圓棒回彈分析與模具的設計
2018-06-25 08:32:14柏廣梟杜祥哲尹東海孫克華
裝備制造技術 2018年4期
柏廣梟,杜祥哲,尹東海,孫克華
(1.常州博瑞電力自動化設備有限公司,江蘇 常州 213025;2.南京南瑞繼保電氣有限公司,江蘇 南京 211102)
圓棒的彎曲加工,是模具對其進行沖壓變形,獲得具有相應彎曲半徑與角度的加工工藝,在常規的生產中,由于一次沖壓工藝不能夠得到預期尺寸,需要后期進行修正,耗費大量人力,效率低下。
在加工過程中,回彈的現象導致彎曲棒缺陷產生(包括不對稱、中心距過大等),由于回彈引起的尺寸變化導致工件的精度受到很大的影響,也是后期工序需要解決的主要問題,因此需要對工件進行前期理論分析,以期對模具的設計進行修整,保證沖壓過程的一次成型。
本文對一種材料為黃銅的圓棒工藝進行分析,通過設計一種轉軸式模具對其進行加工,可以為類似的產品加工提供一種方法。
1 彎曲棒回彈分析
本文所加工的圓棒為采集板扣,如圖1所示,彎曲前形狀,其中間直徑為2.5 mm,兩端直徑為1.3 mm,彎曲后中心距為18±0.2 mm,彎曲半徑為R9 mm,但主要要求為彎曲后兩端面為平行狀態。
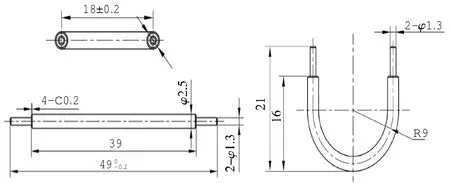
圖1 彎曲板扣
圓棒在沖壓過后,彈性能釋放造成回彈的發生,在本文中,回彈的發生是零件成型的主要缺陷,主要為彎曲半徑變大,角度變小,導致圓棒兩端面的不平行。為了更好地對圓棒進行分析,現對圓棒沖壓進行理想化的分析:(1)在沖壓過程中,圓棒彎曲時任意位置上的橫截面一直保持平面;(2)圓棒變形區域橫截面的形狀和尺寸不發生變化;(3)彎曲變形時受壓受拉時應力應變相同[1]。
1.1 彎曲棒受力分析
在圓棒受力彎曲時,在外部層為拉應力、應變,相反在內部層為壓應力、應變,而在圓棒的中心層面上,沒有應力變化,橫向變形為0,因為不受約束。
在變形過程中,金屬內部材料相互擠壓,使變形區產生徑向的壓應力,內層為壓縮性變形而外層為拉伸性變形。其應力應變如圖2所示。
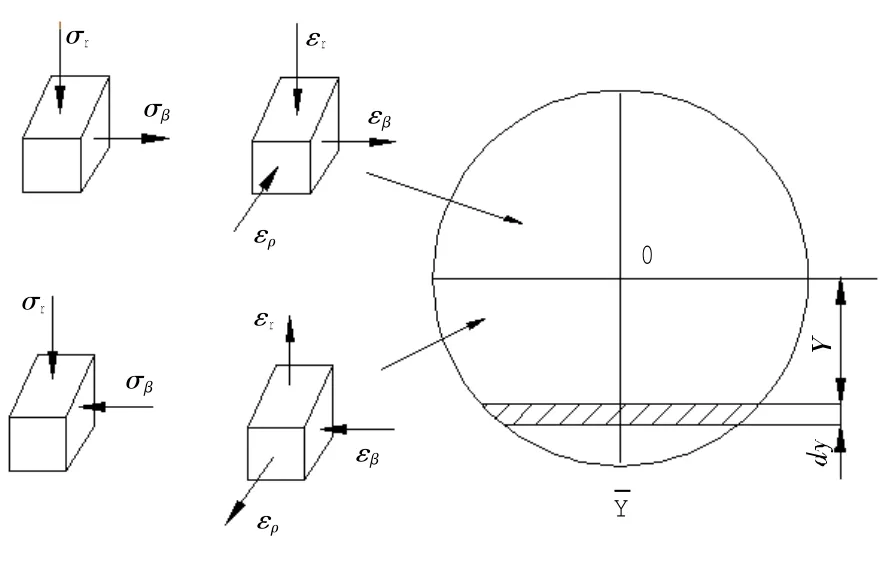
圖2 應力—應變狀態
1.2 圓棒的剛度分析
材料剛性是抵抗彈性變形的性能指標,一般采用彈性模量表示,剛度則是結構件抵抗彈性變形的指標,分為截面與構件剛度,受到壓力與拉力時的剛度是彈性模量與橫截面積之積,彎曲時的截面剛度是彈性模量與中性軸的慣性矩之積,圓棒彎曲幾何關系如圖3所示。
圓棒外部受到拉力,內部受到壓力,中性層既不受壓也不受拉,現以橫截面的中性層設為z軸,y軸為垂直中性軸的對稱軸,通過橫截面的法線則稱之為x軸。

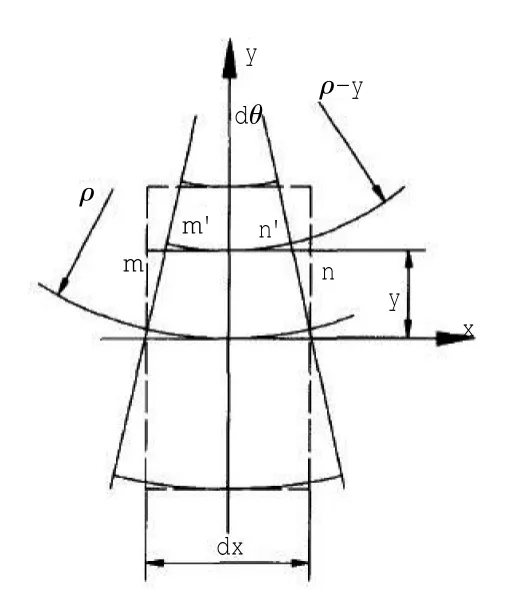
圖3 圓棒彎曲幾何關系
1.3 回彈變量
回彈前后回彈角有著相應的變化,如圖4所示,由于卸載前后彎曲件應變過程中,中性層長度不變(以回彈最大的點為基準),推出:

推出:

式中:r為回彈前的圓角半徑;r′為回彈后的圓角半徑;σSP為彎曲材料的屈服極限;t為彎曲件的厚度;E為彎曲材料的彈性模數。
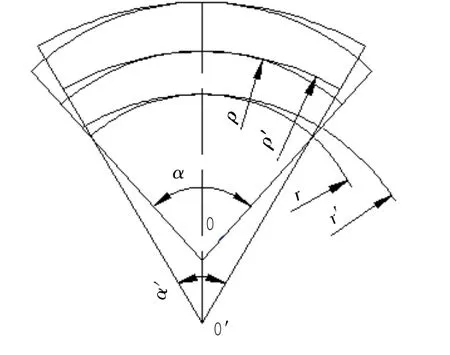
圖4 彎曲變形的回彈角
2 彎曲模的設計與仿真分析
2.1 上下模結構設計
根據圖1成型零件特性,按照產品要求,進行相應的定制型設計,根據前文計算得出圓棒彎曲最大回彈角約18°,彎曲值回彈后半徑約為9.04 mm,因此設計凸模時需要對其進行負角補償設計,把試模修整考慮在內,a取95°,凸模R取7.2 mm.膽形上模結構如圖5所示。
下模為轉軸式對稱性的分體式結構,以轉軸進行固定,定位銷對樣件固定,還對總長進行限制。成形部位為銑圓弧槽成型[2],結構如圖6所示。
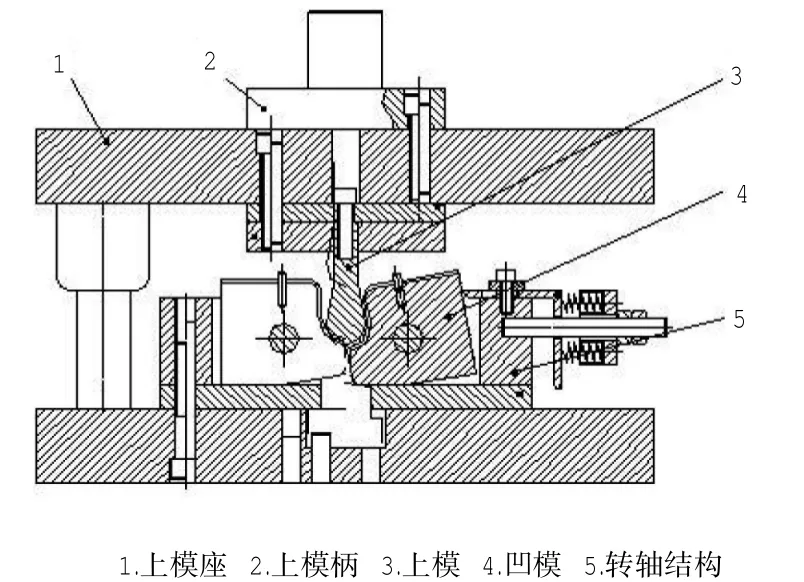
圖6 整體結構
圓棒的加工過程:上模向下運動進行沖壓零件,當圓棒U型最低點接觸到凹模繼續下行,直至來自彈頂器的力不能抵住來自于圓棒傳遞力,此時凹模沿轉軸發生旋轉圓棒貼住上模。行程到達死點,零件加工成型。凹模進行復位同時上模向上運動,圓棒留在下模內,取出零件完成加工。
2.2 仿真分析
為了選擇合適的沖壓力需要對彎曲力進行計算,影響彎曲力的因素有很多,彎曲力與材料的寬度成正比,與厚度平方成反比,增大凹模圓角半徑及增大凹模開距能減少彎曲力。U形彎曲件自由彎曲力為[3]:
式中:Pt為材料在沖壓行程結束時,不受校正的彎曲力(N);B為彎曲件的寬度(mm);t為彎曲件的材料厚度(mm);R 為彎曲件內半徑(mm);σb為彎曲件材料抗拉強度為385(N/mm2);K為安全系數,取1.3.
利用ansys軟件對彎曲件進行力學仿真,模擬圓棒受到沖壓力是其發生的應力應變情況,同時也可以直觀了解彎曲棒在受力是主要變形區域,為圓棒的后期處理提供理論基礎,圓棒的材質為H62銅,彈性模量 E 為 80(kN/mm2),泊松比為 0.36~0.37.根據上式得出,彎曲沖壓力約為534 N.其仿真結果如圖7-圖8所示:
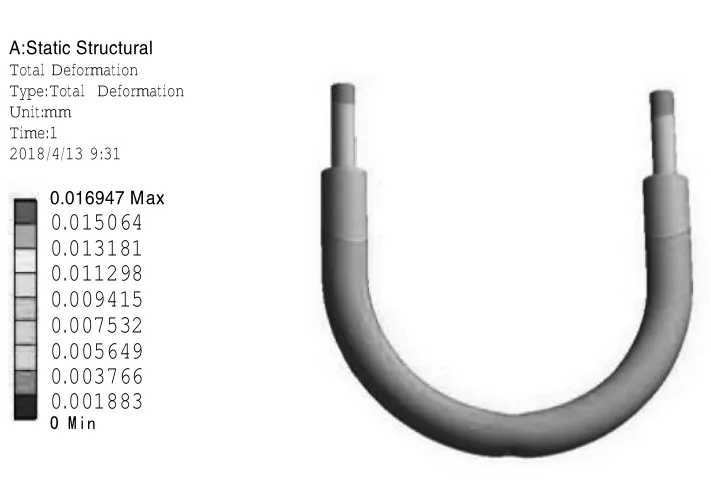
圖7 總變形

圖8 等效應力
在彎曲沖壓的過程中,最大變形發生在底部圓弧處,在兩端角處也發生較大的應力應變,主要因為,在沖壓過程中,圓弧抵觸是直接受到沖壓了力的作用,應力比較集中,約為247.3 MPa,圓棒由直條形變為U形,兩端角受力彎曲,其最大應變為0.013 mm,變形在屈服極限范圍內,壓力去除恢復原狀。
3 結論
圓棒的加工是復雜的過程,在成型的過程中,回彈的不確定性導致彎曲半徑和彎曲角的不確定,因此在加工過程中,需提前預知圓棒的回彈規律以采取相應的措施進行修正。本文根據圓棒的回彈規律設計的圓棒彎曲的上下模,滿足了圓棒彎曲加工的條件[4]。
[1]沖模設計手冊編寫組.沖模設計手冊[M[.北京:機械工業出版社,1988:170-172.
[2] 鐘翔山.轉軸式彎曲模具設計[J].模具技術,2004,22(5):20-23.
[3]王新生.擺塊式U形彎曲模的設計[J].模具工業,1990,16(2):20-23.
[4]李 浩,尹東海,孫克華.階梯凸模的沖模設計[J].模具工業,2017(03):29-30.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
