CAM軟件高速銑削刀路的平滑處理
2018-07-04 05:58:08趙宏
機械制造與自動化 2018年3期
趙宏
(深圳第二高級技工學校,廣東 深圳 518049)
0 引言
在新興的加工技術中,高速銑削能有效縮短加工時間,提高加工質量的方法。在實際應用中,企業往往注重硬件投入,在軟件及加工方面往往重視不夠,甚至以傳統的加工觀念來使用高速機床,限制了其功效的發揮。目前CAM軟件的使用資料極少專門介紹高速切削的功能,張繼林等[1]研究了高速銑削切削力對刀具路徑的影響,陳銀清等[2]研究了基于MasterCAM自由曲面加工刀具路徑,但未專門討論高速加工問題。本文以計算機輔助制造(CAM)軟件Mastercam 為例,探討CAM軟件高速切削路徑平滑處理的共性參數設置問題,利用軟件模擬和實際切削的方式探討刀具路徑轉角平滑處理對加工的影響,以此深入了解高速切削刀具路徑的平滑處理。
1 高速加工刀具路徑平滑處理的意義
高速銑削是一種以高轉速、快速進給、較小的切削深度和間距為加工特征的加工方式,高速切削效益的發揮不僅需要硬件技術的支持,而且需要軟件方面比如刀具路徑規劃的配合應用。Tlusty[3]指出,由于高速銑削是一種高速進給的運動,切削時為減少轉彎的時間需考慮兩件事,一是提升伺服電機轉矩,但會額外增加機床設備的費用;二是從刀具路徑規劃著手,降低工作臺移動的慣性所造成的振動,例如在快速切削運動中遇到轉角時,利用圓弧的方式(圖1)代替直角的方式,可以降低轉彎的時間及機床的振動。由此可見,高速加工刀具路徑的平滑規劃對工件的加工時間、加工質量等有重要的意義。


圖1 圓弧進退刀設置及刀路圖
通過刀具路徑的平滑處理在以下幾個方面得到改善:
1) 避免在切出口產生厚切屑,使切削力更穩定,并減小振動趨勢,延長了刀具壽命。
2) 緩和進給方向的突然變向,使加減速更為平順,避免了無謂之加減速時間。
3) 保持刀具移動持續和恒定吃刀,使工作負荷和方向的快速變化減少,減輕了切削刃和切削過程的損壞。
4) 縮短了刀具路徑距離,減少了刀路區間過渡的提刀動作,縮短了加工時間。
5) 減輕了沖擊載荷和機床震動,緩解了由于機械慣性及切削阻力導致的轉角處較易過切或形狀失真的情況,提高了工件加工品質。
6) 在周邊順銑中,切削厚度從切削開始就逐漸降低,并在切削末端逐漸接近零。這可防止切削刃在吃刀前磨損或擦傷表面。
2 高速銑削刀路平滑處理
MasterCAM的銑削模塊包含2D及3D銑削[4],其高速刀路的實質就是生成最為流暢平滑的刀路,一是圓弧切入切出及優化不同切削層間的連接方式。二是每個切削可以用先進的圓角和刀具路徑細化技術進行配置,以減少尖角和其他不連續性的影響。這些參數有助于保持在工具上的恒定負載,減少加工時間,提高加工表面的質量。
2.1 圓弧形進/退刀(切入切出)
1) 圓弧切入切出的意義
2D和3D加工刀路都有圓弧進退刀編程參數設置項,刀路編程引入圓弧,避免了切出口有厚切屑,產生的切屑厚度為零,進刀平穩,減輕沖擊載荷,這樣將確保既有較高的進給又有較長的刀具壽命。而直接切入工件時,在切出口將產生厚切屑,這會極大降低刀具壽命。另外,從振動觀點看,平滑地切入工件也是必要的。
2) 圓弧進退刀的參數設置
2D刀路外形銑削和挖槽的參賽設置見圖1(a);3D曲面等高外形加工中兩區段間的過渡方式為打斷時,可勾選圖1( b)所示圓弧進退刀,并設置相應參數的參賽。當掃描角度設為180°時,將以整圓進刀,不同刀路區間過渡不再提刀,節省了加工時間。
2.2 平面加工高速銑削刀路平滑處理
1) 面銑刀路的平滑處理
面銑是最普遍的銑削工序,為保持刀具一直切削,通過刀具路徑編程可避免刀具頻繁切入和切出工件,防止刀具切削刃上產生不利的應力,或導致停留和震顫趨勢。建議刀具路徑編程能使銑刀保持全接觸。當改變方向時,加入小的圓弧刀具路徑,以保持刀具移動和恒定吃刀。
面銑操作時,在加工參數設定中,為了配合高速切削,可以將“兩切削間的位移”設定為“高速回圈”,將“刀具在轉角處走圓角”設為“所有”(圖2深色處),這樣刀具在切削時,其切削端點的連接會改成圓弧連接(圖3)。

圖2 兩切削間的位移方式及實例效果
2) 銑槽刀路的平滑處理
銑槽是周邊銑與面銑結合在一起,在邊界處同時產生2個面,一般將順銑作為首選。在銑槽加工中,適合使用于高速銑削的加工法有高速切削和螺旋切削,其中的高速切削銑槽操作中,高速切削加工法即是擺線式刀具路徑,加工參數設定如圖3。在此可以設定切削的區域、回圈半徑、回圈間距及轉角平滑半徑。
高速切削時,無論是凸起轉角及內彎轉角,由于機械慣性及切削阻力的關系,路徑轉角處較容易有過切的情況,而在轉角自動產生原弧路徑的功能以解決上述轉角處容易過切的狀況。

圖3 銑槽操作高速切削參數設定
2.3 曲面加工高速銑削刀路平滑處理
a) 曲面加工刀路平滑的意義
曲面加工比較復雜,刀具路徑的規劃更為重要,精加工多使用球頭立銑刀。由于刀具需多次切入和切出材料,每次切入和切出都意味著載荷沖擊,刀具將偏斜,造成偏斜差或振動,在表面留下凸起痕跡,影響加工質量,并使切削刃和切削過程更容易損壞。為了良好的刀具壽命和加工質量,通過參數設置,控制刀路間的過渡方式及間隙設置,通過平滑刀路,盡可能長時間保持連續切削,使工作負荷和方向的快速變化減少。
b) 路徑過渡參數設置
路徑過渡方式有高速回圈、斜插、沿著曲面和打斷方式下的圓弧進退刀的控制(圖4)。

圖4 不同路徑過渡方式及其刀路
1) 高速回圈:高速回圈是將兩區段間的路徑以圓弧來過渡,此時只需要設定回圈的長度。
2) 斜插:斜插是將兩區段間的路徑以傾斜的方式來過渡,需要設定斜插的長度。
3) 沿著曲面: 沿著曲面是將兩區段間的路徑直接沿著曲面過渡。
c) 刀路間的間隙設置
間隙設置是MasterCAM曲面刀路(除等高外形外)的共同參數,主要是設定相鄰刀路的過渡方式,共有不提刀、打斷、平滑和沿著曲線四種方式(圖5),高速加工宜選擇平滑,使刀具路徑更為平滑。
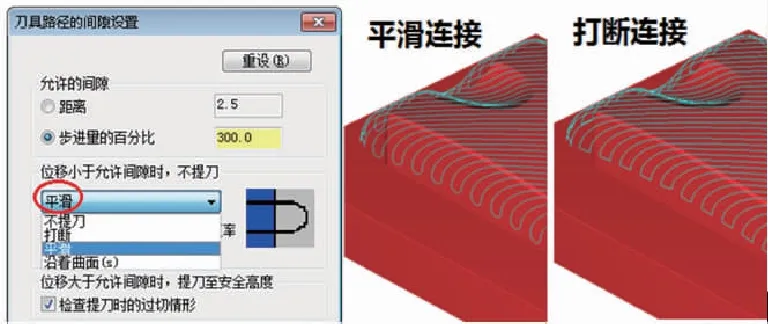
圖5 不同刀具路徑間隙設置及刀路圖
3 轉角平滑處理的切削實驗
3.1 實驗規劃
刀具走刀路徑的平滑是CAM軟件高速銑削功能和一般銑削功能最明顯的區別,因此將設計兩個實驗,分別通過加工中心銑削鋁合金平面和窄槽零件,進行軟件模擬和實際銑削實驗,測試刀具路徑轉角從直角改為圓角對實際加工的影響。
為簡化實驗,利用Mastercam設計118×78mm矩形為加工平面,以pock之邊界再加工型式,高速切削方式,分別改變角落平滑半徑(圖6)為0 mm和6 mm,計算機統計模擬加工時間,再利用Fanuc控制器模擬刀路,并實際加工鋁件,統計實際銑削時間,并感受機床轉角處的震動情況。
3.2 實驗準備
1)實驗1:選用118×78×30mm的鋁合金一件,刀徑Φ12 高速鋼端銑刀,S6000,F2000,切深1 mm,分2次切削,切削寬度6 mm。
實驗2:選用100×100×30mm的Q235鋼件一件,刀徑Φ10mm,S1200,F300。
2)CAM軟件:Mastercam X9
3.3 實驗結果及統計
實驗主要是驗證刀具路徑的圓角處理對加工時間及加工成效的影響。
實驗1:圖6為平滑半徑為0mm(直角)和6mm的FANUC控制器刀路圖及其實際加工工件圖,模擬加工時間分別為112s和120s,實際加工時間分別為120s和131s,走圓角平均節約時間8%,實際加工中轉角處的震動明顯減緩。

圖6 FANUC控制器刀路圖與工件加工圖
實驗2: 在11mm寬的窄槽的加工中, 采用Φ10mm的端銑刀加工槽,“刀具在轉角處走圓角”的設置方式如圖7(a),設為“無”時即直角轉彎,導致刀具路徑在C處產生圖7(b)左圖所示跳刀,不能連續加工,造成圖7(c)左圖圓圈處的缺陷;而設為“所有”時,改用走圓角的方式,刀具順滑通過拐角(圖7 c右圖)。

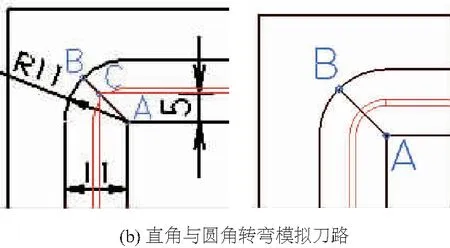

圖7 同轉角方式的刀路比較
3.4 實驗結果分析
通過以上實驗數據和結果,得出結論:
1) 高速切削功能的平滑半徑影響加工的時間,圓弧轉彎會縮短加工時間,是因為刀具在圓弧轉彎時刀具路經縮短(圖6),其花費的時間會比直角轉彎短。
2) 圓弧轉彎可以使得機床在轉彎時進給率降低,實際加工中高速直角轉彎時可以明顯感受到機床的振動,而在圓角轉彎時機床的振動明顯減緩。

4 結語
通過CAM軟件高速銑削刀具路徑的平滑處理,控制切入/切出方式,避免厚切屑形成。以圓弧而不是直角改變刀路方向、不同區段間的刀路以平滑方式過渡等,使工作負荷和方向的快速變化減少,減輕了沖擊載荷、機床震動及對切削刃和切削過程的損壞,延長了刀具壽命,縮短了加工時間,緩解了由于機械慣性及切削阻力導致的轉角處較易過切或形狀失真的情況,提高了加工質量。軟件模擬和實際銑削的測試結果表明刀具路徑的平滑處理提高了加工效率和品質。文中的刀路平滑處理方法適用于所有CAM軟件及普通數控銑削。
[1] 張繼林,郭文靜,易湘斌. 基于高速銑削切削力分析的刀具路徑規劃研究[J]. 工具技術,2015(01):21-23.
[2] 陳銀清,鄭澤鈿. 基于MasterCAM 自由曲面加工刀具路徑優化[J]. 現代制造工程,2014(05):46-51.
[3] J. Tlusty. High-Speed Machining[J]. Annals fo the CIRP, 1993(42):733.
[4] MasterCAM X3數控編程基礎與工程范例[M]. 北京:清華大學出版社,2008.
