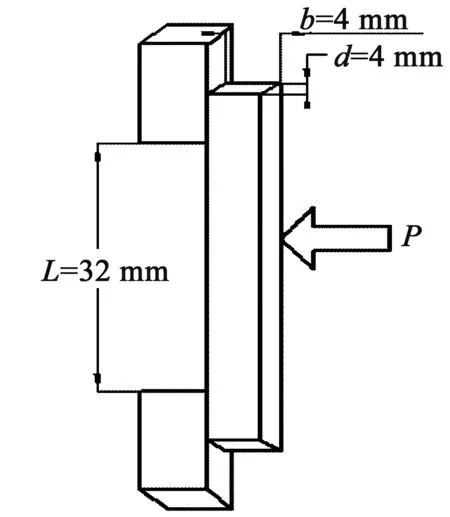
圖4 沖擊韌性性能測試示意圖Fig.4 Schematic diagram of the sample for impact toughness test
1.3.2 微觀組織表征
利用日本日立公司生產的SU-70日立新型分析型熱場發射掃描電鏡,對燒結后微觀形貌進行觀察。
2 結果與討論
2.1 力學性能
HfC-WC-Co復合材料試塊的力學性能測試結果如表3所示。

表3 HfC-WC-Co復合材料復試塊的力學性能測試結果
由表3可以得到WC基硬質合金的抗彎強度與斷裂韌性性能曲線,如圖5所示。
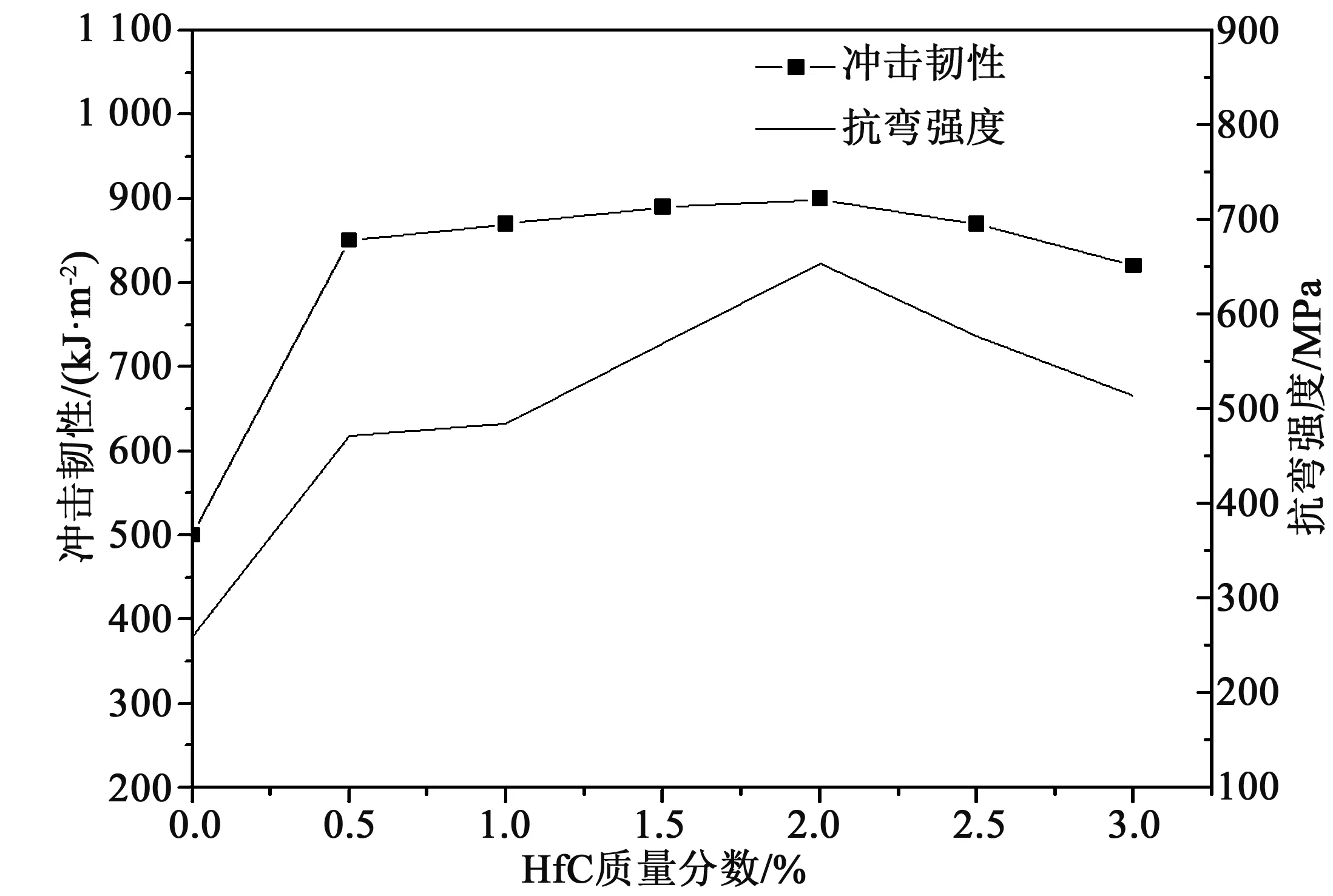
圖5 試樣的力學性能圖Fig. 5 The mechanical properties of the sample
從表3和圖5可以看出,隨著HfC質量分數的增加,試樣的顯微硬度、抗彎強度以及沖擊韌性都出現了先增大、后減小的趨勢,當HfC的質量分數為2%時,相較于未添加HfC的試樣,顯微硬度增加了28.90%,抗彎強度增加了38.80%,沖擊韌性提高了5.88%。這表明HfC的加入可有效改善材料的硬度、抗彎強度以及沖擊韌性,且在HfC的質量分數為2%時,材料的各項性能達到最優。
2.2 微觀形貌分析
圖6中,對比a和b,我們可以看出,當WC顆粒的粒度較大時,試樣的致密度明顯低于其他三組材料,這主要是由于試樣中WC的晶粒較大,作為粘結劑的Co不能完全填滿空隙,產生了較多的空洞,使試塊的密度降低;觀察b、c和d,可以看出這3組的試樣孔隙率較低,且WC晶體表面上均勻地粘附著一層粘結劑Co(圖6d),這使得試樣材料的抗彎強度和沖擊韌性明顯高于圖6a的材料。
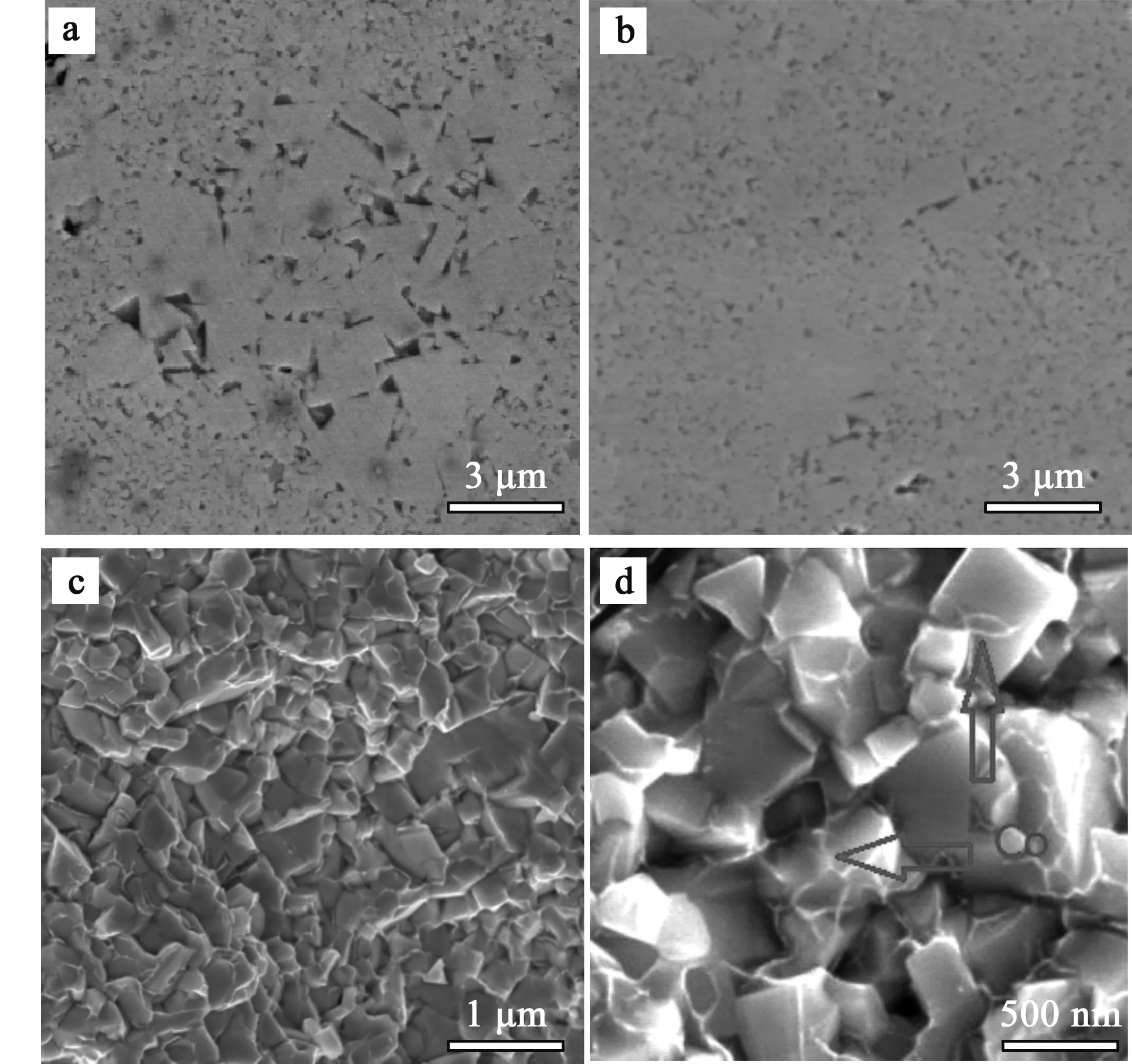
a 2 000×掃描電鏡磨面圖(不添加HfC); b 2 000×掃描電鏡磨面圖(w(HfC)=2%);c 5 000×掃描電鏡抗彎斷面圖(w(HfC)=2%);d 20 000×掃描電鏡抗彎斷面圖(w(HfC)=2%)。圖6 試樣掃描電鏡圖Fig. 6 SEM of the sample
WC-Co合金中WC的長大有兩種模式,分別是WC在γ相液體中的溶解和在原生WC晶粒上的析出(又叫連續長大)和WC顆粒沿晶界的遷移(又叫斷續長大)。由于WC和Co能夠生成低熔點的共晶體,因此,在熱壓燒結過程中,當燒結溫度超過共晶體的熔點時,開始出現液相,細顆粒WC溶于液相中,一定溫度下達到溶解-析出過程的動態平衡,液相處于飽和狀態,一部分的W、C原子遷移到大顆粒WC周圍,在大顆粒表面析出,使之長大[18]。當加入HfC后,由于其在液態Co中的溶解速度快于WC,因此,WC在Co中的溶解度減小,阻礙了WC的溶解-析出過程,從而抑制了WC晶粒的長大。
試樣抗彎強度和斷裂韌性的改善主要是因為HfC的加入細化了晶粒,而晶粒越細,一定體積內的晶粒數就越多,晶界也越多,塞積在晶界的位錯群產生的應力場越容易傳遞到相鄰晶粒的整個體積,變形也越容易分散在更多的晶粒內進行,使塑性變形更均勻,晶界處位錯吸收更多的能量,使內應力集中現象得到改善,故抗彎強度和沖擊韌性得到改善。但HfC在WC界面上的固溶度有限,隨著HfC的繼續加入,必然以HfC-WC固溶物的形式析出,這些游離的HfC-WC相較于WC-Co,屬于弱項,結合力大大下降,從而使各項力學性能降低。
同時,HfC的硬度通常大于1 800 HV,而基體材料的硬度在1 200 HV左右,HfC顆粒作為硬質相添加到基體中也可以很好地提高材料的硬度,而且HfC的熱膨脹系數(6.73×10-6/℃)小于WC(6.9×10-6/℃),在冷卻過程中,基體原料WC的收縮率大于HfC,使得試樣在冷卻過程中更加致密;且HfC的加入可有效改善燒結時粘結劑Co的流動性,使Co的分布更加均勻,這極大地改善了試塊質量,也提高了試樣的各項力學性能。
3 結論
(1)材料的硬度、抗彎強度以及沖擊韌性隨WC晶體粒徑的減小顯著改善,這主要是由于晶體粒度越小,結合力越強,且燒結質量越好導致的。
(2) 在原料中加入HfC可提高復合材料的硬度、抗彎強度以及沖擊韌性,這主要是因為HfC可以起到細化晶粒、抑制晶體長大的作用,且HfC的熱膨脹系數小于基體的熱膨脹系數,產生體積效應,提高了試樣燒結質量;復合材料的硬度、抗彎強度以及沖擊韌性隨著HfC的質量分數的增加出現先增加后減少的趨勢,當WC質量分數為2%時,各項力學性能達到最優。
參考文獻:
[1]鐘毓斌,孫娟,涂潔,等. 超細、納米晶硬質合金的原料制備研究[J]. 中國鎢業,2016,31(6):35-40.
[2]張衛兵,劉向中,陳振華,等. WC-Co硬質合金最新進展[J]. 稀有金屬,2015,39(2):178-186.
[3]儲開宇. 我國硬質合金產業的發展現狀與展望[J]. 稀有金屬與硬質合金,2011,39(1):52-56.
[4]徐志花,馬淳安,甘永平. 超細碳化鎢及其復合粉末的制備[J]. 化學通報,2003,66(8):544-548.
[5]KAI E, HOSONO S, TAKEMOTO S, et al. Fabrication and cutting performance of cemented tungsten carbide micro-cutting tools[J]. Precision Engineering, 2011, 35(4): 547-553.
[6]黃文呈,俞煌飛,林賢德. 粉末冶金法中的燒結鍛造技術[J]. 煤礦機械,2017,38(10):91-92.
[7]WANG X, FANG Z Z, SOHN H Y. Grain growth during the early stage of sintering of nanosized WC-Co powder[J]. International Journal of Refractory Metals and Hard Materials, 2008, 26 (3): 232-241.
[8]王鈾,李殿生,鄭國明,等. WC-Co硬質合金材料的納米稀土改性[J]. 硬質合金,2012,29(1):53-59.
[9]方強. 稀土改性Co包覆WC粉末制備及SPS燒結研究[D]. 哈爾濱:哈爾濱工業大學,2010.
[10]陳駿,郭志猛,羅驥,等. 稀土添加量對TiC基鋼結硬質合金性能的影響[J]. 粉末冶金工業,2015,25(3): 12-16.
[11]孫丹,王春亮. 兩種WC-TiC-TaC-Co硬質合金刀片失效原因的分析比較[J]. 理化檢驗-物理分冊,2010,46(7): 465-467.
[12]TIAN H X, PENG Y B, DU Y, et al. Thermodynamic calculation designed compositions, microstructure and mechanical property of ultra-fine WC-10Co-Cr3C2-TaC cemented carbides[J].International Journal of Refractory Metals and Hard Materials, 2017, 69: 11-17.
[13]SU W, SUN Y X, YANG H L, et al. Effects of TaC on microstructure and mechanical properties of coarse grained WC-9Co cemented carbides [J], Transactions of Nonferrous Metals Society of China, 2015, 25 (4):1194-1199.
[14]尹超,張衛兵,謝晨輝,等.原始WC粉末粒度組成對超細硬質合金組織及性能的影響[J]. 硬質合金,2017,34(1):7-13.
[15]中華人民共和國質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 4340.2—2009金屬材料 維氏硬度試驗 第2部分:硬度計的檢驗與校準[S]. 北京:中國標準出版社,2009.
[16]中華人民共和國冶金工業部. YB/T 5349—2006金屬彎曲力學性能試驗方法[S]. 北京:中國標準出版社,2006.
[17]中華人民共和國質量監督檢驗檢疫總局.GB/T 3808—2002擺錘式沖擊試驗機的檢驗[S]. 北京:中國標準出版社,2002.
[18]羊建高,譚敦強,陳顥.硬質合金[M].長沙:中南大學出版社,2012.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
